


Haas CNC Parameters Live Tooling con ciclos G81, G82, G83, G85, G89, G95
Ciclos CNC Haas G81, G82, G83, G85, G89, G95 con herramientas motorizadas
Antes de utilizar ciclos fijos G81, G82, G83, G85, G89, G95 con herramientas vivas frontales o axiales debe asegurarse de que los parámetros 315 bit 1 (SIN CICLO DE PUEDE EL HUSILLO) están configurados correctamente.
Parámetro Haas 315 INTERRUPTOR COMÚN 4:torno Haas
Parámetro Haas CNC 315 bit 1 (SIN CICLO DE PUEDE GIRAR)
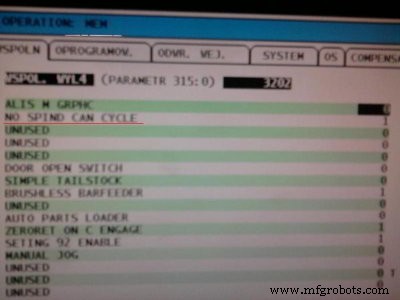
Haas CNC Parámetro 315 bit 1
Parámetro de torno CNC Haas 315 bit 1 establecido en 1
Si el parámetro 315 bit 1 del torno cnc de Haas se establece en 1, el husillo principal no se activará durante un ciclo fijo.
Parámetro de torno CNC Haas 315 bit 1 establecido en 0
Si el parámetro 315 bit 1 del torno cnc de Haas se establece en 0, el ciclo fijo funciona de la forma habitual girando el husillo principal.
Programación de ángulo CNC G01
Ejemplo de programación de torno de eje C con herramientas motorizadas en Haas CNC
máquina CNC
- Problemas de mon con máquinas CNC
- Mejore el funcionamiento del enrutador CNC con la ayuda de técnicas de herramientas
- Manual de fabricación de moldes CNC
- Ganar dinero con el enrutador CNC
- Enrutador CNC para madera:con impresionantes aplicaciones
- Cómo utilizar Haas Tooling con Fusion 360
- Optimización del desbaste con herramientas rompevirutas
- Características del centro de torneado CNC Capacidades de herramientas activas
- Eje C G81
- Roscado de agujeros profundos con rotura de viruta o roscado por picoteo en Haas CNC
- Haas CNC M97 llamada de subprograma local con ejemplo de programa CNC