


Efecto de la concentración de ag dispersada en películas delgadas de HfOx en la conmutación de umbral
Resumen
Una corriente furtiva (una corriente que pasa a través de una celda de memoria vecina) es un problema inherente e inevitable en una matriz de barras cruzadas que consta de celdas de memoria memristor. Este grave problema puede aliviarse conectando en serie el dispositivo selector a cada celda de memristor. Entre los diversos tipos de conceptos de dispositivos selectores, el selector difusivo ha atraído una atención considerable debido a su excelente rendimiento. Este selector presenta conmutación de umbral volátil (TS) utilizando la dinámica de metales activos como Ag o Cu, que actúan como un electrodo o dopante en el electrolito sólido. En este estudio, un selector difusivo basado en HfO dopado con Ag x se fabrica utilizando un sistema de co-pulverización catódica. Como la concentración de Ag en el HfO x La capa varía, se observan diferentes propiedades eléctricas y, por lo tanto, características TS. La necesidad del proceso de electroformado (EF) para la característica TS está determinada por la concentración adecuada de Ag en el HfO x capa. Esta diferencia en el proceso de EF puede afectar significativamente los parámetros de las características de TS. Por lo tanto, se requiere una condición de dopaje optimizada para que un selector difusivo logre un excelente comportamiento del dispositivo selector y evite un proceso EF que eventualmente puede degradar el rendimiento del dispositivo.
Introducción
La memoria de conmutación por resistencia, también conocida como memristor, se ha estudiado ampliamente durante décadas como un candidato prometedor para la memoria no volátil de próxima generación. Recientemente, se han aplicado dispositivos de memristor a sinapsis y neuronas artificiales que se asemejan a su mecanismo de conmutación basado en la migración de iones para la computación inspirada en el cerebro [1, 2, 3]. Velocidad de conmutación rápida (<1 ns), escalabilidad extrema (<2 nm), resistencia bastante buena (hasta 10 11 ciclos de programación / borrado), y la estructura de apilamiento tridimensional han sido probadas hasta ahora en sistemas memristivos individuales [4, 5, 6]. Además, el procesamiento de imágenes y el reconocimiento de patrones se pueden habilitar construyendo una gran matriz de barras cruzadas (CBA) [1, 3, 7, 8].
Sin embargo, una estructura CBA tiene un problema inherente en el sentido de que una corriente de fuga a través de las celdas de memoria memristor vecinas perturba las operaciones de escritura / lectura en la celda seleccionada o medio seleccionada [9,10,11]. Para suprimir la corriente de fuga de ruta y el problema de media selección, se puede conectar en serie un dispositivo selector de dos terminales a cada celda de memoria. Hay muchos tipos de dispositivos selectores con corriente-voltaje no lineal ( I - V ) características que se están introduciendo, como diodos Schottky, transiciones de aislante metálico (MIT), interruptores de umbral ovónico (OTS), selectores de barrera de túnel y selectores difusivos (también denominados memristores difusivos) [9,10,11,12,13,14 ,15]. Entre ellos, un selector difusivo basado en la dinámica difusiva de especies metálicas (Ag o Cu) dentro de los dieléctricos ha atraído un interés considerable por su estructura simple y desempeño superior, como su no linealidad extremadamente alta [14,15,16,17,18, 19,20,21,22]. El selector difusivo cuenta con un interruptor de umbral volátil (TS) basado en la formación y auto-ruptura de filamentos metálicos. Hasta ahora se han informado varios sistemas selectores de difusión y sus propiedades dinámicas; sin embargo, la comprensión del mecanismo operativo subyacente sigue siendo difícil. Además, es necesario establecer la concentración y distribución de especies de metales difusores para lograr un excelente rendimiento de TS porque pueden afectar significativamente las propiedades de transición y conducción eléctrica.
Aquí, fabricamos un HfO x dopado con Pt / Ag / Pt se apila como un selector difusivo, en el que Ag y HfO x actúan como un dopante metálico difusor y un material dieléctrico, respectivamente. Examinamos las propiedades eléctricas de los dispositivos a diferentes concentraciones de dopaje para relacionar las condiciones adecuadas para la característica TS. Las características de TS de electroformado necesario (EF necesario) y libre de electroformado (libre de EF) se determinaron mediante la concentración de dopante en los selectores de difusión. Para explicar la diferencia en el proceso de electroformado (EF) y las características de TS posteriores, realizamos análisis estructurales y químicos de los dispositivos selectores de difusión. Nuestro estudio sugiere el efecto de la concentración de dopante en las características de TS del selector difusivo y proporciona una dirección para mejorar su desempeño.
Métodos
La Figura 1a muestra un sistema de co-pulverización catódica con Ag y HfO 2 objetivo. Fabricamos dispositivos colocados en cuatro posiciones sobre el sustrato a 0,5 cm de distancia entre sí. Las posiciones estaban cerca del HfO 2 objetivo en el orden del dispositivo 1, 2, 3 y 4 (D1, D2, D3 y D4) como se muestra en la Fig. 1a. El HfO x dopado con Ag La capa de conmutación de todos los dispositivos se depositó en el Pt / Ti / SiO 2 / Sustrato de Si mediante co-pulverización catódica con una potencia de pulverización catódica de 10 W para Ag y 150 W para HfO 2 , respectivamente. Antes del proceso de deposición, la presión base de la cámara de vacío se evacuó hasta ~ 5 × 10 6 . La capa de cambio se depositó durante 5 min sin rotar el sustrato a temperatura ambiente bajo un flujo de Ar de 20 sccm para mantener el plasma de Ar. La presión del proceso fue de 10 mTorr. A continuación, el electrodo de Pt superior se depositó sobre una capa de conmutación tal como se depositó utilizando una máscara de sombra de 200 µm de diámetro mediante evaporación por haz de electrones. Las figuras 1 byc muestran la imagen en sección transversal y el diseño esquemático del dispositivo fabricado, respectivamente.
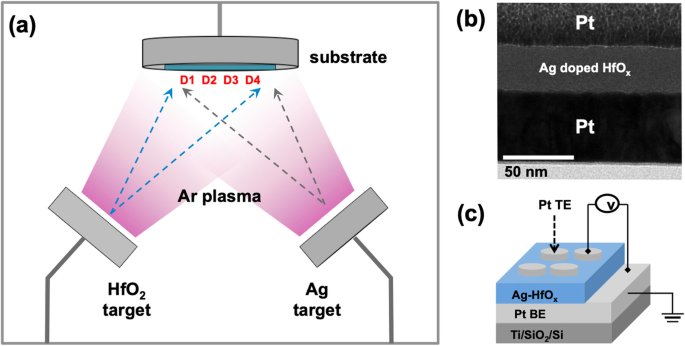
un Diagrama esquemático de un sistema de co-pulverización catódica. b Imagen TEM de sección transversal del dispositivo fabricado. c Diagrama esquemático del dispositivo con el sistema de medición eléctrica
El espesor de la capa de conmutación depositada mediante co-pulverización catódica se midió usando un elipsómetro (FS-1, Film-Sense, EE. UU.). Se realizaron espectrometría de retrodispersión de Rutherford (RBS; 6SDH-2, NEC, EE. UU.) Y espectrometría de fluorescencia de rayos X (XRF; ARL, Thermo Fisher Scientific, EE. UU.) Para analizar la composición atómica del HfO dopado con Ag x capa. Para evaluar las propiedades eléctricas del dispositivo, se utilizó un analizador de parámetros de semiconductores (SPA; HP-4155A, Agilent, EE. UU.) A temperatura ambiente. Todas las mediciones se realizaron aplicando una polarización al electrodo superior mientras el electrodo inferior estaba conectado a tierra como se muestra en la Fig. 1c. La superficie de los dispositivos se analizó utilizando un microscopio electrónico de barrido de emisión de campo (FE-SEM; JSM-6700F, JEOL, Japón) y un microscopio de fuerza atómica (AFM; XE-100, sistema Park, Corea). Las muestras transversales de los dispositivos se prepararon utilizando un proceso de haz de iones enfocado (FIB; Quanta 3D FEG, FEI, Países Bajos) y se observaron utilizando un microscopio electrónico de transmisión de alta resolución (HR-TEM:JEM-2100F, JEOL, Japón ). La composición química se analizó mediante espectroscopia de rayos X de dispersión de energía (EDS).
Resultados y discusión
Fabricamos simultáneamente cuatro HfO x dopado con Ag dispositivos para selectores difusores durante un solo proceso. Durante el proceso de deposición, el sustrato no se rotó para confirmar el efecto de la concentración de dopaje sobre las propiedades eléctricas. La Tabla 1 muestra el espesor, la relación de cationes Ag:Hf y la rugosidad cuadrática media (RMS) de D1, D2, D3 y D4, respectivamente. La composición de Ag en la capa de conmutación se expresó como una relación de cationes usando una cantidad de Ag y Hf obtenida del análisis XRF. Como se muestra, cada dispositivo tiene un espesor y una concentración de Ag diferentes. Con un aumento en la distancia del HfO 2 objetivo, el espesor de la capa de conmutación disminuyó mientras que la composición de Ag en la capa de óxido aumentó. Con el aumento de la concentración de Ag, los valores de rugosidad RMS aumentaron ligeramente (las imágenes de AFM se muestran en el archivo adicional 1:Figura S1).
Corriente continua (CC) –voltaje ( I - V ) Las características medidas de todos los dispositivos se muestran en la Fig. 2a – d. D1 (35,3 nm, 7% Ag) estaba inicialmente en un estado altamente aislante y no se observó cambio de umbral durante las mediciones de CC (Fig. 1a) debido a la concentración insuficiente de Ag para producir un filamento conductor a pesar de la capa de conmutación gruesa. Por el contrario, D2 (27,3 nm, 16% Ag) mostró un umbral de cambio de un estado de alta resistencia (HRS) a un estado de baja resistencia (LRS) siguiendo el proceso de electroformado (EF) en el estado prístino para producir un dispositivo operable. como se muestra en la Fig. 1b. Durante el proceso de EF, la corriente aumentó desde un nivel bajo para alcanzar una corriente de cumplimiento ( I cc ) a la tensión de - 4,3 V. A partir de entonces, D2 mostró continuamente un comportamiento TS a una tensión de funcionamiento más baja que la tensión de formación en ambas polaridades de polarización. De manera similar, D3 (24 nm, 39% Ag) mostró un comportamiento típico de TS bidireccional; sin embargo, el proceso EF no era necesario en el estado prístino de D3. En otras palabras, D3 presenta un comportamiento TS libre de EF. Por el contrario, D4 (18,8 nm, 58% de Ag) estaba inicialmente en un estado altamente conductor, probablemente debido a la percolación de Ag dentro de la fina HfO x capa dada la alta concentración de Ag.
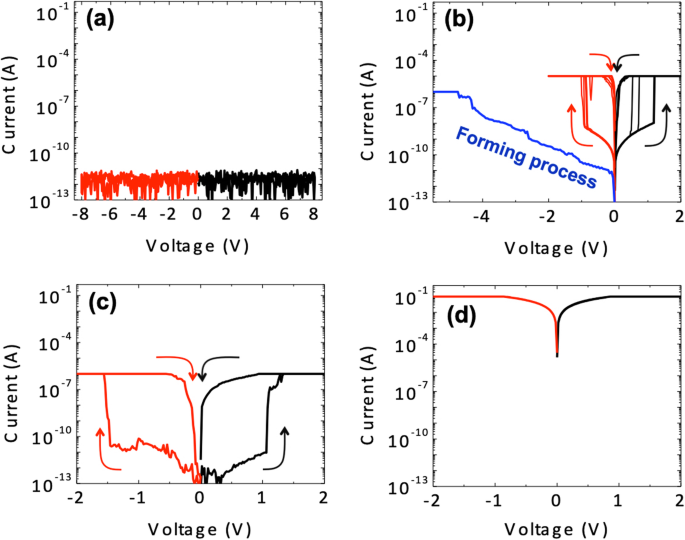
Propiedades eléctricas de los dispositivos fabricados. un I-V curva de D1 (estado altamente aislante). b I-V curva de D2, que muestra el proceso de EF y los comportamientos de TS subsiguientes. c I-V curva de D3, que muestra el comportamiento de TS sin el proceso de EF. d I-V curva de D4 (estado de conducción)
La morfología de la superficie y el tamaño del grano cambiaron con el aumento de la concentración de Ag. Como se señaló anteriormente, con el aumento de la concentración de Ag, los valores de rugosidad RMS aumentaron como se muestra en la Tabla 1. El tamaño de grano también se evaluó mediante un SEM (archivo adicional 1:Figura S2). Se observó un aumento en el tamaño de grano a medida que aumentaba la concentración de Ag. Sin embargo, en el caso de D2 y D3 que muestran características de TS dispares, la diferencia en la rugosidad de la superficie y el tamaño de grano fue bastante pequeña. Sin embargo, hubo una diferencia considerable en sus propiedades eléctricas en términos del proceso EF y las siguientes características TS. Por lo tanto, comparamos además las características TS de D2 y D3 de la siguiente manera.
Las figuras 3 ayb muestran el comportamiento repetible de TS observado en D2 y D3 a través de la medición de CC. A modo de comparación, en las figuras solo se muestran las características de TS en el sesgo negativo. Ambos dispositivos mostraron inicialmente varios niveles de corriente de pA a - 0,1 V por debajo del límite de detección. El comportamiento de TS en D2 fue evidente después del proceso de EF a un voltaje de formación de ~ - 3,5 V, mientras que una corriente de cumplimiento ( I cc ) de 5 μA para que el dispositivo evite una avería grave. Después del proceso de EF, el dispositivo mostró un comportamiento típico de TS como se muestra en la Fig. 3a. Cuando el voltaje aplicado excedió el voltaje umbral ( V th ) de ~ - 1.1 V, la corriente alcanzó repentinamente un I cc de 5 μA; el dispositivo cambió al estado ENCENDIDO desde el estado APAGADO. Sin embargo, el estado del dispositivo ENCENDIDO se recuperó al estado APAGADO cuando el voltaje aplicado disminuyó a menos que el voltaje de retención ( V mantener ). Aunque el dispositivo volvió al estado APAGADO, se observó una corriente APAGADA más alta que la del dispositivo antes de EF.
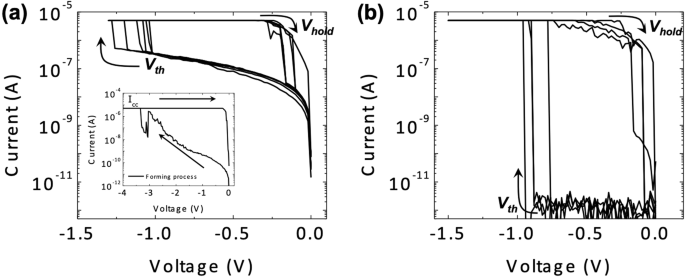
Comparación de las características de TS en D2 y D3. un Comportamiento TS con un aumento de la corriente OFF siguiendo el proceso EF. La figura insertada muestra el proceso EF en un dispositivo depositado. b Comportamiento de TS sin que el proceso EF mantenga una corriente de apagado baja y un NL alto
D3 también mostró características típicas de TS como se muestra en la Fig. 3b. Sin embargo, no se requirió el proceso EF para inducir el comportamiento de TS en el dispositivo en el estado prístino. La corriente alcanzó un I cc de 5 μA en un V th de ~ - 0.8 V, que es el estado ENCENDIDO, y luego regresó espontáneamente al estado APAGADO inicial en un V th menos de ~ - 0,2 V. El siguiente D3 I - V los bucles eran similares al primer I - V bucles. Además, el dispositivo mostró constantemente una baja corriente de apagado a un voltaje de funcionamiento bajo en comparación con el de D2. Además, la densidad de corriente del estado APAGADO en D3 seguía siendo menor que la de D2; la diferencia fue de aproximadamente 10 5 A / cm 2 . En consecuencia, se confirmó que la diferencia en la concentración de Ag en el HfO x La capa determinó la necesidad del proceso EF y, a su vez, las características de TS cambiaron drásticamente.
Para realizar un selector - una memoria resistiva (1S1R), un selector requiere una corriente de APAGADO baja para suprimir la corriente de fuga y una corriente de ENCENDIDO alta correspondiente a la corriente de reinicio de la memoria resistiva [21, 22]. Para cumplir con tal yo - V características no lineales, confirmamos la no linealidad ( NL ) y selectividad ( S ) de nuestros dispositivos y los de selectores de TS reportados previamente para evaluar su desempeño como selectores [14, 18, 21,22,23]. Aquí, definimos NL y S usando las ecuaciones. (1) y (2), respectivamente, de la siguiente manera:
$$ NL =\ frac {I_ {V _ {\ mathrm {th}}}} {I _ {\ frac {1} {2} {V} _ {\ mathrm {th}}}} $$ (1) $$ S =\ frac {I _ {\ mathrm {ACTIVADO}}} {I _ {\ mathrm {DESACTIVADO}}} $$ (2)NL se define como la relación de la corriente en V th y la mitad de V th . En el esquema de medio sesgo en la matriz de barras cruzadas, V th se aplica a la celda de orientación mientras que la mitad de V th se aplica a las celdas vecinas seleccionadas a medias. Por lo tanto, NL es fundamental para evitar el mal funcionamiento de la matriz de barras cruzadas durante las operaciones de programación / lectura. En contraste, S es la relación de la corriente en el estado ON y OFF en V th , que representa el rendimiento del selector basado en TS. Ambas definiciones se utilizan ampliamente para comparar el rendimiento del dispositivo selector. Por lo tanto, grandes NL y S Se requieren valores para que la operación 1S1R suprima eficazmente la corriente de trayectoria de fuga.
Varios parámetros de conmutación, incluido NL y S en nuestros dispositivos y los selectores TS en la literatura se muestran en la Tabla 2. En el caso de D2, un aumento en la corriente OFF provoca una disminución significativa en NL y S . Por el contrario, la corriente D3 OFF es lo suficientemente baja como para que un valor superior a 10 6 NL y S fueron adquiridos. Sin embargo, D2 y D3 solo pueden mostrar una característica TS con un I bajo cc (<10 μA) porque TS pasó a la conmutación de memoria en un I más alto cc . Es bien sabido que la mayoría de los dispositivos selectores de TS que utilizan filamento Ag están sujetos a una transición de conmutación de memoria no volátil en un I cc mayor que 10-100 μA [23,24,25,26]. Cuando yo cc es superior a 10-100 μA, se forma un filamento metálico robusto y estable que es difícil de romper espontáneamente en comparación con el filamento delgado e inestable formado en un I inferior cc [26, 27]. Por lo tanto, varios métodos, como una estructura multicapa (Ag / TaO x / TaO y / TaO x / Ag) y nanopuntos de Ag con plantilla en el dieléctrico, se han sugerido para obtener características de TS confiables a un I más alto cc [21, 22].
Para observar el tamaño y la distribución de los átomos de Ag dentro del HfO x Se realizaron análisis elementales de capa, HR-TEM y EDS en D2 y D3. La Figura 4 ayb (cyd) muestra imágenes HR-TEM en sección transversal de D2 (D3). Según las imágenes HR-TEM, es probable que el tamaño atómico de Ag se disperse uniformemente en el HfO x matriz. No se observaron partículas de Ag distinguibles o grupos de Ag de unos pocos nanómetros de tamaño en ambos dispositivos. Además, el HfO x La fase amorfa se confirmó mediante una imagen de transformada rápida de Fourier (FFT) como se muestra en los recuadros de la Fig. 4 by d. Sin embargo, la señal de Ag en los perfiles de línea indica la presencia de Ag en el HfO x capa. Por tanto, se concluye que Ag en HfO x se distribuiría en escala atómica. Se debe investigar la región de conmutación que incluye el nanofilamento de Ag; sin embargo, las características de TS son volátiles, por lo que en el futuro se debe intentar la observación de TEM in situ.
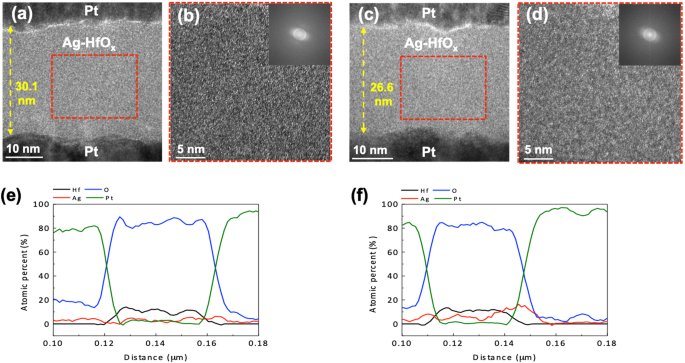
Análisis microestructural y composicional. un Imagen de sección transversal TEM de D2. b Imagen TEM ampliada de D2. El recuadro es la imagen FFT correspondiente. c Imagen de sección transversal TEM de D3. d Imagen TEM ampliada de D3. El recuadro es la imagen FFT correspondiente. Perfiles de línea elemental EDS de e D2 y f D3
Proponemos el siguiente mecanismo para los comportamientos de TS en nuestros dispositivos, como se muestra en la Fig. 5 ay b. El HfO x dopado con Ag tal como se fabrica Las capas de conmutación tienen átomos de Ag distribuidos uniformemente en el HfO x . Sin embargo, se espera que haya una distancia relativamente larga entre los átomos de Ag debido a la baja concentración de Ag en D2. La Figura 5a muestra el proceso EF a partir del D2 fabricado. Cuando se aplica un campo eléctrico al dispositivo en un estado prístino, los átomos de Ag en el HfO x se puede oxidar en Ag + iones y migran a lo largo de la dirección del campo. El Ag + oxidado Los iones se reducen a átomos de Ag nuevamente en el otro electrodo de Pt, donde un filamento conductor de Ag puede crecer continuamente. Una vez que el filamento está conectado entre los dos electrodos, el dispositivo cambia a un estado ENCENDIDO desde un estado APAGADO. Durante el proceso de EF en D2, se podrían formar grupos de Ag más grandes debido al alto campo eléctrico. Se encontró que un campo eléctrico tan grande es suficiente para formar nanopartículas de Ag de varios nanómetros de diámetro a partir de la observación de TEM in situ en la literatura [14, 15]. Después de que se elimina el campo eléctrico aplicado, Ag en escala atómica se difunde en el HfO x matriz, que indica que el dispositivo vuelve al estado APAGADO. Sin embargo, los grupos de Ag más grandes, que no pueden difundirse lo suficiente, permanecen en la ruta conductora. Por lo tanto, estos grupos de Ag residuales conducen a una mayor corriente de APAGADO en el siguiente estado de APAGADO. Por el contrario, en el caso del D3 fabricado como se muestra en la Fig. 5b, el filamento de Ag se forma sin formación de racimo de Ag porque el D3 funciona bajo un campo eléctrico bajo, lo que significa que el dispositivo puede mantener una corriente de apagado baja. Asimismo, cuando se elimina el campo eléctrico aplicado, el dispositivo vuelve al estado APAGADO debido a la ruptura espontánea del filamento de Ag que puede explicarse por el efecto Thomson-Gibbs de minimizar la energía interfacial entre un filamento y la matriz [15, 18 , 28]. En consecuencia, las características de TS bidireccionales se pueden lograr a través de una dinámica de difusión de iones / átomos de Ag repetible.
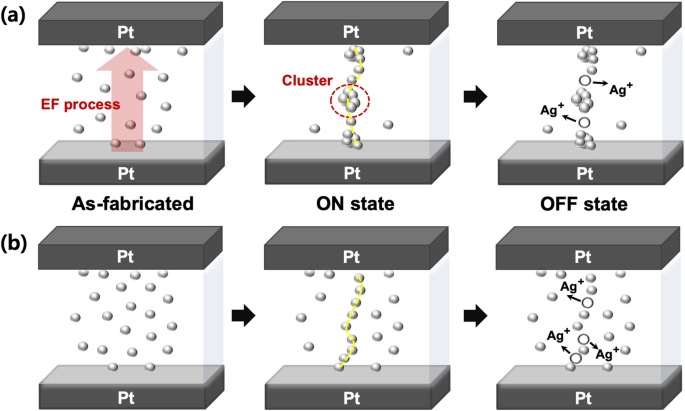
Mecanismo sugerido de TS en un dispositivo HfOx dopado con Ag. La primera formación / ruptura de filamentos de Ag para el comportamiento del TS en a EF-necesario (D2) y b Dispositivos sin EF (D3)
Para explicar la diferencia durante el proceso de EF, proponemos las siguientes ecuaciones. (3) y (4):
$$ D ={D} _0 \ mathit {\ exp} \ left (- \ frac {E _ {\ mathrm {mo}}} {kT} \ right) $$ (3)donde D es la difusividad, D 0 es el factor preexponencial, E mes es la barrera de migración con sesgo cero, k es la constante de Boltzmann, y T es la temperatura absoluta local. Para formar el filamento de Ag dentro del HfO x capa, los iones Ag deben superar una barrera de migración para moverse hacia el electrodo polarizado negativamente. Cuando se aplica el sesgo externo, el campo eléctrico puede reducir la barrera de migración, E m , lo que lleva a migraciones de iones a lo largo de la dirección del campo de la siguiente manera:
$$ {E} _ {\ mathrm {m}} ={E} _ {\ mathrm {m} \ mathrm {o}} - \ frac {e \ bullet {V} _ {\ mathrm {sesgo}}} { Z _ {\ mathrm {caja}}} \ bullet \ Delta z $$ (4)con una carga de electrones e , voltaje de polarización V sesgo , HfO x espesor de capa Z cuadro y la distancia de salto de Ag en la z dirección ∆z . De hecho, los iones Ag pueden saltar en todas las direcciones con un sesgo cero. Sin embargo, consideramos el salto a lo largo de la z dirección en el proceso EF porque el dispositivo se puede poner en estado ENCENDIDO bajo el campo eléctrico alto donde los iones Ag saltan predominantemente a lo largo de la dirección del campo eléctrico. Para estimar la E m , calculamos la distancia de salto de Ag ( ∆z ) como 0,67 nm en D2 y 0,45 nm en D3 de nuestros resultados experimentales de concentración de Ag y espesor de película. La barrera migratoria con sesgo cero, E mes =3,02 eV, se utilizó a partir de la bibliografía [29]. En la primera formación del filamento Ag, se requirieron ~ 1.6 MV / cm de campo eléctrico en D2 y bajó la barrera de migración en 0.11 eV. Por el contrario, se requirieron ~ 0,4 MV / cm de campo eléctrico para la primera conmutación en D3 y se redujo la barrera de migración en 0,04 eV. Por tanto, la difusión de Ag es suficiente para formar el filamento de Ag en D3 a pesar de la menor reducción de la barrera debido a la corta distancia de salto y la alta concentración de Ag en comparación con las de D2. Sin embargo, debido a la distancia de salto relativamente larga en D2, se necesitaba una mayor reducción de la barrera para una difusión suficiente para formar el filamento de Ag. Una vez que se forma el filamento, debe romperse espontáneamente cesando el voltaje; sin embargo, el filamento de Ag no pudo difundirse completamente en su distribución inicial y, por lo tanto, la distancia de salto ∆z disminuye con respecto a la del D2 fabricado. Por lo tanto, este resultado condujo a un campo eléctrico reducido (~ 0,4 MV / cm) en la conmutación de umbral posterior. Cabe señalar que el espesor de la película afecta considerablemente la I - V características del dispositivo. Por lo tanto, confirmamos el proceso EF en los dispositivos con un grosor similar pero con una concentración de Ag diferente. Asimismo, los dispositivos exhibieron una transición de las características EF necesarias a las libres de EF a medida que aumentaba la concentración de Ag. Por lo tanto, se demostró que la concentración de Ag afecta esencialmente al proceso de EF controlando el campo eléctrico interno efectivo. Es decir, modular la concentración de Ag y, por lo tanto, la distancia de salto en el HfO x Se requiere una capa para características TS sin EF con NL más grandes y S valores.
Conclusiones
Dispositivos selectores de difusión basados en HfO x dopado con Ag Se fabricaron películas delgadas y se evaluaron sus características TS. Para comprender el efecto de la concentración de Ag en las propiedades eléctricas, se evaluaron dispositivos con diferentes concentraciones de Ag. El comportamiento de TS en los dispositivos puede describirse mediante la formación / auto-ruptura de filamento de Ag a partir de átomos de Ag dispersos atómicamente en el HfO x . Se confirmó que la concentración de Ag podría afectar el proceso EF para formar tal filamento metálico. El dispositivo con una concentración baja de Ag requería un proceso de EF precedente para el comportamiento de TS, mientras que el comportamiento de TS sin EF se probó en el dispositivo con una concentración de Ag más alta. Además, el dispositivo sin EF mostró un mejor rendimiento TS que el dispositivo EF necesario en términos de no linealidad y corriente OFF. Por lo tanto, se requiere un control adecuado de la concentración y distribución del dopante para obtener un dispositivo selector de difusión libre de EF para evitar la degradación del rendimiento resultante del proceso de EF.
Disponibilidad de datos y materiales
Todos los datos están completamente disponibles sin restricciones.
Abreviaturas
- CBA:
-
Matriz de barra transversal
- EF:
-
Electroformado
- HRS:
-
Estado de alta resistencia
- LRS:
-
Estado de baja resistencia
- NL :
-
No linealidad
- S :
-
Selectividad
- TS:
-
Cambio de umbral
Nanomateriales
- Fabricación de películas delgadas de SrGe2 en sustratos Ge (100), (110) y (111)
- Estudio de la fuerza de adhesión y la transición vítrea de películas delgadas de poliestireno mediante microscopía de fuerza atómica
- Efecto de campo ferroeléctrico Inducido por efecto de conmutación asimétrica resistiva en BaTiO3 / Nb:Heterouniones epitaxiales SrTiO3
- Análisis de impedancia de películas delgadas de perovskitas orgánico-inorgánicas CH3NH3PbI3 con control de microestructura
- Nanopartículas de oro de forma redonda:efecto del tamaño de partícula y la concentración sobre el crecimiento de la raíz de Arabidopsis thaliana
- Efecto de diferentes morfologías de CH3NH3PbI3 en las propiedades fotovoltaicas de las células solares de perovskita
- Funciones duales del dispositivo V / SiOx / AlOy / p ++ Si como selector y memoria
- Efecto de las heteroestructuras bicapa CeO2 − x / ZnO y ZnO / CeO2 − x y la polaridad de electroformado en las propiedades de conmutación de la memoria no volátil
- Efecto del recocido térmico posterior en las propiedades ópticas de las películas de puntos cuánticos de InP / ZnS
- Películas delgadas de óxido de vanadio amorfo como cátodos de rendimiento estable de baterías de iones de litio y sodio
- Rendimiento termoeléctrico mejorado de películas delgadas BiCuSeO dopadas con ba epitaxial orientadas al eje c