


Cubiertos
Antecedentes
Para comer o servir con utensilios de plata, metales plateados o acero inoxidable es relativamente reciente. La plata necesitaba ser descubierta en cantidades suficientes, los procesos de fundición necesarios para fabricarla a mano necesitaban ser refinados, y en el norte de Europa pasaron varios siglos antes de que los modales latinos más civilizados en la mesa reemplazaran a los anglosajones más crudos.
Enrique VIII, el más famoso de los Tudor de Inglaterra, usó sus manos para arrancar grandes trozos de carne de un asado completo que tenía ante él, arrojar la carne sobre su tabla de zanjadora, cortar trozos más pequeños y meterlos en la boca. Tales modales en la mesa fueron aceptables hasta la publicación de libros sobre modales de Castiglione (1478-1529) y Peacham (1576-1643). Alrededor de ese tiempo, los servicios de mesa de plata fina y los utensilios para comer se introdujeron en la vida de la corte inglesa. Los salones de banquetes empezaron a utilizar fuentes y platos de plata maciza, vasos para beber montados en plata, cuchillos con mango de plata y una variedad de cucharas. Sin embargo, las manos desnudas sin ayuda siguieron siendo la norma para las "clases inferiores" en Inglaterra durante un siglo más o menos.
La cuchara fue uno de los primeros inventos del hombre, posiblemente tan antiguo como la costumbre de beber líquidos calientes. En el norte de Europa, las primeras cucharas se tallaron en madera. Los especímenes posteriores se fabricaron con cuernos de ganado, colmillos de marfil, bronce y, finalmente, plata y oro.
La primera mención de cucharas hechas de metales preciosos se encuentra en el Libro del Éxodo, cuando se le ordena a Moisés que prepare platos y cucharas de oro puro para el Tabernáculo. Moisés le pidió a Bezalel (el primer fabricante de cucharas conocido por su nombre en la historia) que trabajara en oro, plata y bronce. Dado que Bezalel había salido de Egipto con Moisés, debe haber aprendido su oficio allí.
Muchas cucharas egipcias se fundieron en forma de platos con asa con tapa y pico, un diseño elaborado pero no muy práctico. Las cucharas griegas y romanas, por otro lado, se parecían mucho más a las cucharas que estamos acostumbrados a ver en los tiempos modernos. Pan, el patrón de pastores y cazadores, fue honrado con cucharas en forma de pie de cabra. La cuchara romana con diseño de violín, originaria del siglo I o II d.C., se parece al tipo moderno que conocemos hoy, excepto por su cabeza cuadrada, más que por la apariencia arqueada con la que estamos familiarizados.
Las primeras cucharas inglesas, hechas de cuerno o madera, fueron probablemente imitaciones de las que trajeron las tropas romanas en Gran Bretaña. Los anglos y sajones introdujeron una cuchara con un cuenco pequeño en forma de pera. En el siglo XIV, las fundiciones de bronce, latón, peltre y hojalata eran bastante comunes.
El cuchillo, utilizado por cazadores y soldados para cortar y pinchar la carne, estaba hecho primero de pedernal y luego de metal. Su característica principal era un borde afilado. Las huellas del cuchillo primitivo, como la forma curvada en la parte superior, o el biselado del metal para lograr un filo, todavía están presentes en algunos de nuestros estilos en la actualidad. Los mangos al principio solo eran lo suficientemente largos como para permitir un agarre firme para tallar.
En la década de 1630, el duque de Richelieu, primer ministro de Luis XIII de Francia, ordenó al personal de la cocina que limase las puntas afiladas de todos los cuchillos de la casa y los llevara a la mesa real, introduciendo así el cuchillo como un utensilio para comer todos los días para la aristocracia.
Los tenedores se introdujeron en la mesa alrededor de la época de las Cruzadas, a principios del siglo XII, cuando el dux de Venecia Domenice Silvie y su dux colocaron un tenedor al lado de cada plato en uno de sus banquetes. Los tenedores tardaron alrededor de tres siglos en ganar aceptación, probablemente porque la costumbre de llevarse la comida a la boca con ambas manos, cinco dedos o, para los pocos refinados, tres dedos, era más conveniente que usar un dispositivo nuevo.
La mayoría de los invitados a la cena primero llevaron sus propios cuchillos. Después de la introducción de los tenedores, continuó la costumbre de que los invitados proporcionen sus propios utensilios para comer, y se prestó atención a minimizar el espacio que ocupaban el cuchillo y el tenedor cuando no se usaban, sirviendo a veces el tenedor como mango de la cuchara.
La producción de vajillas a gran escala en Inglaterra después de 1650 jugó un papel importante en la mejora de la etiqueta en la mesa. Con el tiempo, las leyes estrictas que exigían altos estándares mejoraron enormemente la calidad de los cubiertos. Los plateros debían estampar su nombre, el lugar y la fecha de sus productos manufacturados en sus piezas. La palabra "esterlina" pasó a significar "de calidad insuperable". A partir de 1670, los hogares ingleses de las clases altas tenían cucharas de plata de forma natural, y ya habían comenzado la costumbre de traspasarlas a sus herederos. Los plateros estadounidenses copiaron ampliamente estas cucharas. De hecho, los primeros artículos de plata de los artesanos coloniales fueron las cucharas. Los cuchillos de mesa con hojas de acero también comenzaron a aparecer en esta época. Sin embargo, los tenedores de plata y los sofisticados recipientes para servir eran raros hasta finales del siglo XVIII.
Antes del siglo XVII, la plata se podía fundir y verter en moldes con forma para moldearla en una variedad de objetos, pero más a menudo se golpeaba a mano con mazos sobre un yunque, o se coaccionaba en láminas planas del grosor requerido por una versión del La ropa pasada de moda se estropea con plancha en lugar de con rodillos de madera. El martilleo de la hoja hizo que se volviera quebradiza después de un cierto período de tiempo y, por lo tanto, no era apta para seguir trabajando. En ese momento, se recoció o se colocó a una temperatura de aproximadamente 1,000 grados Fahrenheit (540 grados Celsius), luego se sumergió en agua fría, después de lo cual se pudo reanudar el martilleo.
 Trabajadores sentados a horcajadas sobre sus muelas en esta foto de Rockford (III.) Cutlery Co., tomada alrededor de 1900.
Trabajadores sentados a horcajadas sobre sus muelas en esta foto de Rockford (III.) Cutlery Co., tomada alrededor de 1900.
F Utilizado por primera vez a mediados del siglo XIX, el término "vajilla de plata", que se refiere a la vajilla de plata esterlina o bañada en plata, se ha convertido en sinónimo de cubertería. Aún así, la cubertería se ha hecho de hierro durante siglos. En Gran Bretaña, el área de Sheffield ha sido ampliamente conocida por producir cubiertos de alta calidad desde el siglo XIII. Con la introducción del plateado a fines del siglo XVIII, el área también se identificó con los artículos plateados, por lo tanto, el "plato de Sheffield".
No es sorprendente que los estadounidenses que intentaron competir con los cubiertos de Sheffield en el siglo XIX superaron la oposición al reducir el costo de sus cubiertos mediante el uso de maquinaria motorizada y la simplificación del proceso de producción. En 1871, la Russell Manufacturing Company de Turner's Fall, Massachusetts, había reducido la secuencia a dieciséis pasos, cada uno de los cuales podía ser realizado por diferentes personas. La empresa consumía anualmente 700 toneladas de acero, 200 toneladas de muelas y 22 toneladas de esmeril; y para mangos, 18 toneladas de marfil, 56 toneladas de ébano, 29 toneladas de palo de rosa y 150 toneladas de madera de cacao. A pesar del crecimiento, una cosa que no mejoró para los trabajadores en Estados Unidos fue la higiene industrial. Los molinillos, especialmente, fueron sometidos a grandes dosis de polvo metálico y comúnmente sucumbían a la "enfermedad de los molinillos" o silicosis.
La innovación de producto más famosa asociada con el comercio de cubiertos estadounidense fue el cuchillo Bowie. Con su distintiva hoja larga y pesada, era útil tanto para la caza como para la lucha. James Bowie, famoso hombre de la frontera, diseñó y popularizó este gran cuchillo de vaina. Se hizo tan popular y tan comúnmente asociado con delitos violentos durante la década de 1830 que varios estados aprobaron leyes que restringían su uso.
William S. Pretzer
Posteriormente, los plateros (o "aduladores") utilizaron técnicas más sofisticadas, como ruedas hidráulicas o ruedas de caballos, para pasar el metal a través de los rodillos muchas veces hasta alcanzar el espesor deseado. Estas técnicas fueron reemplazadas por la máquina de vapor en el siglo XVIII.
Se usaron martillos especiales, sin caras pequeñas y con esquinas afiladas que pudieran cortar el metal, para levantar las láminas planas de metal en formas huecas, como ollas o cuencos de cucharas. Los mangos para cucharas, tenedores o cuchillos se moldearon mediante fundición. El método más común era incrustar un patrón (de bronce, madera o yeso) en un marco de dos partes relleno con una mezcla de marga adhesiva, hornearlo duro, abrir el marco y quitar el patrón, luego llenar la cavidad con plata fundida, finalmente rompiendo el molde para retirar la pieza fundida. Las piezas formadas de esta manera mostraban superficies arenosas que requerían alisarse con lima y piedra pómez.
El enchapado de Sheffield fue la primera técnica de plateado que se utilizó. Consistía en unir una fina capa de esterlina a uno o ambos lados de un ladrillo de cobre enrollarlo en hojas planas y luego trabajarlo de manera similar a la plata. Esta técnica fue reemplazada en 1842, cuando se introdujo la galvanoplastia (o plata esterlina depositada por electrólisis sobre un metal base).
Materias primas
La materia prima de los cubiertos es acero inoxidable, plata esterlina o, en el caso de la placa de plata, un metal base (como una aleación de cobre de alta calidad) sobre el cual se deposita eléctricamente una capa de plata.
El acero inoxidable es una combinación de acero, cromo y níquel. El mejor grado de metal utilizado en la producción de líneas de calidad es el acero inoxidable 18/8. Esto significa que contiene 18 por ciento de cromo, 8 por ciento de níquel. El acero inoxidable es muy popular debido a su fácil cuidado, durabilidad y bajo precio.
La mayor parte de la plata se obtiene como subproducto de la extracción de plomo, cobre y zinc. La plata se separa del lingote de plomo fundido mediante el proceso de Parkes, en el que se agrega zinc al lingote fundido que se ha calentado por encima del punto de fusión del zinc. Cuando el zinc se ha disuelto, la mezcla se enfría y se forma una costra de aleación de zinc-plata en la superficie, porque la plata se combina más fácilmente con el zinc que con el plomo. La corteza se retira, se prensa para eliminar el exceso de plomo y luego se procesa en una retorta para recuperar el zinc para su reutilización, dejando un lingote de plata y plomo con un alto contenido de plata. El refinado adicional del lingote se lleva a cabo en un horno de copelación, donde se sopla aire a través de la superficie del metal fundido para oxidar el plomo y otras impurezas a una escoria, dejando la plata, que se vierte en bloques de ánodo. La purificación final de la plata se realiza mediante un proceso electrolítico. La plata esterlina consta de plata pura 925 y 75 partes de una aleación (generalmente cobre). Esta proporción está fijada por ley y, por lo tanto, nunca varía. La aleación de cobre agrega durabilidad sin sacrificar la belleza natural y la trabajabilidad de la plata.
El plateado es el resultado de un proceso que une la plata pura (la plata es más pura que la esterlina) a un metal base fuerte. La vajilla resultante es duradera, tiene el aspecto y el tacto de la plata, pero es mucho menos costosa que la libra esterlina.
El
proceso de fabricación
En blanco
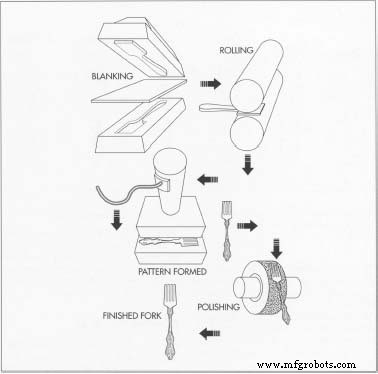
- 1 La producción comienza con espacios en blanco rectangulares y planos de acero inoxidable, plata esterlina o, en el caso de los cubiertos chapados, una aleación. Los rollos grandes están estampados en espacios en blanco individuales, que son piezas planas aproximadamente de la misma forma que la pieza que se va a producir.
Rodando
- 2 A través de una serie de operaciones de laminado, estos espacios en blanco se clasifican o enrollan con el grosor y las formas correctos requeridos por los patrones de los cubiertos del fabricante. Primero, los espacios en blanco se enrollan transversalmente de izquierda a derecha, de derecha a izquierda y a lo largo, luego se recortan para delinear. Cada cuchara, por ejemplo, debe ser gruesa en la base del mango para resistir la flexión. Esto le da a las piezas graduadas el equilibrio adecuado y una buena sensación en la mano. Cada pieza tiene ahora la forma de un acabado limpio en la dimensión aproximada del utensilio.
Recocido
- 3 Entre operaciones, los espacios en blanco deben pasar por hornos de recocido para ablandar el metal para operaciones posteriores de la máquina. El recocido, realizado a gran temperatura, debe controlarse con mucha precisión para que la pieza final sea resistente a doblarse y a mellas y abolladuras cuando esté en uso. El último recocido es el más
 El primer paso en la fabricación de cubiertos consiste en cortar el acero inoxidable o la plata esterlina para darle la forma adecuada. Luego, una serie de operaciones de laminado le da a la pieza el espesor correcto. Después del tratamiento térmico y el recorte, la pieza tiene un patrón estampado en una operación de estampado. Finalmente, se pule y pule la pieza. importante, porque las piezas deben tener el grado justo de dureza cuando se realzan en relieve. Luego, el metal se puede forzar fácilmente en todos los pequeños detalles de los troqueles y la ornamentación se reproducirá fielmente.
El primer paso en la fabricación de cubiertos consiste en cortar el acero inoxidable o la plata esterlina para darle la forma adecuada. Luego, una serie de operaciones de laminado le da a la pieza el espesor correcto. Después del tratamiento térmico y el recorte, la pieza tiene un patrón estampado en una operación de estampado. Finalmente, se pule y pule la pieza. importante, porque las piezas deben tener el grado justo de dureza cuando se realzan en relieve. Luego, el metal se puede forzar fácilmente en todos los pequeños detalles de los troqueles y la ornamentación se reproducirá fielmente.
Cortar para delinear
- 4 Los espacios en blanco enrollados se colocan en la prensa de corte por un operador, para eliminar el exceso de metal y dar forma a la pieza. Este proceso es similar a cortar formas de masa enrollada. La forma de la pieza se corta del metal y el exceso de metal se vuelve a fundir y se transforma nuevamente en láminas de metal para ser utilizadas nuevamente. Este recorte debe garantizar un ajuste preciso de las piezas en los troqueles cuando se aplica el diseño.
Formando el patrón
- 5 El siguiente paso es la formación del patrón. Cada patrón tiene sus propios troqueles de acero endurecido:dos troqueles para cada pieza, uno con el patrón para el frente de la pieza y el otro con el patrón para la parte posterior de la pieza. Estos se colocan cuidadosamente en los martillos mediante troqueladores. El operador coloca rápidamente una pieza debajo del martillo de caída, que desciende con una presión hidráulica de 200 toneladas. (Las bases de los martillos de caída están recubiertas con 160 yardas cúbicas de cemento). El metal se aprieta en cada pequeño detalle de la ornamentación en el troquel, grabando el patrón en la pieza. El golpe del martillo endurece la pieza para su uso en el hogar. El metal sobrante alrededor del contorno de la pieza se elimina mediante prensas de recorte.
Pasos especiales - cuchillo, cuchara y tenedor
- 6 Se necesitan pasos especiales para la creación de cuchillos, cucharas, tenedores y piezas huecas. Para hacer el mango hueco del cuchillo, después de dar forma a dos tiras de metal, se sueldan, se pulen y se pulen hasta que la costura ya no sea visible. La hoja y el mango son
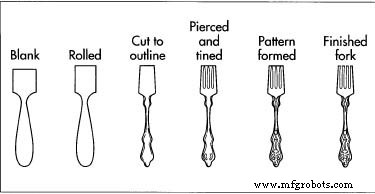 Esta ilustración muestra cómo se ve una bifurcación después de cada operación. Aunque las púas se perforan antes de aplicar el patrón, la tira de metal que conecta las púas entre sí no se quita hasta después de que se grabe el patrón. unido permanentemente mediante un potente cemento, que se adhiere con gran resistencia y durabilidad.
Esta ilustración muestra cómo se ve una bifurcación después de cada operación. Aunque las púas se perforan antes de aplicar el patrón, la tira de metal que conecta las púas entre sí no se quita hasta después de que se grabe el patrón. unido permanentemente mediante un potente cemento, que se adhiere con gran resistencia y durabilidad. - 7 Con la cuchara, después de que se haya grabado el patrón en la parte delantera y trasera del mango, el siguiente paso es la formación del cuenco. La formación se realiza de nuevo bajo los mismos potentes martillos de caída de precisos troqueles de acero. Cada cuenco requiere dos golpes de martillo. El metal sobrante alrededor del contorno de la cuchara se elimina mediante prensas de recorte. Aún queda una pequeña rebaba por eliminar en una operación posterior.
- 8 La formación de las púas del tenedor es un proceso similar al de la formación del cuenco de la cuchara, pero la operación se lleva a cabo antes de aplicar el patrón al mango. Una vez que se corta un tenedor para dar forma al contorno, se perfora y se pican:las púas se desmontan y la pequeña pieza de metal que mantiene unida la punta de las púas se retira en otra operación después de que se haya aplicado el patrón.
Baño de plata
- 9 Para las piezas plateadas, el proceso de galvanoplastia es un paso adicional. Las piezas se preparan primero puliéndolas para que los bordes queden lisos y las superficies libres de pequeños agujeros. Cuando se completa el pulido, las piezas se limpian a fondo con hasta 12 soluciones químicas diferentes. Finalmente, se someten a electrólisis, en la que se deposita eléctricamente una capa de plata sobre el metal base.
Pulido y lijado
- 10 Los cuchillos, tenedores y cucharas ahora cuestan 1 0J pulido, luego pulido. Dependiendo del patrón, los procesos de acabado especiales pueden dar a las piezas plateadas y de plata esterlina un acabado brillante, similar a un espejo, un brillo suave y satinado o un acabado cepillado o florentino.
Control de calidad
La inspección final verifica que las piezas no tengan rozaduras, rayones, puntos ásperos entre los dientes de un tenedor, decoloración o cualquier otro defecto que pudiera haber ocurrido cuando las piezas fueron estampadas, moldeadas y pulidas.
El futuro
El acero inoxidable es la vajilla preferida por los clientes de hoy y representa el futuro para los fabricantes de cubiertos. Según un alto ejecutivo de Oneida, el último gran fabricante nacional de cubiertos y artículos plateados en los Estados Unidos, la compra de artículos de plata esterlina y plateada ha estado disminuyendo durante los últimos veinte años, mientras que la demanda de acero inoxidable continúa creciendo.
Proceso de manufactura