


Cartón ondulado
Antecedentes
La mayoría de los artículos en su supermercado, tienda de descuento o centro comercial favorito se entregan de manera segura en cajas de cartón corrugado, y muchos se exhiben en las mismas cajas, que fueron fabricadas para poder abrirlas y usarlas para este propósito. Otros artículos pueden llegar en sus propias cajas de cartón corrugado o no corrugado. Debido a que el cartón corrugado es un material de empaque tan versátil, cada año se utilizan millones de toneladas para proteger y exhibir productos. Durante 1992, se produjeron más de 25 millones de toneladas de cartón ondulado en los Estados Unidos. También se produjeron otros 6 millones de toneladas de cartón para cajas sin ondular o cartón para su uso en cajas de cartón plegables.
El cartón corrugado es un material rígido, resistente y liviano compuesto por tres capas de papel kraft marrón. En 1884, el químico sueco Carl F. Dahl, desarrolló un proceso para convertir las astillas de madera en un papel fuerte que resiste rasgaduras, roturas y roturas. Lo llamó proceso kraft porque produce un papel fuerte que resiste rasgaduras, roturas y roturas.
Desde la fábrica de papel, los rollos de papel kraft se transportan a una planta de ondulación o conversión. En la planta, las capas de papel kraft se rizan y pegan para formar cartón corrugado, que luego se corta, imprime, dobla y pega para hacer cajas. Al comienzo de este proceso, los rollos de papel kraft de la fábrica de papel se cargan en una enorme máquina llamada corrugadora. Una onduladora típica es tan larga como un campo de fútbol:300 pies (91,44 metros). Algunos rollos de papel kraft se utilizan como medio de ondulación y otros se utilizan como revestimientos, las capas de papel kraft pegadas a cada lado del medio. Una vez que la onduladora ha calentado, pegado y presionado el papel kraft para formar cartón corrugado, la hoja continua de cartón se corta en espacios en blanco de cajas anchas que luego van a otras máquinas para imprimir, cortar y pegar. Finalmente, los lotes de cajas terminadas se unen para enviarlos al procesador de alimentos, al fabricante de juguetes, automóvil . distribuidor de repuestos, o cualquiera de los miles de negocios que dependen de los empaques de cartón corrugado.
Materias primas
Los pinos de rápido crecimiento proporcionan la materia prima principal que se utiliza para fabricar cartón ondulado. Las empresas de envasado más grandes poseen miles de acres de tierra donde los árboles se maduran, se cosechan y se reemplazan con plántulas. Una vez que se talan los árboles, se les quita las ramas; sólo los baúles se enviarán por camión a una planta de celulosa. Las mayores empresas de embalaje también son propietarias de las fábricas donde los árboles se convierten en papel kraft. En la fábrica, los troncos de los árboles cosechados se someten al proceso kraft, también conocido como proceso de sulfato debido a los productos químicos que se utilizan para descomponer las virutas de madera en pulpa fibrosa. Después de la fabricación de pasta y otros procesos, las fibras se envían directamente a la máquina de papel donde se forman, prensan, secan y enrollan en rollos anchos y pesados de papel kraft que se envían a las plantas de ondulado para convertirlos en cartón.
En la planta de ondulado, solo se necesitan algunas otras materias primas para hacer una caja terminada. El pegamento de almidón de maíz se utiliza para unir el medio corrugado a las láminas de revestimiento. Debido a que se usa tanto pegamento, los vagones o camiones cisterna grandes lo entregan como un polvo seco que se almacenará en enormes silos en la planta de ondulado hasta que se necesite. Extraído del silo, el almidón de maíz seco se mezcla con agua y otros productos químicos y se bombea al corrugador para esparcirlo sobre el medio corrugado a medida que se agregan las capas de revestimiento. Otras materias primas se utilizan para terminar el cartón ondulado después de la producción. Se pueden aplicar ceras hechas de parafina o aceites vegetales para hacer un recipiente resistente al agua o la grasa para productos alimenticios. También se aplican tintas de colores brillantes para crear diseños gráficos llamativos para pantallas autoportantes con el nombre del producto, la información y el nombre y el logotipo de la empresa. Los equipos de vendedores y diseñadores trabajan juntos para crear los patrones de fabricación e impresión, llamados troqueles, que se utilizan para cortar e imprimir un diseño de caja específico. Los troqueles se crean en un taller de patrones y se transfieren al equipo de troquelado rotativo y a las impresoras que terminan los espacios en blanco de la caja.
Diseño
El papel kraft se fabrica desde 1906. Desde entonces, las operaciones de procesamiento de pulpa, fabricación de papel y ondulado se han desarrollado hasta alcanzar un alto nivel de eficiencia y productividad. En la actualidad, en la industria del cartón ondulado, los diseñadores están creando envases innovadores que requieren impresión a cuatro colores y troquelado complejo. Estos contenedores innovadores están diseñados con software sofisticado, como programas de diseño asistido por computadora (CAD), lo que permite al diseñador de empaques realizar una lluvia de ideas sobre diferentes diseños de paquetes antes de que comience la fabricación. Un diseñador que utiliza un programa CAD puede llamar y modificar diferentes diseños que se han almacenado en una biblioteca de diseño de computadora. Por lo tanto, los paquetes existentes pueden generar nuevos diseños. Muchas tiendas minoristas usan contenedores livianos, fuertes y coloridos directamente, como exhibidores en el punto de compra.
El
proceso de fabricación
Desmenuzar las virutas de pino
- 1 La fabricación de una caja de cartón corrugado comienza con la pulpa de virutas de madera en el proceso kraft (sulfato). Primero, se quitan la corteza de los troncos de los árboles y se cortan en pequeñas astillas. Luego, estos chips se colocan en un tanque grande de alta presión llamado digestor por lotes, donde se cocinan en una solución o licor, hecha de hidróxido de sodio (NaOH) y varios otros compuestos iónicos como sulfatos, sulfuros y sulfitos. . Estos productos químicos fuertemente alcalinos disuelven la lignina la sustancia similar al pegamento que mantiene unidas las fibras de madera individuales en el tronco de un árbol.
- 2 Cuando se libera la presión después de varias horas, las astillas de madera explotan como palomitas de maíz en masas esponjosas de fibra.
Fabricación de papel kraft
- 3 Después de pasos adicionales de limpieza y refinado, se bombea una suspensión consistente de pulpa de madera a la máquina de fabricación de papel, también conocida como máquina Fourdrinier. Estructuras cuadradas gigantes de hasta 600 pies de largo (182,88 metros), estas máquinas contienen una malla de alambre en la que se forma inicialmente el papel. A continuación, el papel se introduce en enormes rodillos calentados con vapor y mantas de fieltro anchas que eliminan el agua. Al final, el medio terminado, o revestimiento, se enrolla para su envío.
Envío y almacenamiento del papel kraft
- 4 rollos de papel kraft para corrugar están disponibles en muchos tamaños para adaptarse al equipo de producción en diferentes plantas de corrugado. Los tamaños de rollo más comunes son 67 pulgadas (170,18 centímetros) de ancho y 87 pulgadas (220,98 centímetros) de ancho. Un rollo de papel más pesado de 87 pulgadas puede pesar hasta 6,000 libras (2,724 kilogramos). Se pueden cargar hasta 22 rollos de papel de 87 pulgadas en un vagón de ferrocarril para su envío a una planta de ondulado.
- 5 En la planta, el papel kraft se separa en diferentes grados, que se utilizarán para el medio y el liner. Estos diferentes grados de cartón corrugado se pueden fabricar combinando diferentes grados de papel kraft. Un especialista en embalaje con conocimientos trabaja con un cliente para determinar la resistencia requerida para el contenedor de cartón corrugado que se está planificando. Luego, cuando una planta recibe un pedido de contenedores, un ingeniero de producto especifica la combinación de medio y revestimiento para producir un cartón que cumpla con los requisitos del cliente.
Corrugar el cartón
- 6 Mediante potentes carretillas elevadoras, los operadores de equipos capacitados seleccionan, mueven y cargan rollos de papel kraft en un extremo de la onduladora.
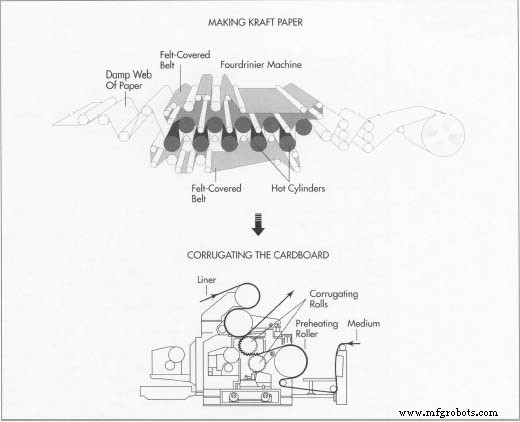 La fabricación de cartón corrugado incluye dos pasos clave:hacer papel kraft y corrugar el cartón. El papel kraft implica la pulpa de virutas de madera y luego alimentar la sustancia de papel resultante a través de enormes rodillos de vapor que eliminan el agua.
La fabricación de cartón corrugado incluye dos pasos clave:hacer papel kraft y corrugar el cartón. El papel kraft implica la pulpa de virutas de madera y luego alimentar la sustancia de papel resultante a través de enormes rodillos de vapor que eliminan el agua.
El corrugado también se realiza en una máquina que utiliza rodillos pesados. Un rollo de cartón se corruga y luego se pega entre otras dos capas (revestimientos) con la misma máquina. Luego, el pegamento se cura pasando el cartón sobre rollos calientes. - 7 Se carga un rollo de medio para que pase a través de los rodillos onduladores, y se introduce un rollo de revestimiento en la onduladora para unirlo con el medio ondulado. El revestimiento de otro rollo se desplaza hacia arriba sobre los rollos onduladores a lo largo de una estructura plana llamada puente. Este revestimiento se pegará al medio corrugado más adelante en el proceso.
- 8 Para una gran producción, se cargan rollos adicionales en empalmadoras automáticas. Los detectores sensibles controlan los rollos de papel que se introducen en la onduladora. Cuando un rollo está casi vacío, el sistema de control de la onduladora inicia una empalmadora y el papel del nuevo rollo se une al final del papel que pasa por la máquina. Por tanto, la producción de cartón ondulado es continua y no se pierde velocidad de producción.
- 9 El medio que se va a ondular se alimenta a los rodillos gigantes accionados eléctricamente de la onduladora, primero a través de los rodillos de precalentamiento y luego a los rodillos onduladores. Se fuerza vapor a una presión de 175 a 180 libras por pulgada cuadrada (psi) a través de ambos juegos de rodillos y, a medida que el papel pasa a través de ellos, las temperaturas alcanzan los 350 a 365 grados Fahrenheit (177 a 185 grados Celsius).
- 10 Los rollos onduladores están cubiertos con I O flautas - crestas horizontales y paralelas como los dientes de engranajes enormemente anchos. Cuando el papel caliente pasa entre los rodillos onduladores, las estrías lo atrapan y lo doblan, formando la parte media de una hoja de cartón ondulado. Cada máquina onduladora tiene rodillos onduladores intercambiables con diferentes tamaños de ranuras. Instalando un diferente
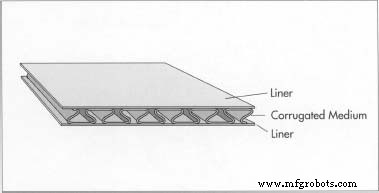 Una pieza terminada de cartón corrugado consta de una sola capa corrugada intercalada entre dos capas de revestimiento. el tamaño de la flauta en el ondulador cambia el ancho del medio ondulado.
Una pieza terminada de cartón corrugado consta de una sola capa corrugada intercalada entre dos capas de revestimiento. el tamaño de la flauta en el ondulador cambia el ancho del medio ondulado. - 11 El medio viaja junto a un conjunto de rodillos llamado estación de encolado de una cara. Aquí, una capa de revestimiento se pega al medio. Se aplica cuidadosamente pegamento de almidón a los bordes corrugados del medio y se agrega la primera capa de revestimiento. Desde la cara simple, el medio y el liner van a la estación de encolado de doble respaldo donde se agrega la otra capa de liner del puente siguiendo el mismo procedimiento. Continuando por el corrugador, el cartón pasa sobre placas calentadas con vapor que curan el pegamento.
Conformar los espacios en blanco en cajas
- 12 Al final de la onduladora, una cortadora-marcadora recorta el cartón y lo corta en hojas grandes llamadas espacios en blanco de caja. Los espacios en blanco de las cajas salen de la cortadora-marcadora como rebanadas anchas de pan tostado y se deslizan hacia un apilador automático que las carga en una gran plataforma rodante. Desde aquí, serán transportados al resto de máquinas que los convertirán en contenedores terminados. Los trabajadores de producción calificados utilizan una terminal de computadora y una impresora para preparar un ticket de trabajo para cada pila de cajas en blanco producidas por la onduladora. Con el ticket de trabajo, los trabajadores pueden enrutar la pila a las máquinas de fabricación adecuadas, llamadas flexos (el nombre es la abreviatura de máquina flexográfica). Una flexografía es una máquina ancha y plana que procesa espacios en blanco de cajas.
- 13 Las matrices de impresión y los patrones de troquelado I 3 se preparan en un taller de patrones en láminas grandes y flexibles de caucho o estaño. Las matrices y los patrones se cargan en los rodillos grandes en la flexografía, y los espacios en blanco de la caja se alimentan automáticamente a través de ellos. A medida que cada pieza pasa por los rodillos de la flexografía, se recorta, imprime, corta, marca y, en una impresora-plegadora-encoladora, se dobla y pega para formar una caja. Desde la flexografía, las cajas terminadas se apilan automáticamente y se envían a una máquina de bandas para ser envueltas para su envío. Otro equipo en una planta de ondulado incluye troqueladoras independientes, troqueladoras con estaciones de impresión y máquinas conocidas como revestidoras de cortina que aplican un revestimiento de cera a contenedores de frutas, verduras y carne. Los espacios en blanco de las cajas que solo requieren impresión y troquelado simples de un color se pueden ejecutar a través de una troqueladora independiente, una estación de impresión y una revestidora de cortina para producir recipientes resistentes al agua o la grasa.
Control de calidad
El control de calidad comienza con los proveedores del papel kraft que se utiliza para fabricar cartón ondulado. El papel kraft debe ser liso y resistente. Después de que el papel pasa a través de la onduladora y se convierte en espacios en blanco de caja, los espacios en blanco individuales se extraen de una pila y se prueban. La prueba de Cobb mide la humedad en el revestimiento y el medio. La resistencia del pegamento, la resistencia al estallido, la compresión y las pruebas dimensionales de alta precisión determinan la calidad del proceso de fabricación. Una prueba de deformación determina la planitud de la caja en bruto, asegurando que cada pieza en bruto se desplace suavemente a través de las máquinas flexográficas. A medida que los trabajadores calificados procesan lotes de espacios en blanco de cajas a través de las máquinas flexográficas, las cajas individuales se extraen e inspeccionan. El recorte, corte y rayado deben ser correctos. No se permite ningún daño al cartón. Además, las diferentes capas de tinta de color utilizadas en la impresión en color deben estar perfectamente alineadas.
El futuro
Los futuros envases de cartón ondulado se fabricarán con papel kraft producido a partir de envases reciclados en lugar de árboles. El reciclaje y otros procesos respetuosos con el medio ambiente seguirán ganando importancia en el futuro del cartón ondulado. Hoy en día, las tintas a base de aceite de soja y ceras biodegradables y otros recubrimientos están comenzando a usarse en la fabricación de envases. Las principales empresas de envasado ya están operando fábricas de papel que fabrican papel kraft limpio y fresco mediante el destintado y la pulpa de los envases usados.
Proceso de manufactura
- Clip de papel
- Papel tornasol
- Papel higiénico
- Pigmentos en la industria del papel
- ¡Tendencias cambiantes en los tintes de las industrias del papel!
- Las exquisitas funcionalidades de Paper Bag Machine
- Paper Tab Quick Introducción
- ¿Qué es una tubería corrugada?
- ¿Qué es una resma de papel?
- ¿Qué es el papel de dibujo?
- Fenólico NP660 - Hoja