


Moneda
Historial
Las civilizaciones humanas han utilizado durante mucho tiempo los metales como medio de intercambio. Además de sus propiedades duraderas, los metales se prestan fácilmente para fundir y fundir. Ya en el año 1000
El primer registro de monedas occidentales no se produjo hasta el año 700
Alejandro el Grande construyó mentas en todo su reino, desde Macedonia hasta Babilonia. Instituyó pesos y tipos uniformes. Fue durante el reinado de Alejandro cuando el retrato de la moneda se hizo popular. Gobernantes, dioses y diosas fueron los retratos elegidos. En los siglos IV y V A.D. , grabadores en Italia, y particularmente en Sicilia, fueron generalmente reconocidos como los expertos en diseño de monedas. Tan venerada fue su habilidad que los grabadores comenzaron a firmar su trabajo.
Antes del advenimiento de la era industrial, la acuñación de monedas se realizaba manualmente. Se colocó una pieza redonda de metal sobre un yunque al que se le había colocado un troquel impreso. Se colocó otro troquel en un mortero, que luego se colocó en la parte superior del espacio en blanco. El fabricante de monedas sostuvo el mortero en su lugar con una mano y luego colocó un martillo de dos libras en la parte superior del mortero. Sorprendentemente, esto resultó en siete toneladas de presión, que forzó impresiones en ambos lados del espacio en blanco. El alto relieve típico de las primeras monedas griegas requería a veces de dos o tres golpes para lograr el efecto deseado. Calentar el blank antes de golpear a menudo reducía el número de golpes requeridos. Este método permitía acuñar una moneda cada dos segundos.
Materias primas
Cada país instituye pautas estrictas para la composición de su moneda. Los proveedores externos que proporcionan el metal o "acciones" a la casa de la moneda deben seguir estas pautas al pie de la letra. Originalmente, el centavo (o centavo) estadounidense estaba compuesto por un 95% de cobre y un 5% de zinc. En 1982, esta composición se cambió a un zinc recubierto de cobre. Una aleación de zinc con trazas de cobre constituye el núcleo de la moneda, mientras que la superficie exterior está galvanizada con cobre. Las monedas de cinco centavos están compuestas de cuproníquel, una aleación de 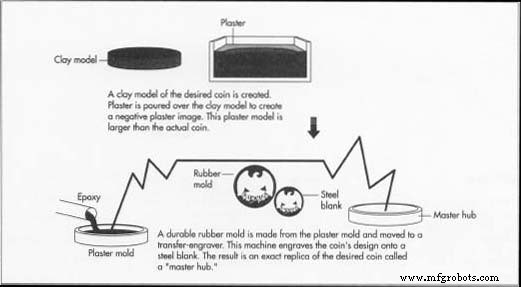 75% de cobre y 25% de níquel. Las monedas de diez centavos, veinticinco centavos, medio dólar y un dólar están hechas de tres capas de metal que se han pegado o "revestido" entre sí. La capa exterior es 75% de cobre y 25% de níquel, mientras que el núcleo es de cobre puro.
75% de cobre y 25% de níquel. Las monedas de diez centavos, veinticinco centavos, medio dólar y un dólar están hechas de tres capas de metal que se han pegado o "revestido" entre sí. La capa exterior es 75% de cobre y 25% de níquel, mientras que el núcleo es de cobre puro.
En las fábricas de los proveedores externos, las aleaciones metálicas se funden en hornos y se vierten en moldes rectangulares. Cuando el material se enfría, se lamina a presión hasta obtener los espesores adecuados. El proceso de laminación hace que el material se endurezca excesivamente, requiriendo la aplicación de un proceso llamado recocido. En este proceso, una serie de calentamientos y enfriamientos suaviza el material y le da la consistencia necesaria para dar forma y estampar. Las láminas rectangulares de metal se cortan en tiras de aproximadamente 13 pulgadas (33 cm) de ancho y 1,500 pies (457 m) de largo, y luego se enrollan en bobinas. Las mentas compran las bobinas según sus necesidades.
El
proceso de fabricación
Moldeado y grabado del eje maestro
- 1 Cuando se encarga una nueva moneda, los escultores empleados por la casa de la moneda desarrollan una serie de bocetos. Cuando un boceto en particular ha sido aprobado y refinado, el escultor crea un modelo de arcilla. El modelo puede ser de tres a doce veces más grande que la moneda real.
- 2 Se vierte yeso sobre el modelo de arcilla para crear un modelo de yeso negativo o inverso. Las palabras de las inscripciones están grabadas en el yeso al revés. El escultor repite este proceso varias veces hasta que el modelo de yeso es perfecto.
- 3 A continuación, se hace un molde de goma duradero vertiendo epoxi en el molde de yeso. El molde de epoxi se monta en un dispositivo de transferencia. En un extremo del grabador de transferencia, un lápiz traza el molde de epoxi. A medida que se mueve el lápiz, una barra de proporción en el medio del grabador reduce el diseño al tamaño real de la moneda. Este tamaño reducido se comunica a una herramienta de carburo en el extremo opuesto, que luego corta el diseño en una pieza en bruto de acero. El resultado es una réplica positiva denominada "hub maestro". Los escultores examinan el eje maestro y eliminan las imperfecciones.
Creación de matrices de trabajo
- 4 El metal tratado térmicamente se coloca debajo de un torno computarizado, donde se alisa
 y pulido en un troquel en blanco medido con precisión. El cubo maestro se presiona en el dado. El resultado se denomina "dado maestro". La matriz maestra se utiliza para crear cubos de trabajo y matrices de trabajo. Los cubos maestros y los troqueles se almacenan luego.
y pulido en un troquel en blanco medido con precisión. El cubo maestro se presiona en el dado. El resultado se denomina "dado maestro". La matriz maestra se utiliza para crear cubos de trabajo y matrices de trabajo. Los cubos maestros y los troqueles se almacenan luego.
Sacando los espacios en blanco
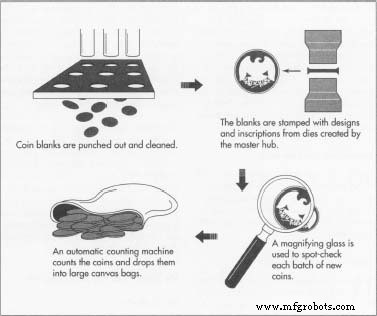
- 5 La bobina de metal correspondiente se alimenta a través de una prensa de corte, que perfora discos redondos que corresponden en tamaño a la moneda que se va a acuñar. Los espacios en blanco se cortan a una velocidad de 400 golpes por minuto. Los restos de metal sobrantes se trituran y reciclan para uso futuro.
Recocido y decapado de los espacios en blanco
- 6 Los espacios en blanco se someten a otro proceso de recocido y luego se colocan en lavadoras y secadoras industriales. Los lubricantes utilizados en estos diversos procesos hacen que los espacios en blanco se manchen y se oxiden.
- 7 Los espacios en blanco se colocan a continuación en tinas o barriles giratorios llenos de un agente de decapado ácido. A medida que los espacios en blanco se mezclan en las tinas, se bruñen.
Clasificación y deshierbe de los espacios en blanco
- 8 Los espacios en blanco se tamizan a través de un "acertijo", una hoja de metal provista de agujeros que coinciden con el tamaño exacto de la moneda en particular que se va a acuñar. De esta manera, se eliminan los espacios en blanco deformes y de tamaño irregular.
Golpear las monedas
- 9 Los espacios en blanco perfectos son transportados por cinta transportadora a la prensa de acuñación, donde se sellan con diseños e inscripciones. Se inserta un collar de acero en la prensa alrededor de uno de los troqueles. El dado para el reverso se carga en el brazo superior de la prensa. Cientos de toneladas de presión de aire empujan la pieza en blanco hacia el cuello. Al mismo tiempo, el troquel superior se empuja hacia abajo en el collar y sobre la pieza en bruto. El impacto hace que las impresiones se formen en ambos lados de la pieza en bruto. La prensa lanza la moneda recién acuñada y se mueve a lo largo de una cinta transportadora hasta la línea de inspección.
En algunos casos, el collar tiene ranuras para hacer los bordes estriados de la moneda. De lo contrario, las ranuras se hacen después del proceso de golpeo, en una herramienta llamada molino de recalcado. El tamaño de la prensa varía desde una sola capacidad hasta las que sellan cuatro monedas simultáneamente. Las prensas de un solo golpe generalmente estampan 400 monedas por minuto, con cargas de presión de hasta 180 toneladas. Varias prensas pueden producir 120 monedas por minuto con 250 toneladas de presión.
Inspección y clasificación
- 10 El operador de la prensa verifica cada lote de monedas nuevas con una lupa. Las monedas se mueven a través de otro acertijo que clasifica los espacios en blanco que se han deformado o abollado durante el proceso de golpe.
Contar y embolsar
- 11 Una máquina de conteo automático escupe una cantidad predeterminada de monedas y las coloca en bolsas de lona grandes. Las bolsas se cosen para cerrarlas, se cargan en palés y luego se trasladan mediante carretillas elevadoras a bóvedas de almacenamiento.
Control de calidad
Las inspecciones se llevan a cabo en muchos puntos a lo largo del proceso de grabado y fabricación. Las aleaciones se analizan utilizando espectrómetros fluorescentes de rayos X o procesos químicos. El estado de la superficie de los espacios en blanco se verifica con frecuencia para obtener el promedio máximo de la línea central. Los diámetros de los espacios en blanco se miden con calibres como micrómetros. Los pesos se controlan pesando un número específico de monedas contra un peso estándar más una asignación predeterminada.
El futuro
A mediados de la década de 1990, EE. UU. Hizo preparativos para unirse a otros países industrializados en el uso de una moneda de un dólar en lugar de un billete de papel. Aunque los partidarios señalan los ahorros que traería el cambio, y los ambientalistas ensalzan las virtudes de eliminar gradualmente el billete de un dólar, los tradicionalistas ven el billete de un dólar como un símbolo bien arraigado de Estados Unidos. Los sindicatos y asociaciones comerciales que representan a la industria del papel también expresaron su oposición a la nueva moneda.
La eliminación del centavo también ha ganado apoyo en los últimos años. Irónicamente, la opinión del público estadounidense sobre el centavo como inútil ha provocado que millones de personas los almacenen en frascos y cajas en sus casas, para ser intercambiados por denominaciones más grandes en una fecha posterior. Esto ha provocado una escasez de centavos en el ámbito comercial. Las decisiones sobre la eliminación de monedas son intensamente políticas, lo que atestigua el continuo poder simbólico de la moneda metálica.
Proceso de manufactura