


Trompeta
Antecedentes
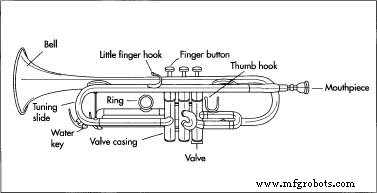
Una trompeta es un instrumento de viento de bronce que se destaca por su tono poderoso que suena por la vibración de los labios contra su boquilla en forma de copa. Una trompeta consiste en un tubo cilíndrico, con forma de un bucle oblongo primario que se ensancha en una campana. Las trompetas modernas también tienen tres válvulas de pistón, así como un pequeño tubo secundario que actúa como diapositivas de afinación para ajustar el tono. Casi todas las trompetas que se tocan hoy son si bemol. Este es el tono que se toca naturalmente cuando se toca la trompeta. Tienen un rango entre el F sostenido por debajo del C medio y dos octavas y media arriba (terminando en B), y son comparativamente más fáciles de tocar que otros instrumentos de metal.
Las primeras trompetas probablemente fueron palos que habían sido ahuecados por insectos. Numerosas culturas tempranas, como las de África y Australia, desarrollaron tubos rectos y huecos para usarlos como megáfonos en ritos religiosos. Estas primeras "trompetas" se hicieron con cuernos o colmillos de animales o caña. Hacia 1400
Las Cruzadas de finales de la Edad Media (1095-1270 d.C.) hicieron que la mayor parte de Europa entrara en contacto con las culturas árabes, y se cree que estas introdujeron trumpas hecho de láminas de metal martilladas. Para hacer el tubo de la trompeta, se envolvió una hoja de metal alrededor de un poste y se soldó. Para hacer la campana, se ensambló una pieza curva de metal con la forma de un arco de un disco fonógrafo. Se cortó un lado para formar dientes. Luego, estos dientes se separaron alternativamente, y el otro lado de la pieza de metal se movió y se colocó entre los dientes. Martillar la costura la suavizó. Alrededor del 1400 d.C., las trompetas largas y rectas se doblaban, proporcionando así el mismo sonido en un instrumento más pequeño y conveniente. Se vertió plomo fundido en el tubo y se dejó solidificar. Luego se batió para formar una curva casi perfecta. A continuación, se calentó el tubo y se vertió el plomo. Las primeras trompetas dobladas tenían forma de S, pero rápidamente la forma evolucionó para convertirse en un bucle oblongo más conveniente.
Se desarrolló una variedad de trompetas durante la última mitad del siglo XVIII, ya que tanto los músicos como los fabricantes de trompetas buscaban formas de hacer que la trompeta fuera más versátil. Una limitación de la trompeta contemporánea era que no se podía tocar cromáticamente; es decir, no podía reproducir el rango de semitonos llamado escala cromática. En 1750, Anton Joseph Hampel de Dresde sugirió colocar la mano en la campana para resolver el problema, y Michael Woggel y Johann Andreas Stein alrededor de 1777 doblaron la trompeta para facilitar que la mano del músico alcanzara la campana. El consenso fue que esto creó 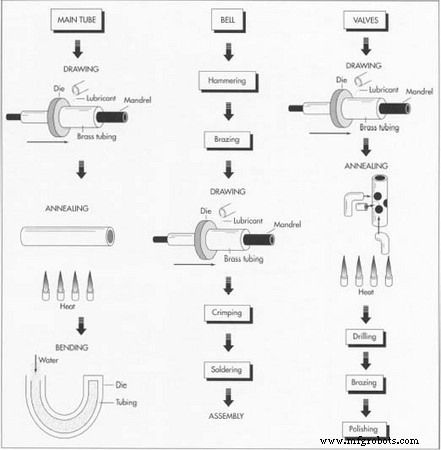 Las diversas partes de una trompeta se fabrican en operaciones de trefilado, martillado y doblado. En el dibujo, la tubería de latón se coloca sobre una varilla de acero ahusada (mandril) y se tira un troquel a lo largo de su longitud. En varios momentos, las piezas de latón deben ser recocidas (tratadas térmicamente) para mejorar su trabajabilidad. más problemas de los que resolvió. Siguió la trompeta con llave, pero nunca tuvo éxito y fue reemplazada rápidamente por trompetas de válvula. Los ingleses crearon una trompeta de diapositivas, pero muchos pensaron que el esfuerzo por controlar la diapositiva no valía la pena.
Las diversas partes de una trompeta se fabrican en operaciones de trefilado, martillado y doblado. En el dibujo, la tubería de latón se coloca sobre una varilla de acero ahusada (mandril) y se tira un troquel a lo largo de su longitud. En varios momentos, las piezas de latón deben ser recocidas (tratadas térmicamente) para mejorar su trabajabilidad. más problemas de los que resolvió. Siguió la trompeta con llave, pero nunca tuvo éxito y fue reemplazada rápidamente por trompetas de válvula. Los ingleses crearon una trompeta de diapositivas, pero muchos pensaron que el esfuerzo por controlar la diapositiva no valía la pena.
El primer intento de inventar un mecanismo de válvula lo intentó Charles Clagget, quien obtuvo una patente en 1788. Sin embargo, el primer intento práctico fue la válvula tubular de caja inventada por Heinrich Stoelzel y Friedrich Bluhmel en 1818. Joseph Riedlin en 1832 inventó el válvula rotativa, una forma ahora solo popular en Europa del Este. Fue Francois Perinet en 1839 quien mejoró la válvula tubular para inventar la trompeta con válvula de pistón, la trompeta más preferida de la actualidad. Las válvulas aseguraron una trompeta completamente cromática porque cambiaron efectivamente la longitud del tubo. Una válvula abierta permite que el aire pase completamente por el tubo. Una válvula cerrada desvía el aire a través de su tubo secundario corto antes de devolverlo al tubo principal, alargando su recorrido. Una combinación de tres válvulas proporciona toda la variación que necesita una trompeta cromática.
La primera fábrica de trompetas fue fundada en 1842 por Adolphe Sax en París, y fue seguida rápidamente por fabricantes a gran escala en Inglaterra y Estados Unidos. Las piezas estandarizadas, desarrolladas por Gustave Auguste Besson, estuvieron disponibles en 1856. En 1875 C. G. Conn fundó una fábrica en Elkhart, Indiana, y hasta el día de hoy la mayoría de los instrumentos de metal de los Estados Unidos se fabrican en esta ciudad.
Hoy en día, algunas orquestas no se conforman con utilizar únicamente trompetas en si bemol. Ha habido un renacimiento de las trompetas naturales, las trompetas giratorias y las trompetas que suenan más alto que el si bemol estándar. Sin embargo, en general, las trompetas modernas producen tonos musicales altos, brillantes y cromáticos en contraste con las trompetas bajas, poderosas e inexactas del pasado.
Materias primas
Los instrumentos de metal están hechos casi universalmente de latón, pero un oro macizo. o se podría crear una trompeta de plata para ocasiones especiales. El tipo de latón más común utilizado es el latón amarillo, que tiene un 70 por ciento de cobre y un 30 por ciento de zinc. Otros tipos incluyen latón dorado (80 por ciento de cobre y 20 por ciento de zinc) y latón plateado (hecho de cobre, zinc y níquel). La cantidad relativamente pequeña de zinc presente en la aleación es necesaria para fabricar latón que se pueda trabajar en frío. Algunos pequeños fabricantes usarán latones especiales como Ambronze (85 por ciento de cobre, 2 por ciento de estaño y 13 por ciento de zinc) para hacer ciertas partes de la trompeta (como la campana) porque tales aleaciones producen un sonido sonoro y resonante cuando se golpean. Algunos fabricantes platearán o dorarán el instrumento de metal básico.
Muy poca trompeta no está hecha de bronce. Los tornillos suelen ser de acero; la llave de agua suele estar revestida de corcho; las superficies de fricción de las válvulas y los portaobjetos pueden estar galvanizadas con cromo o una aleación de níquel inoxidable como el monel; las válvulas pueden estar revestidas con fieltro; y las llaves de las válvulas pueden estar decoradas con nácar.
Diseño
La mayoría de las trompetas están destinadas a estudiantes principiantes y se producen en masa para proporcionar instrumentos de bastante alta calidad a un precio razonable. El procedimiento comúnmente utilizado es producir réplicas de excelentes trompetas que sean lo más exactas posible. Los trompetistas profesionales, por otro lado, exigen un instrumento superior de mayor precio, mientras que las trompetas para eventos especiales están decoradas casi universalmente, grabadas con diseños ornamentados. Para satisfacer la demanda de trompetas hechas a medida, el fabricante primero le hace al músico preguntas como:¿Qué estilo de música se tocará? ¿En qué tipo de orquesta o conjunto se tocará la trompeta? ¿Qué tan fuerte o rica debe ser la trompeta? Luego, el fabricante puede proporcionar una campana única, formas específicas de las diapositivas de afinación o diferentes aleaciones o enchapados. Una vez que se crea la trompeta, el músico la toca y solicita cualquier ajuste menor que pueda ser necesario. El tubo principal de la trompeta se puede afilar ligeramente. El trompetista profesional generalmente tendrá una boquilla favorita que la trompeta solicitada debe estar diseñada para adaptarse.
El
proceso de fabricación
El tubo principal
- 1 El tubo principal de la trompeta está fabricado de latón mecanizable estándar que primero se coloca en un mandril cónico en forma de poste y se lubrica. A continuación, se dibuja un dado que parece una rosquilla en toda su longitud, adelgazándolo y dándole la forma adecuada. A continuación, el tubo moldeado se templa y se calienta (a unos 1.000 grados Fahrenheit o 538 grados Celsius) para que sea viable. Esto hace que se forme un óxido en la superficie del latón. Para eliminar el residuo oxidado, el tubo debe bañarse en ácido sulfúrico diluido antes de doblarlo.
- 2 El tubo principal se puede doblar usando uno de tres métodos diferentes. Algunos grandes fabricantes utilizan sistemas hidráulicos para empujar agua a alta presión (a aproximadamente 27.580 kilopascales) a través de una tubería ligeramente doblada que se ha colocado en un troquel. El agua presiona los lados de la tubería para adaptarse exactamente al molde. Otros grandes fabricantes envían rodamientos de bolas de tamaño exacto a través del tubo. Los fabricantes más pequeños vierten brea en
 Las trompetas están hechas casi universalmente de latón, pero se puede crear una trompeta de oro macizo o plata para ocasiones especiales. El tipo de latón más común utilizado es el latón amarillo, que tiene un 70 por ciento de cobre y un 30 por ciento de zinc. Otros tipos incluyen latón dorado (80 por ciento de cobre y 20 por ciento de zinc) y latón plateado (hecho de cobre, zinc y níquel). La cantidad relativamente pequeña de zinc presente en la aleación es necesaria para hacer bros que se puedan trabajar en frío. tubo, déjelo enfriar, luego use una palanca para doblar el tubo en una curva estándar antes de martillarlo para darle forma.
Las trompetas están hechas casi universalmente de latón, pero se puede crear una trompeta de oro macizo o plata para ocasiones especiales. El tipo de latón más común utilizado es el latón amarillo, que tiene un 70 por ciento de cobre y un 30 por ciento de zinc. Otros tipos incluyen latón dorado (80 por ciento de cobre y 20 por ciento de zinc) y latón plateado (hecho de cobre, zinc y níquel). La cantidad relativamente pequeña de zinc presente en la aleación es necesaria para hacer bros que se puedan trabajar en frío. tubo, déjelo enfriar, luego use una palanca para doblar el tubo en una curva estándar antes de martillarlo para darle forma.
La campana
- 3 La campana se corta de una hoja de latón siguiendo un patrón exacto. Luego, la sábana plana con forma de vestido se martilla alrededor de un poste. Donde el tubo es cilíndrico, los extremos se juntan en una junta a tope. Donde el tubo comienza a ensancharse, los extremos se superponen para formar una junta de solapa. Luego, toda la junta se suelda con una llama de oxígeno propano a entre 1,500 y 1,600 grados Fahrenheit (816 a 871 grados Celsius) para sellarla. Para hacer una tosca forma de campana, un extremo se martilla alrededor del cuerno de un yunque de herrero. A continuación, se dibuja todo el tubo en un mandril exactamente igual que el tubo principal, mientras que la campana se hace girar sobre el mandril. Se coloca un alambre delgado alrededor del borde de la campana y se riza el metal alrededor para darle al borde su apariencia nítida. Luego, la campana se suelda al tubo principal.
Las válvulas
- 4 Los nudillos y los tubos accesorios se dibujan primero en un mandril, al igual que el tubo y la campana. Los nudillos se doblan en ángulos de 30, 45, 60 y 90 grados, y los tubos más pequeños se doblan (utilizando los métodos hidráulicos o de cojinetes de bolas utilizados para doblar la tubería principal), recocidos y lavados con ácido para Elimina los óxidos y el fundente de la soldadura. Las carcasas de las válvulas se cortan a la medida a partir de tubos pesados y se roscan en los extremos. Luego necesitan que se les corten agujeros que coincidan con los de los pistones. Incluso los pequeños fabricantes tienen ahora programas de computadora disponibles que miden con precisión dónde se deben dibujar los agujeros. Las cajas de las válvulas se pueden cortar con taladros cuyas cabezas son sierras puntiagudas o rotativas que cortan los agujeros, después de lo cual los pasadores pinchan el disco de chatarra de metal. Los nudillos, los tubos y las cajas de las válvulas se colocan en plantillas que los sujetan con precisión, y sus juntas se pintan con una mezcla de soldadura y fundente utilizando un soplete. Después de un baño de ácido, el conjunto se pule en una máquina pulidora, utilizando cera de diferente granulometría y discos de muselina de diferente rugosidad que giran a altas velocidades (2.500 rpm es lo habitual).
Ensamblaje
- 5 Ahora se puede ensamblar toda la trompeta. Los tubos laterales de las correderas de las válvulas se unen a los nudillos y el tubo principal se une de extremo a extremo superponiendo sus férulas y soldando. A continuación, se insertan los pistones y se atornilla todo el conjunto de la válvula al tubo principal. Luego se inserta la boquilla.
- 6 La trompeta se limpia, se pule y se laca, o se envía para ser galvanizada. El toque final es grabar el nombre de la empresa en un tubo prominente. Las letras se transfieren al metal con papel carbón, y un grabador experto talla el metal para que coincida con el grabado.
- 7 trompetas se envían por separado para pedidos especiales o en cantidades masivas para bandas de la escuela secundaria. Se envuelven cuidadosamente en envases de burbujas de plástico grueso u otro material aislante, se colocan en cajas pesadas llenas de aislante (como los cacahuetes de embalaje) y luego se envían por correo o como carga al cliente.
Control de calidad
La característica más importante de una trompeta es la calidad del sonido. Además de cumplir estrictas tolerancias de aproximadamente 1 x 105 metros, cada trompeta que se fabrica es probada por músicos profesionales que verifican el tono y el tono del instrumento mientras escuchan para ver si está afinado dentro de su rango dinámico deseado. Los músicos prueban el juego en diferentes configuraciones acústicas, que van desde pequeños estudios hasta grandes salas de conciertos, dependiendo del uso final de la trompeta. Los grandes fabricantes de trompetas contratan músicos profesionales como probadores de tiempo completo, mientras que los pequeños fabricantes confían en ellos mismos o en el cliente para probar su producto.
Al menos la mitad del trabajo involucrado en la creación y mantenimiento de una trompeta que suena claro lo realiza el cliente. Los delicados instrumentos requieren un manejo especial y, debido a su asimetría inherente, son propensos al desequilibrio. Por lo tanto, se debe tener mucho cuidado para no dañar el instrumento por descuido. Para evitar abolladuras, las trompetas se guardan en estuches, donde se mantienen en su lugar mediante cavidades en forma de trompeta que están revestidas con terciopelo. La trompeta debe lubricarse una vez al día o siempre que se toque. El lubricante suele ser un derivado del petróleo similar al queroseno para el interior de las válvulas, aceite mineral para el mecanismo de la llave y grasa del eje para las guías. La suciedad en la boquilla y la tubería principal debe limpiarse todos los meses, y cada tres meses toda la trompeta debe remojarse en agua jabonosa durante 15 minutos. Luego se debe restregar completamente con cepillos pequeños especiales, enjuagar y secar.
Para mantener la vida útil de la trompeta, ocasionalmente debe someterse a reparaciones. Las abolladuras grandes se pueden eliminar mediante recocido y martilleo localmente, las abolladuras pequeñas se pueden martillar y se pueden pasar bolas para probar el tamaño final, las fisuras se pueden reparar y los pistones desgastados se pueden volver a colocar y rectificar a su tamaño anterior.
Proceso de manufactura