


Mecanizado por descarga eléctrica:principio, funcionamiento, equipos, ventajas y desventajas con diagrama
Hoy aprenderemos sobre el principio de mecanizado por descarga eléctrica, el funcionamiento, los equipos, las ventajas y desventajas con el diagrama. Este proceso de mecanizado utiliza una chispa eléctrica para eliminar la pieza de trabajo de forma de metal. Este mecanizado es igual que la eliminación de rebabas de metal en presencia de chispa eléctrica. Una chispa eléctrica utilizada como herramienta de corte para cortar la pieza de trabajo y producir la forma deseada. Este proceso se realiza aplicando corriente de alta frecuencia a través del electrodo a la pieza de trabajo. El producto de la chispa elimina el metal en forma de virutas muy pequeñas. Este proceso se realiza en un fluido dieléctrico.
Descarga eléctrica Mecanizado:
Principio:
El proceso de mecanizado por descarga eléctrica funciona según el principio básico de la generación de chispas y el metal eliminado por erosión por chispas. La erosión por chispa EDM es lo mismo que la chispa eléctrica que quema un pequeño agujero en una pieza de metal a través de la cual entra en contacto. La chispa generada por este proceso produce calor, que elimina el metal por erosión y evaporación. En este proceso de mecanizado, tanto la pieza de trabajo como la herramienta deben estar fabricadas con material conductor.
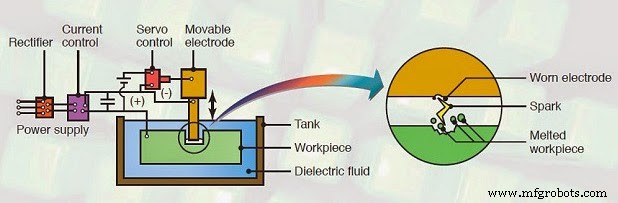 |
| Diagrama de mecanizado por descarga eléctrica |
Equipos:
El proceso EDM contiene los siguientes equipos.
Fuente de alimentación:
En un proceso EDM, se utiliza una corriente de alta frecuencia para generar una chispa entre el electrodo y la pieza de trabajo. Esta chispa genera calor y elimina la pieza de trabajo de forma metálica.
Sistema de lavado y suministro de fluido dieléctrico:
El fluido dieléctrico actúa como vehículo para ahuyentar las virutas y así evitar que se adhieran a la superficie. Este fluido actúa como sistema de lavado de virutas. También ayuda a aumentar la tasa de remoción de metal al promover la chispa entre la herramienta y el trabajo. Este fluido también funciona como medio refrigerante.
Herramientas y dispositivos portaherramientas:
En el proceso de EDM, la herramienta también se erosiona debido a la chispa, por lo que la selección de la herramienta depende de la relación de desgaste, la facilidad de fabricación de la herramienta y el costo del material. Los materiales de electrodos más utilizados son Cu, aleación de tungsteno, hierro fundido, acero, aleación de plata y tungsteno, grafito.
Pieza de trabajo y dispositivos de sujeción de piezas:
En este proceso solo se pueden mecanizar buenos conductores de electricidad. Por lo tanto, la pieza de trabajo debe tener una buena conductividad eléctrica. Este proceso no depende de la dureza de la pieza de trabajo por lo que no existe un criterio de dureza.
Trabajando:
En este proceso, la pieza de trabajo debe tener buena conductividad eléctrica. Con este método solo se puede mecanizar material conductor de electricidad. El funcionamiento de EDM es el siguiente.
- Primero, tanto la pieza de trabajo como la herramienta se sumergen en fluido dieléctrico. El fluido dieléctrico ayuda a controlar la descarga del arco. Esto también elimina las partículas suspendidas del material de la pieza de trabajo y la herramienta de la cavidad de trabajo.
- Se usa un servomecanismo que mantiene un espacio muy pequeño entre la pieza de trabajo y la herramienta. Este espacio es deseable para la formación adecuada del arco. Tiene aproximadamente el grosor de un cabello humano.
- La herramienta se fabrica con la forma opuesta a la pieza de trabajo.
- Una corriente de alta frecuencia suministrada al electrodo, que produce una chispa entre la herramienta y la pieza de trabajo. Esta chispa genera una alta cavidad de trabajo.
- El metal extraído de la pieza de trabajo debido a la erosión y evaporación de iones.
- Las virutas o partículas suspendidas entre la herramienta y la pieza de trabajo deben eliminarse para evitar que formen un puente que provoque un cortocircuito. Esto se hace mediante el suministro continuo de fluido dieléctrico.
- El EDM produce una cavidad ligeramente más grande que el electrodo debido al sobrecorte.
Ventajas y desventajas:
Ventajas:
- Cada material conductor se puede cortar mediante este proceso.
- Es independiente de la dureza de la pieza de trabajo, por lo que la pieza de trabajo endurecida se puede mecanizar fácilmente.
- Se pueden producir con precisión secciones de matriz complejas y formas complejas.
- Este proceso no tiene rebabas.
- La sección delgada se puede mecanizar fácilmente sin deformar la pieza.
Desventajas:
- En este proceso de mecanizado se produce un alto desgaste de la herramienta.
- El desgaste de la herramienta limita la precisión y el acabado de la superficie del metal.
- Solo los buenos conductores de electricidad pueden ser mecanizados por electroerosión.
Proceso de manufactura
- Mecanizado por chorro de agua y chorro de agua abrasivo:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Mecanizado por haz de electrones:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Mecanizado por rayo láser:principio, trabajo, equipos, aplicación, ventajas y desventajas
- Mecanizado por chorro abrasivo:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Mecanizado ultrasónico:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Soldadura por ultrasonidos:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Mecanizado Electroquímico:Principio, Funcionamiento, Equipos, Aplicación, Ventajas y Desventajas
- Soldadura por electroescoria:principio, funcionamiento, aplicación, ventajas y desventajas
- Soldadura por arco de plasma:principio, funcionamiento, equipos, tipos, aplicación, ventajas y desventajas
- Soldadura por termita:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Soldadura por fricción y agitación (FSW):principio, funcionamiento, aplicación, ventajas y desventajas