


Cremallera
Antecedentes
Los sujetadores han recorrido un largo camino desde los primeros clavos de hueso o cuerno y las astillas de hueso. Posteriormente se diseñaron muchos dispositivos que fueron más eficientes; tales sujetadores incluían hebillas, cordones, imperdibles y botones. Los botones con ojales, aunque siguen siendo un método práctico de cierre importante incluso hoy en día, tenían sus dificultades. Las cremalleras fueron concebidas por primera vez para reemplazar la irritante práctica del siglo XIX de tener que abrochar hasta cuarenta botones diminutos en cada zapato de la época.
En 1851, Elias Howe, el inventor de la máquina de coser, desarrolló lo que llamó un cierre automático continuo de ropa. Consistía en una serie de cierres unidos por un cordón de conexión que corría o se deslizaba sobre nervaduras. A pesar del potencial de este ingenioso avance, la invención nunca se comercializó.
A otro inventor, Whitcomb L. Judson, se le ocurrió la idea de un cierre de cremallera, que patentó en 1893. El mecanismo de Judson era una disposición de ganchos y ojales con un cierre deslizante que los conectaba. Después de que Judson exhibiera los nuevos casilleros con broche en la Exposición Mundial Colombina de 1893 en Chicago, obtuvo el respaldo financiero de Lewis Walker, y juntos fundaron Universal Fastener Company en 1894.
Las primeras cremalleras no supusieron una gran mejora con respecto a los botones más simples, y las innovaciones llegaron lentamente durante la siguiente década. Judson inventó una cremallera que se abriría por completo (como las cremalleras que se encuentran en las chaquetas de hoy), y descubrió que era mejor sujetar los dientes directamente a una cinta de tela que se pudiera coser en una prenda, en lugar de coser los dientes en la prenda. prenda.
Las cremalleras todavía estaban sujetas a abrirse y pegarse hasta 1906, cuando Otto Frederick Gideon Sundback se unió a la compañía de Judson, y luego llamó a Automatic Hook and Eye Company. Su patente de Plako en 1913 se considera el comienzo de la cremallera moderna. Su "Hookless Number One", un dispositivo en el que las mandíbulas sujetaban las cuentas, fue rápidamente reemplazado por "Hookless Number Two", que era muy similar a las cremalleras modernas. Los dientes anidados en forma de copa formaron la mejor cremallera hasta la fecha, y una máquina que podía estampar el metal en un proceso hizo factible la comercialización del nuevo cierre.
Las primeras cremalleras se introdujeron para su uso en la Primera Guerra Mundial como sujetadores para cinturones de dinero, trajes de vuelo y chalecos salvavidas de los soldados. Debido a la escasez de guerra, Sundback desarrolló una nueva máquina que usaba solo alrededor del 40 por ciento del metal requerido por las máquinas más antiguas.
Las cremalleras para el público en general no se produjeron hasta la década de 1920, cuando B. F. Goodrich solicitó algunas para usar en las chanclas de su empresa. Fue el presidente de Goodrich, Bertram G. Work, a quien se le ocurrió la palabra cremallera pero quería que se refiriera a las botas en sí, y no al dispositivo que las abrochaba, que en su opinión se llamaba más propiamente cierre de cremallera.
El siguiente cambio que sufrieron las cremalleras también fue precipitado por una guerra:la Segunda Guerra Mundial. Las fábricas de cremalleras en Alemania habían sido destruidas y el metal escaseaba. Una empresa de Alemania Occidental, Opti-Werk GmbH, comenzó a investigar nuevos plásticos y esta investigación dio lugar a numerosas patentes. J. R. Ruhrman y sus asociados obtuvieron una patente alemana para desarrollar una cadena de escalera de plástico. Alden W. Hanson, en 1940, ideó un método 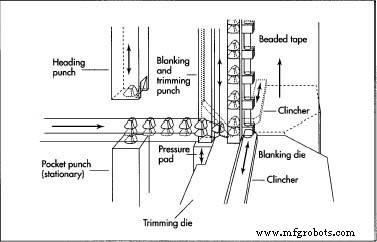 Un larguerillo consiste en la cinta (o tela) y los dientes que forman un lado de la cremallera. Un método para hacer el larguerillo implica pasar una tira de alambre aplanada entre un punzón de cabecera y un punzón de bolsillo para formar palas. Un punzón ciego corta alrededor de las palas para formar una Y. Las patas de la Y se sujetan alrededor de la cinta de tela. que permitió coser una bobina de plástico en la tela de la cremallera. A esto le siguió un alambre de plástico con muescas, desarrollado independientemente por A. Gerbach y la firma William Prym-Wencie, que de hecho se podía tejer en la tela.
Un larguerillo consiste en la cinta (o tela) y los dientes que forman un lado de la cremallera. Un método para hacer el larguerillo implica pasar una tira de alambre aplanada entre un punzón de cabecera y un punzón de bolsillo para formar palas. Un punzón ciego corta alrededor de las palas para formar una Y. Las patas de la Y se sujetan alrededor de la cinta de tela. que permitió coser una bobina de plástico en la tela de la cremallera. A esto le siguió un alambre de plástico con muescas, desarrollado independientemente por A. Gerbach y la firma William Prym-Wencie, que de hecho se podía tejer en la tela.
Después de un comienzo lento, no pasó mucho tiempo antes de que las ventas de cremalleras se dispararan. En 1917, se vendieron 24.000 cremalleras; en 1934, el número había aumentado a 60 millones. Hoy en día, las cremalleras se producen y venden fácilmente por miles de millones, desde jeans azules a los sacos de dormir.
Materias primas
Los elementos básicos de una cremallera son:el larguero (el conjunto de cinta y dientes que forma un lado de una cremallera); el control deslizante (abre y cierra la cremallera); una pestaña (tirada para mover el control deslizante); y se detiene (evita que el deslizador se salga de la cadena). Una cremallera de separación, en lugar de un tope inferior que conecta los largueros, tiene dos dispositivos, una caja y un alfiler, que funcionan como topes cuando se ensamblan.
Los herrajes de cremallera de metal pueden estar hechos de acero inoxidable aluminio, latón, zinc o una aleación de níquel-plata. A veces, una cremallera de acero se recubrirá con latón o zinc, o se puede pintar para que coincida con el color de la cinta de tela o la prenda. Las cremalleras con herrajes de plástico están hechas de poliéster o nailon, mientras que el control deslizante y la lengüeta de tiro suelen estar hechos de acero o zinc. Las cintas de tela están hechas de algodón, poliéster o una mezcla de ambos. En el caso de las cremalleras que se abren en ambos extremos, los extremos no suelen estar cosidos en una prenda, por lo que quedan ocultos como están cuando se hace que una cremallera se abra en un solo extremo. Estas cremalleras se refuerzan con una cinta de algodón resistente (que ha sido reforzada con nailon) aplicada en los extremos para evitar que se deshilachen.
El
proceso de fabricación
Las cremalleras actuales comprenden componentes clave de metal o plástico. Más allá de esta diferencia muy importante, los pasos involucrados en la producción del producto terminado son esencialmente los mismos.
Hacer largueros - cremalleras metálicas
- 1 Un larguero consiste en la cinta (o tela) y los dientes que forman un lado de la cremallera. El proceso más antiguo para hacer los largueros de una cremallera de metal es el que inventó Otto Sundback en 1923. Un alambre redondo se envía a través de un laminador, dándole forma de Y. Luego, este alambre se corta para formar un diente cuyo ancho sea apropiado para el tipo de cremallera deseada. Luego, el diente se coloca en una ranura en un plato giratorio para ser perforado en forma de pala con un troquel. El plato giratorio se gira 90 grados y se introduce otro diente en la ranura. Después de otro giro de 90 grados, el primer diente se
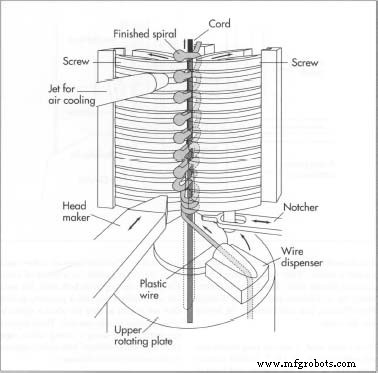 Para hacer el larguero de una cremallera de plástico en espiral, se hace una muesca en un alambre de plástico redondo y luego se introduce entre dos tornillos calentados . Estos tornillos, uno que gira en el sentido de las agujas del reloj y el otro en el sentido contrario, tiran del cable de plástico para formar bucles. Un fabricante de cabezales en la parte delantera de cada bucle lo forma en una perilla redonda. Este método requiere que una espiral izquierda y una espiral derecha se hagan simultáneamente en dos máquinas separadas para que las cadenas coincidan en una cremallera terminada. sujeta a la cinta de tela. La cinta debe elevarse un poco más del doble del grosor de la pala (el diente ahuecado) después de sujetar para dejar espacio para el diente opuesto en la cremallera completa. Un proceso lento y tedioso, su popularidad ha menguado.
Para hacer el larguero de una cremallera de plástico en espiral, se hace una muesca en un alambre de plástico redondo y luego se introduce entre dos tornillos calentados . Estos tornillos, uno que gira en el sentido de las agujas del reloj y el otro en el sentido contrario, tiran del cable de plástico para formar bucles. Un fabricante de cabezales en la parte delantera de cada bucle lo forma en una perilla redonda. Este método requiere que una espiral izquierda y una espiral derecha se hagan simultáneamente en dos máquinas separadas para que las cadenas coincidan en una cremallera terminada. sujeta a la cinta de tela. La cinta debe elevarse un poco más del doble del grosor de la pala (el diente ahuecado) después de sujetar para dejar espacio para el diente opuesto en la cremallera completa. Un proceso lento y tedioso, su popularidad ha menguado. Otro método similar se originó en la década de 1940. Esto implica una tira aplanada de alambre que pasa entre un punzón de cabeza y un punzón de bolsillo para formar cucharadas. Un punzón ciego corta alrededor de las palas para formar una Y. Las patas de la Y se sujetan alrededor de la cinta de tela. Este método demostró ser más rápido y efectivo que el original de Sundback.
- 2 Otro método más, desarrollado en la década de 1930, utiliza metal fundido para formar los dientes. Un molde, con forma de cadena de dientes, se sujeta alrededor de la cinta de tela. A continuación, se inyecta zinc fundido a presión en el molde. El agua enfría el molde, que luego libera los dientes con forma. Se recorta cualquier residuo.
Hacer largueros - cremalleras de plástico
- 3 Las cremalleras de plástico pueden ser en espiral, dentadas, en escalera o tejidas directamente en la tela. Se utilizan dos métodos para hacer los largueros de una cremallera de plástico en espiral. El primero consiste en hacer una muesca en un alambre de plástico redondo antes de introducirlo entre dos tornillos calentados. Estos tornillos, uno que gira en el sentido de las agujas del reloj y el otro en el sentido contrario, tiran del cable de plástico para formar bucles. Un fabricante de cabezales en la parte delantera de cada bucle lo forma en una perilla redonda. A continuación, la espiral de plástico se enfría con aire. Este método requiere que una espiral izquierda y una espiral derecha se hagan simultáneamente en dos máquinas separadas para que las cadenas coincidan en una cremallera terminada.
El segundo método para cremalleras de plástico en espiral hace que tanto la espiral izquierda como la derecha se muevan simultáneamente en una máquina. Un trozo de alambre se enrolla dos veces entre las muescas de una rueda de formación giratoria. Un empujador y un fabricante de cabezales presionan simultáneamente los cables de plástico firmemente en las muescas y forman las cabezas. Este proceso hace que dos cadenas que ya están unidas se cosan en dos cintas de tela.
- 4 Para hacer los largueros para una cremallera plástica dentada, se usa un proceso de moldeado que es similar al proceso de metal descrito en el paso # 2 anterior. Una rueda giratoria tiene en su borde varios moldes pequeños que tienen forma de dientes aplanados. Dos cordones atraviesan los moldes para conectar los dientes terminados. El plástico semifundido se introduce en el molde, donde se mantiene hasta que solidifica. Una máquina plegadora dobla los dientes en forma de U que se pueden coser en una cinta de tela.
- 5 Los largueros para una cremallera de plástico de escalera se fabrican enrollando un alambre de plástico en bobinas alternas que sobresalen del borde de una rueda de formación giratoria. Los separadores de cada lado levantan los bucles de los carretes mientras una rueda de rumbo y de muescas presiona simultáneamente los bucles en forma de U y forma cabezas en los dientes, que luego se cosen a la cinta de tela.
- 6 Se pueden hacer cremalleras superiores para prendas tejiendo el alambre de plástico directamente en la tela, usando el mismo método que se usa para tejer telas. Este método no es común en los Estados Unidos, pero este tipo de cremalleras se importan con frecuencia.
Completando el
proceso de fabricación
- 7 Una vez que se han hecho los largueros individuales, primero se unen con un dispositivo temporal similar a un control deslizante. Luego se presionan y, en el caso de las cremalleras metálicas, los cepillos de alambre frotan los bordes afilados. A continuación, se almidonan, se exprimen y se secan las cintas. Luego, las cremalleras de metal se enceran para un funcionamiento suave, y ambos tipos se enrollan en enormes carretes para luego formar cremalleras completas.
- 8 El control deslizante y la lengüeta de tiro se ensamblan por separado después de ser estampados o fundidos a presión en metal. Luego, la cinta de cremallera continua se desenrolla de su carrete y sus dientes se retiran a intervalos, dejando espacios que rodean cadenas más pequeñas. Para las cremalleras que solo se abren en un extremo, primero se sujeta el tope inferior y luego se enrosca el control deslizante
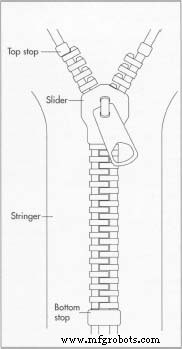 Los elementos básicos de una cremallera son el larguero (el conjunto de cinta y dientes que forma un lado de una cremallera ); el control deslizante (abre y cierra la cremallera); una pestaña (tirada para mover el control deslizante); y se detiene (evita que el deslizador se salga de la cadena). en la cadena. A continuación, se sujetan los topes superiores y se cortan los espacios entre las longitudes de los dientes en el punto medio. Para las cremalleras que se separan, el punto medio de cada espacio se recubre con cinta de refuerzo y los topes superiores se sujetan con abrazaderas. Luego, la cinta se corta para separar las tiras de cadena nuevamente. El control deslizante y la caja se deslizan luego en una cadena y el pasador se desliza en la otra.
Los elementos básicos de una cremallera son el larguero (el conjunto de cinta y dientes que forma un lado de una cremallera ); el control deslizante (abre y cierra la cremallera); una pestaña (tirada para mover el control deslizante); y se detiene (evita que el deslizador se salga de la cadena). en la cadena. A continuación, se sujetan los topes superiores y se cortan los espacios entre las longitudes de los dientes en el punto medio. Para las cremalleras que se separan, el punto medio de cada espacio se recubre con cinta de refuerzo y los topes superiores se sujetan con abrazaderas. Luego, la cinta se corta para separar las tiras de cadena nuevamente. El control deslizante y la caja se deslizan luego en una cadena y el pasador se desliza en la otra. - 9 Las cremalleras terminadas se apilan, se colocan en cajas y se transportan en camiones a los fabricantes de ropa, de equipaje o de cualquier otro fabricante que dependa de las cremalleras. Algunos también se envían a grandes almacenes o tiendas de telas para que el consumidor los compre directamente.
Control de calidad
Las cremalleras, a pesar de su número y su uso prácticamente sin preocupaciones, son dispositivos complicados que dependen de una unión suave y casi perfecta de pequeños dientes ahuecados. Debido a que generalmente están diseñados para ser sujetadores de prendas, también deben someterse a una serie de pruebas similares a las de las prendas que se lavan y desgastan con frecuencia.
Una cremallera que funcione sin problemas en todo momento es el objetivo de los fabricantes de cremalleras, y tal fiabilidad depende necesariamente de las tolerancias. Cada dimensión de una cremallera —su ancho, largo, largo de los extremos de la cinta, dimensiones de los dientes, largo de la cadena, dimensiones de la corredera y longitudes de los topes, por nombrar algunos— está sujeta a un escrutinio que determina que los valores caen dentro de un rango aceptable. Los muestreadores utilizan análisis estadístico para verificar el rango de un lote de cremalleras. Generalmente, las dimensiones de la cremallera deben estar dentro del 90 por ciento de la longitud deseada, aunque en la mayoría de los casos está más cerca del 99 por ciento.
Una cremallera se prueba para comprobar su planitud y rectitud. La planitud se mide pasando un calibre colocado a una cierta altura sobre ella; si el medidor toca la cremallera varias veces, la cremallera está defectuosa. Para medir la rectitud, la cremallera se coloca sobre un borde recto y se examina en busca de cualquier curvatura.
La fuerza de la cremallera es importante. Esto significa que los dientes no deben desprenderse fácilmente, ni la cremallera debe ser fácil de romper. Para probar la resistencia, una máquina de prueba de tracción se sujeta con un gancho a un diente. Luego se tira de la máquina y un calibre mide la fuerza con la que el diente se separa de la tela. Estas mismas máquinas de prueba de tracción se utilizan para probar la resistencia de toda la cremallera. Se adjunta una máquina a cada cinta de tela y luego se tira. Se mide la fuerza requerida para separar la cremallera completamente en dos piezas separadas. Los valores de resistencia aceptables se determinan de acuerdo con el tipo de cremallera que se está fabricando:una cremallera resistente requerirá valores más altos que una liviana. Las cremalleras también están comprimidas para ver cuando se rompen.
Para medir una cremallera para facilitar el cierre, una máquina de prueba de tracción mide la fuerza necesaria para subir y bajar la cremallera. Para las prendas, este valor debe ser bastante bajo, para que la persona promedio pueda cerrar la cremallera con facilidad y para que el material de la prenda no se rompa. Para otros fines, como colchón cubiertas, la fuerza puede ser mayor.
Una cremallera de muestra terminada debe cumplir con los controles de calidad textil. Se prueba la durabilidad del lavado al lavarlo en una pequeña cantidad de agua caliente, una cantidad significativa de lejía y abrasivos para simular muchos lavados. Las cremalleras también se agitan con pequeñas bolas de acero para probar el revestimiento de la cremallera en busca de abrasión.
La tela de las cintas de las cremalleras debe ser resistente al color para las instrucciones de cuidado de la prenda. Por ejemplo, si la prenda solo se va a lavar en seco, la cremallera debe ser resistente al color durante la limpieza en seco.
También se prueba la contracción. Se hacen dos marcas en la cinta de tela. Después de calentar o lavar la cremallera, se mide el cambio de longitud entre las dos marcas. Las cremalleras pesadas no deben encogerse. Una cremallera liviana debe tener una tasa de encogimiento del uno al cuatro por ciento.
Proceso de manufactura