


Marco de gafas
Antecedentes
La humorista estadounidense Dorothy Parker (1893-1967) escribió una vez cáusticamente que "los hombres rara vez se burlan de las chicas que usan anteojos". Su comentario dice tanto sobre las modas de anteojos disponibles en su juventud como sobre las costumbres del flirteo. La Sra. Parker estaría gratamente sorprendida de visitar cualquier centro comercial suburbano hoy y ver la amplia variedad de armazones de anteojos disponibles ahora. Los marcos se han convertido en accesorios de moda de moda, al igual que las joyas o los zapatos, y el usuario puede cambiarlos para que combinen con los estados de ánimo o para transmitir una imagen.
Historial
Los antiguos griegos realizaron los primeros estudios de la visión y el funcionamiento del ojo. También intentaron comprender el aumento y usarlo para comprender los problemas de visión. Alhazen, un científico árabe que vivió durante el siglo XI, estudió la refracción (curvatura) de la luz y la conexión entre los nervios ópticos y el cerebro. Fue el científico polaco del siglo XIII, Vitello, quien entendió por primera vez que las formas de las lentes podían usarse para controlar el foco de los rayos de luz.
En 1257, el fraile inglés Roger Bacon exploró tantos aspectos de la ciencia que fue encarcelado por los monjes de su orden franciscana que sospechaban de su conocimiento. Mientras estaba en prisión, Fray Bacon envió al Papa Clemente IV unas lupas para leer; A pesar de la controvertida posición de Bacon, los monjes que trabajaron en manuscritos detallados y trabajos de copia adoptaron rápidamente el uso de sus gafas. El trabajo de Bacon ocurrió al mismo tiempo que el de Salvino d'Armato de Florencia, Italia, y de varios científicos chinos y alemanes. A todos se les puede agradecer su invención colectiva de los anteojos.
La invención de dispositivos para mantener las gafas en la nariz tomó varios siglos más. Y, a pesar de la rima de la Sra. Parker, el estilo y la variedad de formas y armazones de lentes han sido importantes desde el comienzo de los armazones de anteojos. Los primeros anteojos eran lentes sin marco que simplemente se sostenían con la mano frente a la cara. Alternativamente, se montaron dos lentes en un medio marco que se podía sostener con una mano. Los anteojos también se sujetaban a sombreros o se ataban alrededor de la cabeza con bandas de cuero o cinta. Will Somers, un bufón de la corte de Enrique VIII, lucía una armadura con gafas unidas al casco de metal con remaches. El pintor El Greco retrató al cardenal Niño de Guevara con gafas con cordones que le tapaban las orejas. El diseño del siglo XVII llamado marco de la frente consistía en una banda de metal que rodeaba la cabeza y tenía marcos de metal montados en ella.
Las monturas más comunes tenían dos lentes en una montura que se colocaba en la parte inferior de la nariz. Se utilizaron materiales ligeros para reducir la carga y el pellizco de estos "marcos de nariz". En la corte del rey español Felipe V y la reina María Luisa (alrededor de 1701), las 500 damas de compañía de la reina llevaban monturas de caparazón de tortuga debido a su peso ligero. Este estilo saludaba tanto la moda como la superstición; los marcos supuestamente trajeron buena suerte porque la tortuga es sagrada en China. Los intentos de diseño estilístico fueron variados e inteligentes. Las piezas del puente que descansan sobre la nariz fueron decoradas de infinitas formas. Las lentes se montaron en ventiladores, relojes con mando a distancia y bastones. Las personas conscientes del estatus tenían sus armazones de nariz hechos de oro u otros materiales preciosos o contrataban a artistas para decorar los armazones con escudos de armas.
Además de los anteojos nasales, los usuarios de lentes pueden elegir el monóculo (un solo lente en una montura o soporte), el lorgnette (un par de lentes con un puente nasal y un solo mango en un lado), un cuestionario o un vidrio interrogador (un monóculo que estaba reflejada para que el usuario pudiera ver también hacia atrás), el vidrio de perspectiva (un solo lente que se usa en una cinta y se usa para la visión de lejos), o lentes de tijera que tenían dos oculares montados en un mango con bisagras que se sostenía en frente de la nariz. Finalmente, en 1728, Edward Scarlett de Londres desarrolló templos para marcos. Estas abrazaderas sujetaron el área de la sien y sujetaron los anteojos de forma más segura a la cara. Un lazo al final de cada pieza del templo sostenía cintas que se ataban alrededor de la cabeza o la peluca. En la década de 1880, las sienes se curvaron para extenderse y ajustarse sobre las orejas para mantener las gafas en su lugar.
En las Colonias, las gafas se importaban y eran muy caras hasta que las habilidades estadounidenses en la fabricación de vidrio mejoraron lo suficiente como para desarrollar un comercio de gafas. Así como las patillas curvas y ajustadas se desarrollaron y adoptaron en todo el mundo, la moda volvió a un estilo llamado oxford que consistía en gafas de nariz mejoradas por un puente más elástico y ponible. Estos anteojos también se llamaban pince-nez y tenían almohadillas para la nariz colocadas en pequeños resortes en el puente flexible. Los presidentes Teddy Roosevelt y Calvin Coolidge vestían oxfords. Durante la década de 1900, los anteojos simples con armazón de acero eran los más comunes, aunque los armazones menos costosos estaban disponibles en un material llamado gutapercha, una sustancia gomosa parecida al plástico. Las gafas de carey y con montura de cuerno se hicieron populares en las décadas de 1920 y 1930, pero muchas de estas monturas en realidad estaban hechas de celuloide, uno de los primeros plásticos que se podían teñir y moldear para que parecieran cuernos de animales o caparazones de tortugas. Se entregaron anteojos con armazón de acero y gafas de sol a millones de militares durante la Segunda Guerra Mundial.
El negocio de la fabricación de armazones y lentes para anteojos dio su salto más espectacular en el siglo XX con el auge de los plásticos. Los lentes de plástico son más livianos y se pueden fabricar como bifocales, trifocales y cuadrifocales para corregir una gama más amplia de problemas de visión. Los marcos de plástico también son menos costosos. Se puede hacer una amplia gama de estilos y colores en plástico y cambiar para adaptarse a los guardarropas, las modas y los estados de ánimo. Las gafas de sol también se volvieron asequibles gracias a la industria del plástico, pero Hollywood fue responsable de su popularidad. Los anteojos grandes de montura cuadrada, como los que usaba Clark Kent, se hicieron populares entre los hombres en la década de 1950, y las mujeres preferían los anteojos de "ojo de gato" que se inclinaban hacia arriba en las sienes. Los anteojos Granny con marcos de metal fino acompañaron el destello de la generación del "poder de las flores" en la década de 1960 y pueden haber sido los responsables de que los anteojos antiguos fueran objetos de colección populares. Aunque los lentes de contacto también se desarrollaron durante este siglo y se han vuelto muy populares, la variedad de armazones de anteojos disponibles ha mantenido los anteojos de moda.
Materias primas
Los armazones de los anteojos suelen estar hechos de metal o de un tipo de plástico llamado acetato de celulosa. El acetato de celulosa se deriva del algodón y es flexible y fuerte. Se produce en láminas largas y estrechas que son ligeramente más anchas que las monturas de gafas. Las hojas miden hasta 3 pies (0,91 m) de largo y 0,33 pulgadas (0,84 cm) de grosor.
Diseño
Los fabricantes de anteojos pueden contratar a su propio personal de diseñadores o utilizar consultores externos para diseñar armazones. Los consultores a menudo incluyen diseñadores de moda, que crean sus propias líneas de anteojos que cambian junto con las tendencias en el diseño de ropa. Los nombres de los diseñadores son importantes en la venta de anteojos y, especialmente, en compradores interesantes y conscientes de la moda en varios pares de anteojos o gafas de sol. Definitivamente hay tendencias o modas en anteojos que incluyen monturas de colores claros u oscuros, gruesas o delicadas y formas decorativas o estilos con adornos. Las monturas especializadas para niños y las medias monturas para gafas de lectura también están diseñadas pensando en el estilo.
Los diseños también incorporan ciertos estándares, incluido el tamaño del puente y el tamaño de los ojos. El tamaño del puente permite diferentes espesores de la parte superior de la nariz donde la nariz 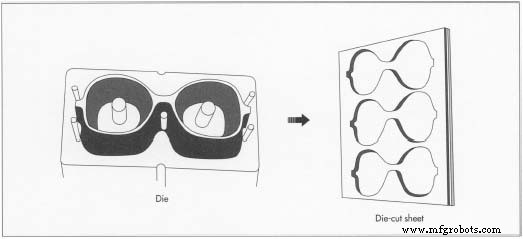 Los espacios en blanco para armazones de plástico para anteojos están troquelados a partir de láminas de acetato de celulosa. almohadillas en el resto del vaso. Tres tamaños de ojos son estándar para la gama de dimensiones de lentes correctivos. Cada estilo se fabrica normalmente en cuatro colores diferentes, por lo que un solo estilo dará como resultado 12 combinaciones de color y dimensión. Los diseñadores y fabricantes de monturas suelen producir un nuevo estilo cada pocos meses y suspender los estilos si no se venden bien.
Los espacios en blanco para armazones de plástico para anteojos están troquelados a partir de láminas de acetato de celulosa. almohadillas en el resto del vaso. Tres tamaños de ojos son estándar para la gama de dimensiones de lentes correctivos. Cada estilo se fabrica normalmente en cuatro colores diferentes, por lo que un solo estilo dará como resultado 12 combinaciones de color y dimensión. Los diseñadores y fabricantes de monturas suelen producir un nuevo estilo cada pocos meses y suspender los estilos si no se venden bien.
El
proceso de fabricación
Marcos de plástico troquelados
- 1 Una vez decidido el diseño, se fabrica un troquel de acero y se coloca en una máquina de corte que perfora los espacios en blanco de las hojas de acetato de celulosa. Los bordes de la matriz de acero son afilados y las matrices tienen varillas que sobresalen que se utilizan para quitar los frentes perforados donde se colocarán las lentes. Las hojas de acetato se llevan de un área de almacenamiento fría a la sala de obturación donde se calientan en hornos pequeños a aproximadamente 180 ° F (68 ° C) para ablandar el plástico. Las láminas blandas se colocan en una máquina cortadora y, bajo varias toneladas de presión, la matriz corta el plástico para producir una pieza en bruto. La máquina está automatizada para levantar el troquel y moverlo a la siguiente porción de plástico. Los espacios en blanco se producen rápidamente mientras que el plástico es blando. A continuación, se retiran los espacios en blanco de la hoja y se extraen las partes de la lente de los marcos. Los espacios en blanco de la lente se vuelven chatarra.
- 2 Los frentes de los marcos en blanco se terminan en una serie de operaciones. Las ranuras para sujetar las lentes se cortan con un enrutador. El marco se sujeta firmemente mediante un dispositivo de sujeción fabricado en aluminio y compuesto por dos piezas. El accesorio se sujeta alrededor del marco y se presiona contra la hoja de la rebajadora. Las ranuras se cortan a 0,16 pulgadas (0,41 cm) de ancho, que es un estándar de la industria. Si se necesitan lentes gruesos, se muelen a lo largo de los bordes para adaptarse a las ranuras enrutadas.
- 3 Luego, los marcos se alisan para eliminar los bordes ásperos con dos máquinas abrasivas diferentes. Una máquina tiene una forma especial para suavizar el borde del marco que descansa sobre la mejilla y la segunda suaviza el área alrededor de la nariz. Luego, el marco se asegura en un dispositivo similar a un tornillo de banco, mientras que las almohadillas para la nariz o los accesorios que sujetan las almohadillas para la nariz se pegan a los marcos. Una vez que se deja curar el pegamento durante 24 horas, las áreas pegadas también se alisan.
Produciendo los templos
- 4 Los dos brazos laterales que se curvan alrededor de las orejas se llaman sienes. Las patillas también están perforadas en láminas de acetato con troqueles de corte. La longitud estándar de las patillas varía de 5 a 6 pulgadas (12,7 a 15,2 cm) y, por lo general, están cortadas del mismo material o
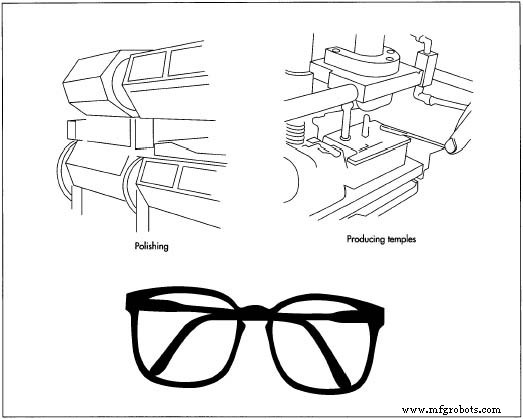 Después de alisar los marcos, las patillas se unen a los marcos con una bisagra de metal. Para hacer las patillas, se calientan tiras de plástico para las patillas y también se calienta una tira estrecha de acero llamada alambre central. Cuando se alcanzan las temperaturas adecuadas, se inserta un alambre central en el centro de la sien ablandada. materiales complementarios a juego con los frentes. Las varillas pueden ser planas con bordes angulares o de forma redondeada, según el estilo de la montura. Las patillas se calientan y también se calienta una tira estrecha de acero llamada alambre central. Cuando se alcanzan las temperaturas adecuadas, se inserta un alambre central en el centro de la sien ablandada. Los anteojos económicos, como algunas gafas de sol de venta libre, pueden fabricarse sin alambres centrales, pero también serán menos resistentes.
Después de alisar los marcos, las patillas se unen a los marcos con una bisagra de metal. Para hacer las patillas, se calientan tiras de plástico para las patillas y también se calienta una tira estrecha de acero llamada alambre central. Cuando se alcanzan las temperaturas adecuadas, se inserta un alambre central en el centro de la sien ablandada. materiales complementarios a juego con los frentes. Las varillas pueden ser planas con bordes angulares o de forma redondeada, según el estilo de la montura. Las patillas se calientan y también se calienta una tira estrecha de acero llamada alambre central. Cuando se alcanzan las temperaturas adecuadas, se inserta un alambre central en el centro de la sien ablandada. Los anteojos económicos, como algunas gafas de sol de venta libre, pueden fabricarse sin alambres centrales, pero también serán menos resistentes. - 5 Para sujetar las patillas a su marco, se cortan pequeñas ranuras en las esquinas superiores del marco. Se coloca la mitad de una bisagra de metal en cada ranura, y el marco y las bisagras parciales se colocan en una máquina de capitron. La máquina de capitron induce vibraciones ultrasónicas en las bisagras de metal y crea calor de fricción. La fricción hace que el plástico del marco se derrita localmente alrededor de la bisagra para unir la bisagra al marco; este proceso es más seguro que el pegado u otros tipos de pegado o montaje.
Terminando los frentes
- 6 Los frentes con bisagras se imprimen con el nombre o logotipo del fabricante, el nombre del estilo del marco y el tamaño del marco. Antes de que las patillas se unan a la montura, se necesita un ajuste angular para que la parte delantera de la montura se incline hacia adentro, hacia la cara del usuario, de arriba a abajo. Se utiliza una sierra automática para cortar los ángulos correctos en los bordes superiores del frente. Las tapas se colocan sobre las bisagras, mientras que el frente está pulido. En esta etapa, los frentes todavía son planos con bordes afilados, excepto en las áreas enrutadas donde encajan las lentes. En la sala de pulido, cientos de frentes a la vez se colocan en un tambor con piedra pómez (piedra blanda que se muele hasta convertirse en polvo y se usa como abrasivo) y pequeñas clavijas de arce que parecen fósforos de cocina en miniatura con bordes y puntas redondeadas. La piedra pómez se adhiere a las clavijas, que muelen contra los frentes durante un proceso de 24 horas que alisa las asperezas. Los fabricantes a veces utilizan cáscaras de coco trituradas en el proceso de pulido.
- 7 Los frentes suavizados ahora deben moldearse para adaptarse a la curvatura de la cara. Ellos son. se calienta en un horno, se monta en un molde de conformado curvo (similar al molde de corte que se usa para hacer los frentes) y se coloca en una prensa. Se aplica presión durante unos 30 segundos para producir una curva uniforme en el frente. El frente cálido se sumerge en un baño de agua fría para endurecerlo y darle la forma curva.
- 8 Los frentes perfilados se devuelven a la sala de pulido donde pasan a través de una serie de tambores giratorios durante un período de cuatro días para agregar el brillo terminado. Cada tambor contiene piedra pómez más fina que la anterior; el tambor final contiene cera de pulir. Todos los frentes pulidos se inspeccionan cuidadosamente en busca de arañazos. Se colocan individualmente en sobres y se clasifican por tamaño, estilo y color.
Terminando los templos
- 9 Dependiendo de la forma y el estilo del diseño de los anteojos y sus patillas, las patillas se rectifican y moldean durante varias operaciones. Se cortan ranuras en los extremos de las patillas y las mitades correspondientes de las bisagras están remachadas en las patillas. Los extremos se cortan para que coincidan con los ángulos de los frentes terminados. Al igual que los frentes, los templos se terminan durante múltiples operaciones y los pares de templos pulidos se empaquetan en sobres por tamaño, estilo y color. Los fabricantes almacenan los sobres que contienen frentes y templos hasta que los optometristas o las casas de suministros optométricos los ordenan por tamaño, estilo y color. Luego se envían conjuntos de frentes y templos.
Control de calidad
Los armazones de los anteojos deben fabricarse con gran atención a los detalles porque son fundamentales para dar soporte a los lentes para mejorar la visión, deben ser cómodos para el usuario y son un accesorio para la vestimenta profesional y el estilo personal. Aunque los procesos para fabricar marcos los realizan máquinas, los operadores son responsables de cada paso y son verificadores de control de calidad para sus operaciones particulares. La industria de los anteojos se ha vuelto altamente competitiva debido a los aspectos de moda y moda involucrados, pero los operadores son conscientes de que sus productos brindan cuidado de la vista. Los frentes y las patillas de las gafas se pueden rechazar en cualquier paso del proceso de fabricación.
Subproductos / Residuos
No se obtienen subproductos de la fabricación de armazones de anteojos. Los desechos plásticos se generan durante el blanking, y la mayor parte de los desechos de la parte de la lente del marco que se corta. Estos residuos se recogen y reciclan cuidadosamente.
El futuro
Los últimos 50 años de historia de las gafas han establecido sólidamente el futuro de las monturas. A pesar de la popularidad de los lentes de contacto y el advenimiento de la cirugía láser para corregir problemas de visión, muchas personas encontrarán que los anteojos son necesarios o deseables para sus necesidades personales. La tecnología mejorada en la fabricación de lentes y armazones de plástico y en la comodidad de los armazones ajustados ha hecho que los anteojos sean más agradables de usar. La industria de la moda también apoya activamente los marcos de anteojos como una vía adicional para diseños expresivos y un método popular para expresar el estilo personal.
Proceso de manufactura