


Diferencia entre el ángulo de inclinación y el ángulo de separación de la herramienta de corte
La operación convencional de mecanizado o corte de metal se realiza para eliminar gradualmente el exceso de capa de material de la pieza de trabajo para impartir la forma, la dimensión y el acabado deseados. La remoción de material se realiza con la ayuda de un pequeño dispositivo llamado cortador o herramienta de corte. Durante el mecanizado, tanto el cortador como la pieza de trabajo se montan rígidamente en la máquina herramienta con la ayuda de varios arreglos. También se requiere la velocidad relativa entre el cortador y la pieza de trabajo para cortar continuamente el material y la misma se imparte por medio de la velocidad de corte, el avance y la profundidad de corte. El cortador en realidad comprime una capa delgada de material y la elimina gradualmente en forma de virutas. La geometría adecuada, incluidos los filos de corte afilados y el material compatible, también son indispensablemente necesarios para la eliminación ininterrumpida y eficiente del material.
La geometría de un cortador indica la inclinación u orientación de varias superficies de puntas de herramientas. La herramienta de corte consta de tres superficies de punta de herramienta:superficie de desprendimiento, superficie de flanco principal y superficie de flanco auxiliar. Se utilizan varios ángulos para indicar la inclinación de tales superficies en diferentes direcciones. También existen varios estándares nacionales e internacionales que definen claramente varias características de un cortador, incluidos varios ángulos. Dicha información se recopila de una manera particular para presentarla en forma de firma de herramienta. También se utilizan varios planos para facilitar la medición inequívoca de estos ángulos. En general, la inclinación de la superficie de inclinación se indica mediante el ángulo de inclinación; mientras que la inclinación de la superficie del flanco se indica mediante el ángulo libre.
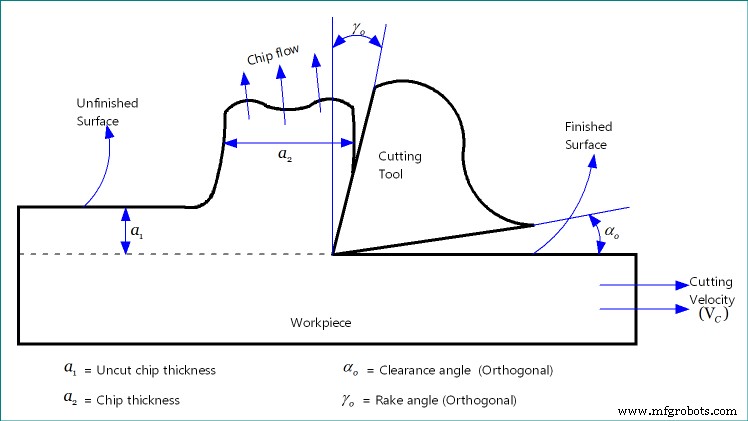
Por definición, ángulo de inclinación es el ángulo de orientación de la superficie de desprendimiento del cortador desde el plano de referencia y medido en otro plano. Puede tener valor positivo, negativo o incluso cero; sin embargo, suele variar entre +15° y –15°. Es un ángulo crucial que determina la resistencia de la punta de la herramienta, la fuerza de corte, el consumo de energía, la deformación por corte y también la maquinabilidad. Por otro lado, ángulo de incidencia es el ángulo de inclinación de la superficie del flanco del cortador a partir del vector de velocidad y medido en otro plano. Debe tener un valor positivo y suele oscilar entre +3° y +15°. Varias diferencias entre el ángulo de ataque y el ángulo libre de la herramienta de corte se dan a continuación en forma de tabla.
Tabla:Diferencias entre ángulo de ataque y ángulo de incidencia
| Ángulo de inclinación | Ángulo libre |
|---|---|
| La inclinación de la superficie de inclinación del cortador se indica mediante el ángulo de inclinación. | La inclinación de la superficie del flanco del cortador se indica mediante el ángulo de incidencia. |
| El ángulo de inclinación puede ser negativo, cero o positivo. | El ángulo de incidencia debe tener un valor positivo. No puede ser negativo ni cero. |
| Influye en el flujo de virutas y en la deformación por corte, pero tiene una influencia insignificante en la calidad y precisión de la superficie. | Influye directamente en la calidad y precisión de la superficie, pero no desempeña ningún papel en el flujo de virutas ni en la deformación por corte. |
| El borde construido (BUE) puede cambiar desfavorablemente el ángulo de inclinación. | BUE no puede alterar el ángulo libre. |
Propósito básico: El ángulo de inclinación muestra la inclinación de la superficie de inclinación de la herramienta de corte desde el plano de referencia. Dado que la superficie de desprendimiento es la superficie de flujo de virutas, el ángulo de desprendimiento también indica la dirección del flujo de virutas. Por otro lado, el ángulo de incidencia muestra la inclinación de la superficie del flanco de la herramienta de corte a partir del vector de velocidad de corte. Este ángulo no tiene influencia directa en el flujo de virutas. Sin embargo, ambos ángulos se pueden medir en diferentes planos (direcciones) para obtener ideas claras sobre la inclinación de las superficies correspondientes.
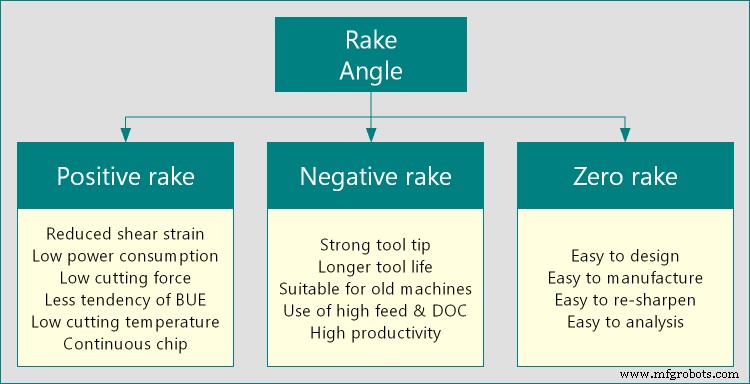
Valor de estos ángulos: Un cortador puede tener un ángulo de inclinación positivo, negativo o cero, cada uno tiene un significado especial y ventajas en el rendimiento del mecanizado. Por ejemplo, un rastrillo positivo ofrece un borde de corte afilado y, por lo tanto, el corte se realizará sin problemas y requerirá un esfuerzo mínimo. Alternativamente, una inclinación negativa ofrece una punta de herramienta más fuerte y, por lo tanto, la herramienta puede resistir una mayor fuerza de corte. Sin embargo, el ángulo de incidencia del cortador no puede ser negativo o incluso cero ya que, en tales escenarios, la superficie del flanco de la herramienta rozará con la superficie acabada del producto. Por lo general, el ángulo de inclinación varía entre +15° y –15° y el ángulo de despeje varía entre +3° y +15°.
Papel en la desviación del chip, calidad y precisión del producto: El ángulo de inclinación influye directamente en la dirección del flujo de virutas y en la deformación por corte de las virutas. Una inclinación negativa aumentará la deformación por corte y, por lo tanto, aumentará el espesor de la viruta. El coeficiente de reducción de virutas, abreviado como CRC, también será mayor con una comisión negativa. Sin embargo, tiene un papel insignificante en la calidad y la precisión dimensional del componente mecanizado. El ángulo de despeje juega un papel crucial en tales factores. Un ángulo de incidencia más bajo puede afectar seriamente la calidad de la superficie debido al roce extremo entre la superficie terminada del trabajo y la superficie lateral del cortador.
Mecánica de mecanizado y función del ángulo de ataque: El ángulo de desprendimiento influye directa o indirectamente en una gran cantidad de factores que incluyen la tensión de corte, la fuerza de corte, el par o empuje de mecanizado, el consumo de energía, el tipo y el color de las virutas, etc. De hecho, es un parámetro importante en toda la mecánica del mecanizado. El ángulo de despeje juega un papel insignificante en dicho análisis.
Borde construido (BUE) y su efecto: Mientras se mecanizan materiales dúctiles con un contacto más largo entre la herramienta y la viruta, un embrión de trabajo o material de viruta puede adherirse a la punta de la herramienta en la ubicación más favorable y, posteriormente, crecer hasta hacerse más grande y arrastrar las virutas que fluyen. Tal presencia no deseada de material en la punta de la herramienta cambia el ángulo de inclinación a uno muy negativo. Como resultado, la deformación por cizallamiento y la fuerza de corte pueden aumentar, lo que generalmente no es deseable. Sin embargo, el ángulo de incidencia permanece inalterado por BUE.
En este artículo se presenta una comparación científica entre el ángulo de inclinación y el ángulo de incidencia. El autor también sugiere que revise las siguientes referencias para una mejor comprensión del tema.
- Mecanizado y Máquinas Herramientas por A. B. Chattopadhyay (1 st edición, Wiley).
- ¿Qué es el ángulo de inclinación en la herramienta de corte? Nombres, efectos, funciones y valores por minaprem.com.
- Fuente de la imagen:www.minaprem.com.
Tecnología Industrial
- Diferencia entre transmisión por cadena y transmisión por engranajes
- Diferencia entre transmisión por correa y transmisión por cadena
- Diferencia entre el cortador de un solo punto y el cortador de múltiples puntos
- Diferencia entre la superficie de ataque y la superficie de flanco de la herramienta de corte
- Diferencia entre el ángulo de inclinación positivo y el ángulo de inclinación negativo
- Diferencia entre el proceso de torneado y el proceso de fresado
- Diferencia entre la herramienta de corte y la muela abrasiva
- Diferencia entre mecanizado y rectificado
- Diferencia entre unir y sujetar
- ¿Cuál es la diferencia entre Industria 4.0 e Industria 5.0?
- Diferencia entre madera contrachapada de madera blanda y madera contrachapada de madera dura