


Cómo mejorar la calidad del acabado de la superficie de impresión 3D
No es ningún secreto que los procesos de impresión 3D no producen acabados superficiales con calidad de moldeado por inyección directamente desde la impresora, pero hay buenas noticias. Las tecnologías existen para ayudar, y hay nuevos desarrollos todo el tiempo. A medida que el posprocesamiento se vuelva menos manual y más automatizado, el costo de las piezas impresas en 3D se reducirá.
La eliminación de la estructura de soporte, o en el caso de la sinterización selectiva por láser (SLS) y Multi Jet Fusion (MJF), la eliminación de la torta de polvo, es el primer paso para liberar las piezas impresas de las estructuras de soporte necesarias para la construcción. Para obtener una lectura rápida sobre cómo estamos aprovechando las nuevas tecnologías para la eliminación de soporte, consulte este estudio de caso de PolyJet. Una vez que una pieza se libera de sus capas de soporte impresas, hay muchas formas de abordar la rugosidad de la superficie según el material que se haya utilizado. En algunos casos, sería mejor que no lo abordara en absoluto si tiene sentido para su aplicación.
 Nuestro departamento de acabado utiliza una variedad de técnicas para mejorar la calidad del acabado de la superficie después de construir las piezas.
Nuestro departamento de acabado utiliza una variedad de técnicas para mejorar la calidad del acabado de la superficie después de construir las piezas. Por qué las piezas lisas impresas en 3D tienen una gran demanda
¿Por qué se ha vuelto tan popular el alisado? Muchas razones Lata suavizante:
- Mejorar la estética
- Permite una mejor adherencia del revestimiento y la pintura o el tinte
- Ayuda en la resistencia química
- Ayuda a disminuir el potencial de corrosión
- Mejorar la durabilidad
- Reduce la porosidad y sella las superficies para facilitar la limpieza y la esterilización
- Elimine los defectos de la superficie que podrían convertirse en puntos débiles o de falla
- Minimizar los efectos de fricción
- Mejorar la conductividad
- Mejora la resistencia al agua
- Cree superficies moldeadas por inyección en piezas aditivas
Esta no es una lista completa, pero tal vez le brinde algunos puntos a considerar al evaluar la textura de su pieza.
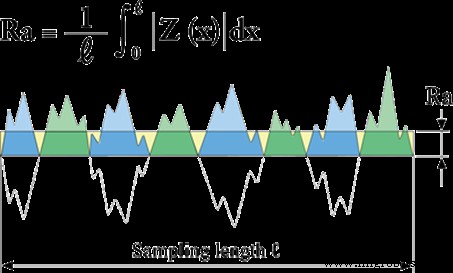
Medición de la rugosidad de la superficie
La medida de rugosidad superficial más utilizada es Ra, o la rugosidad media entre un perfil de rugosidad y la línea media. Ra es la desviación del plano de superficie ideal medida en micropulgadas o micrómetros. Una unidad Ra más grande equivale a una superficie más rugosa. Por ejemplo, a menudo las superficies de impresión 3D de sinterización selectiva por láser y Multi Jet Fusion se comparan con un terrón de azúcar o un par de jeans azules.
Para la mayoría de los ingenieros, es necesario establecer un límite superior para la rugosidad de la superficie, ya que generalmente no es deseable por razones estéticas o de aplicación mecánica. A veces, las especificaciones Ra se utilizan cuando la ingeniería de factores humanos requiere "agarre" en un mango o panel táctil, por ejemplo. Para una inmersión más profunda en los parámetros de rugosidad de la superficie, consulte ISO 25178.

Si tiene algún problema para obtener su guía, haga clic aquí para descargarla.
Alisado de piezas FDM
 El proceso de modelado por deposición fundida (FDM) crea capas desiguales durante la impresión. Hay bastantes opciones:Los métodos de suavizado actuales incluyen:
El proceso de modelado por deposición fundida (FDM) crea capas desiguales durante la impresión. Hay bastantes opciones:Los métodos de suavizado actuales incluyen:
- Lijado
- Relleno de huecos
- Pulido
- Pintura
- Suavizado de vapor
- Inmersión
- Recubrimiento epoxi
- Revestimiento de metal
Cada método tiene un efecto específico en las tolerancias de las piezas, así que asegúrese de comprender cualquier compensación que pueda estar haciendo antes de iniciar uno de estos procesos de suavizado.
Suavizado de piezas de estereolitografía
El proceso de estereolitografía (SLA) crea una superficie mucho más suave desde la impresora en comparación con FDM porque no se basa en un enfoque basado en filamentos. Dos métodos comunes para alisar las piezas SLA incluyen el lijado manual y el granallado. El granallado se puede realizar con arena, granalla o perlas de cerámica. A menudo, se requiere lijar a mano o una combinación de ambos métodos para lograr una textura uniforme, y los movimientos circulares de lijado funcionan mejor. Para lograr un pulido más alto, use un papel de lija de grano alto.
 Esta pieza de nailon construida con SLS muestra nuestro acabado superficial estándar.
Esta pieza de nailon construida con SLS muestra nuestro acabado superficial estándar. Suavizado de piezas de fusión por chorro múltiple y sinterizado selectivo por láser (SLS)
Los procesos de impresión a base de polvo como SLS y MJF pueden aprovechar el lijado manual para aplicaciones funcionales. Sin embargo, hemos descubierto que el papel de lija no suaviza del todo estas superficies a nuestro nivel de escrutinio, incluso con papel de grano alto, especialmente si se requiere una aplicación de pintura. El resultado puede sentirse más suave, pero la textura cambia a una superficie más aterciopelada. No es una comparación 1:1 con la forma en que SLA parte la arena. La mejor forma de alisar estos materiales es mediante el mecanizado.
Las piezas de nailon y TPU también se basan en técnicas adicionales, como el alisado químico o con vapor, para fundir la superficie en una textura uniforme. Este método está cada vez más extendido. Siempre teñimos nuestras piezas MJF de negro para crear una apariencia estética uniforme. Si desea una pieza SLS o MJF pintada sin problemas, es mejor comenzar con una capa gruesa de imprimación para sellar el material. La imprimación se puede alisar antes de aplicar la pintura.
Suavizado de piezas metálicas impresas en 3D
Ya sea que esté imprimiendo o mecanizando piezas de metal, se esperan superficies lisas. Con la fabricación aditiva, el mecanizado posterior a la impresión es una forma de eliminar esos bordes ásperos. Otras posibilidades incluyen:
- Granallado de toda la pieza, o puede pulir o pulir regiones específicas de la pieza
- Pulido o grabado electroquímico
- El acabado vibratorio, el volteo y el acabado centrífugo también son buenas formas de alisar las superficies. Al igual que el granallado y el granallado, estos procesos funcionan bien para el acabado de superficies externas, pero acceder a las superficies y canales internos puede ser un desafío.
- Mecanizado de flujo abrasivo (también conocido como pulido por extrusión) para suavizar paredes interiores. Esto utiliza un medio abrasivo que básicamente erosiona y desbarba las vías internas.
- Superacabado isotrópico, que usa vibración y pulido para dar a la pieza un acabado de espejo
Cabe señalar que hay algunos casos en los que las superficies rugosas y la maximización del área de superficie general son parte integral del diseño de una pieza. Uno de los ejemplos más citados es un implante estructural que requiere osteointegración (crecimiento óseo en un implante) para lograr su función. Stryker es una empresa pionera en lo que se puede lograr con el diseño de implantes porosos aditivos.
El control del acabado de la superficie de las piezas aditivas y la automatización del proceso avanzan a gran velocidad y estamos ansiosos por ver qué procesos adicionales despegan en los próximos cinco años. Para obtener un recurso de bolsillo, consulte nuestra Guía de acabados de superficies de impresión 3D para ver ejemplos detallados de piezas y acabados de superficies que podemos producir utilizando cada una de nuestras tecnologías de impresión 3D.
Tecnología Industrial
- Cómo la impresión 3D cambió la industria aeroespacial
- Cómo mejorar la calidad y la coherencia del producto en la fabricación de alimentos
- Explicación de la calidad de acabado de superficie selecta (SFQ) de Hurco
- ¿Cómo mejorar el acabado de la superficie de fundición en arena de aluminio?
- Cómo las estructuras reticulares impresas en 3D pueden mejorar las piezas
- Cómo medir y mejorar la eficiencia del operador de máquinas
- Cómo identificar y reducir el desgaste de herramientas para mejorar la calidad
- ¿Qué hacer para mejorar la calidad de la producción?
- ¿Cómo utilizar la documentación de calidad para mejorar la producción?
- Cómo mejorar la precisión de la máquina
- Cómo mejorar la productividad y la calidad de fabricación en entornos industriales