


Orientación de piezas impresas en 3D:cómo afecta la resistencia, la precisión y el acabado superficial
Puede parecer obvio optar por la orientación que ofrece la altura z mínima y, por lo tanto, el tiempo de construcción más rápido. Sin embargo, es posible que la orientación únicamente para la altura z no siempre tenga más sentido en términos de los requisitos de la pieza. Hay algunos otros factores técnicos que entran en juego cuando se piensa en la orientación de las piezas para la impresión 3D. Cuando piense en la orientación de las piezas para la impresión 3D, específicamente la estereolitografía (SLA), piense en un lápiz. ¿Qué se necesitaría para imprimir en 3D este lápiz capa por capa, ya sea horizontal o verticalmente? Hacerlo horizontalmente tomaría menos tiempo, porque es más plano cuando está acostado de lado, e imprimirlo verticalmente tomaría mucho más tiempo, porque está alto y requiere más capas dibujadas apiladas secuencialmente una encima de la otra. Imprimirlo horizontalmente también requeriría más estructuras de soporte en comparación con imprimir el lápiz verticalmente, y requeriría más tiempo para quitarlas y lograr una pieza terminada. Por lo tanto, su selección de orientación podría reducirse a requisitos de resistencia o requisitos de acabado de superficie para su lápiz, y es posible que incluso desee orientar su pieza en ángulo. Hay un puñado de consideraciones al seleccionar la orientación de construcción de la estereolitografía. ¡Vamos a hacerlo!
Orientación de piezas impresas en 3D para mayor resistencia
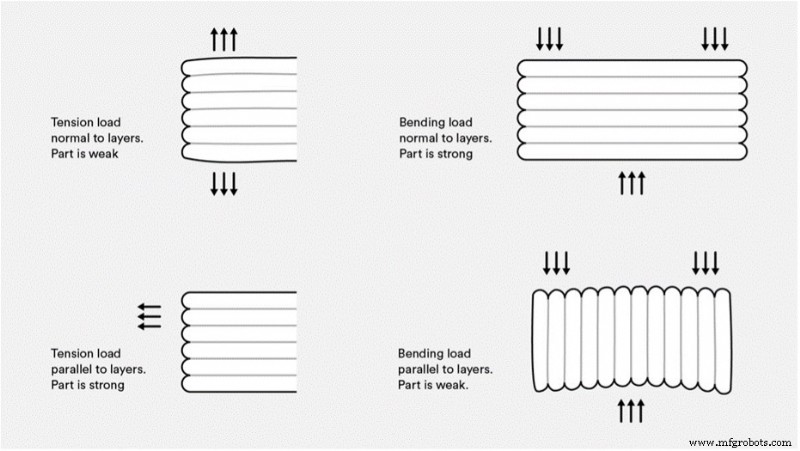
Veamos primero una ilustración rápida que explica las implicaciones generales de la acumulación de capas de impresión 3D y las fuerzas externas de las piezas en las piezas. Cuando las fuerzas de tensión son normales o perpendiculares a las capas, tiende a ocurrir la debilidad de la pieza. Cuando las fuerzas de tensión son paralelas o están en línea con las capas, la pieza es más resistente. Cuando las fuerzas son normales a las capas, la pieza generalmente puede soportar más compresión que si las fuerzas están alineadas con las capas. Se aplican dos conclusiones:
- Imprimir en una orientación para que las capas se alineen con el eje donde las fuerzas de tensión son más altas y
- Imprimir en una orientación para que las capas se crucen con el eje donde las fuerzas de compresión son más altas
En el caso teórico del lápiz, una orientación de construcción horizontal probablemente funcionará para tener en cuenta la tensión y las fuerzas de flexión que encontrará el lápiz cuando esté en uso. Tenga en cuenta que estas pautas siempre se aplican a las piezas de modelado por deposición fundida (FDM). Las piezas SLA muestran mucha menos anisotropía que las piezas FDM porque las capas están unidas químicamente y la resolución lograda con SLA es mucho mayor que con FDM. Sin embargo, los materiales termoestables pueden requerir una reflexión adicional sobre la orientación de la pieza para maximizar la resistencia de las características críticas de la pieza.
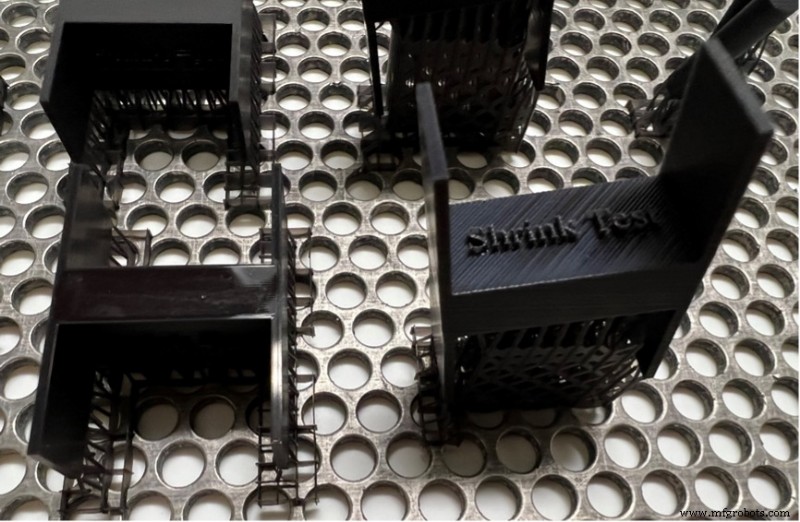
 La contracción diferencial está presente en una pieza impresa en 3D que se orientó como se muestra arriba. La rápida transición de un área de sección transversal pequeña a una grande provocó el encogimiento de esta pieza.
La contracción diferencial está presente en una pieza impresa en 3D que se orientó como se muestra arriba. La rápida transición de un área de sección transversal pequeña a una grande provocó el encogimiento de esta pieza. Orientación para evitar la contracción diferencial
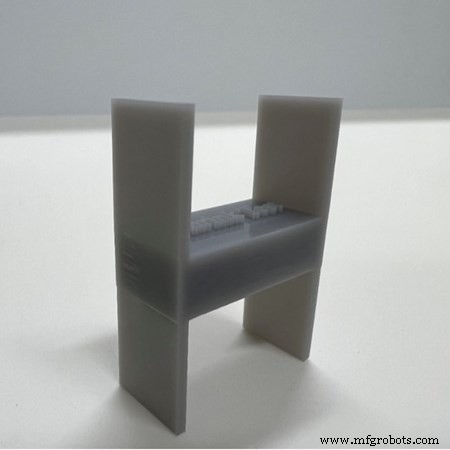
En general, cuanto más desigual es la distribución del material en una pieza, más propensa es a ser víctima de un fenómeno conocido como contracción diferencial. Ciertas geometrías y tamaños de piezas son inherentemente más propensos a encogerse porque no incluyen el soporte adecuado de las capas anteriores de material. Para ilustrar esto, piense en una letra mayúscula "H". Cuando la sección de la barra transversal aparece capa por capa en el medio, tiende a tirar de las patas de soporte hacia adentro, lo que hace que la parte se incline cerca de la parte inferior. Para evitar el encogimiento diferencial, hay un par de opciones. A menudo, construimos piezas SLA en ángulo para reducir el área de la superficie y, por lo tanto, la tensión general que se encuentra en cada capa. Esto también ayuda a aumentar la dimensionalidad de la pieza y la precisión de las tolerancias. Además, construimos partes tumbadas para que cada capa formada tenga la misma superficie que la capa debajo de ella, y no haya grandes cambios de sección transversal. Cuando se requieren funciones de pieza de alta resolución o de dimensión crítica, recomendamos que las piezas se orienten para colocar esas funciones en la superficie orientada hacia arriba de la pieza. Tenga en cuenta que construir piezas en ángulo puede dar como resultado piezas con un acabado superficial no ideal si la estética es clave.
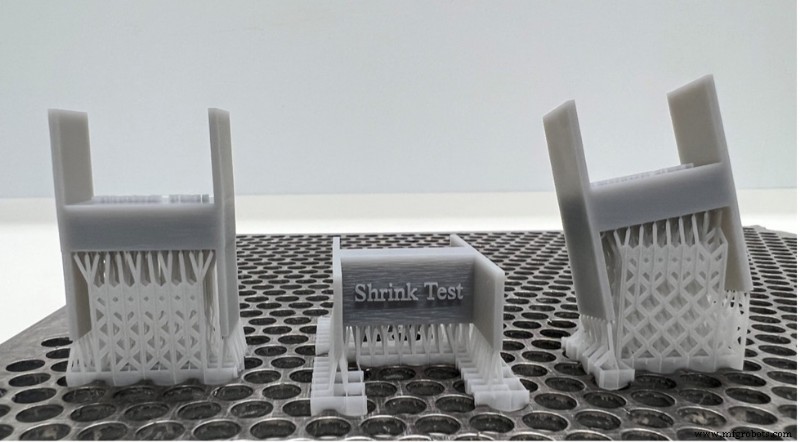
El encogimiento diferencial se puede evitar orientando para eliminar cambios de sección transversal pequeños a grandes en la pieza (que se muestra arriba) o orientando la pieza en ángulo (que se muestra a la derecha).
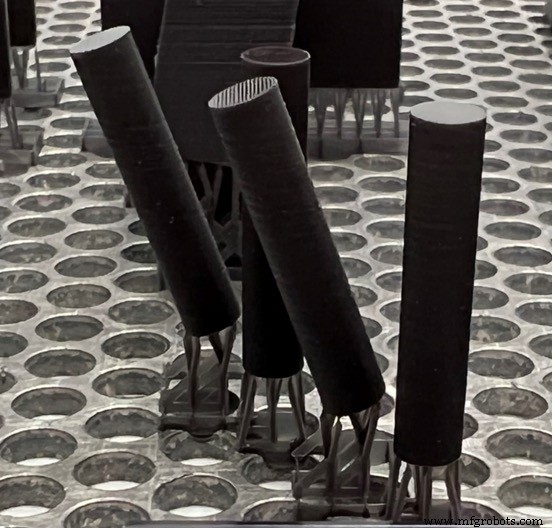
Si el objetivo son las características cosméticas suaves, construya las piezas verticalmente. Construir en ángulo causará líneas de capa visibles como se muestra en el cilindro en ángulo.
Orientación para lograr el acabado superficial deseado
Si es importante que su pieza tenga un acabado cosmético para usar en una feria comercial o en exhibición, tenderemos a construir la pieza plana y no en ángulo. Cualquier característica crítica debe mirar hacia arriba, ya que las superficies superiores serán suaves y más propensas a la precisión dimensional. Por otro lado, si su pieza está construida hacia abajo, las estructuras de soporte que deben quitarse y chorrearse eliminarían cualquier efecto brillante.
El efecto brillante se muestra en la "H" que se construyó acostada. La "H" construida en ángulo resalta las líneas de capa y los efectos visuales que pueden tener en el texto.
Como regla general, nuestro equipo puede elegir una orientación diferente para brindarle la pieza de mejor calidad. Una cosa importante a tener en cuenta es que si no especifica la orientación deseada de la pieza (horizontal o vertical), elegiremos automáticamente la orientación para cumplir con el tiempo de construcción más rápido posible. Informarnos qué aspectos son más vitales para sus piezas impresas en 3D nos ayuda a determinar la mejor manera de orientar su pieza durante el proceso de construcción. En general, lo más importante es que si tiene una necesidad particular de una pieza impresa en 3D, ya sean características críticas, consideración de costos o un acabado de superficie específico deseado, asegúrese de informar a nuestro equipo de ingenieros con anticipación para que podamos garantizar su parte cumple con sus objetivos específicos.
Tecnología Industrial
- Cómo la tecnología de impresión 3D será una parte clave de la Industria 4.0
- Cómo afecta la seguridad al IIoT y al seguimiento de activos
- Impresión 3D y creación de prototipos
- Diseño para impresión Parte 2:Por qué las piezas impresas en 3D se deforman y cómo detenerlo
- ¿Qué es la impresión 3D? - Tipos y cómo funciona
- ¿Qué es la porosidad de soldadura y cómo prevenirla?
- Acabados superficiales de PCB:HASL, OSP y ENIG
- ¿Cómo mejorar el acabado de la superficie de fundición en arena de aluminio?
- Prototipado de piezas mecánicas:elección entre impresión 3D y mecanizado CNC
- Cómo maximizar el rendimiento y la calidad de las piezas al enhebrar
- Impresión 3D:¿cuáles son sus impactos en el mecanizado y el diseño industrial?