


Trabajar con tolerancias de chapa metálica
Al elegir un fabricante para sus piezas de chapa, el término tolerancia aparece a menudo. Todo el mundo quiere que sus piezas sean réplicas exactas de sus modelos, pero en verdad, siempre tiene que haber cierto margen de maniobra en la definición de la perfección. Esa variación es lo que todos llamamos tolerancia. Aunque el término se usa todo el tiempo, la realidad de las tolerancias de fabricación puede complicarse bastante según el proceso en cuestión. Esta publicación comparará los procesos de mecanizado, impresión 3D y chapa y cómo afectan las tolerancias alcanzables.
Fabricación de chapa metálica frente a mecanizado frente a impresión 3D
El mecanizado y la impresión 3D son métodos de fabricación de alta precisión, que eliminan o agregan (respectivamente) material con precisión para producir una geometría final. La chapa es un método de fabricación un poco menos preciso que se basa en cortar, doblar y estirar láminas finas de metal para producir una geometría final. Las tolerancias más flexibles que se logran con el método de la lámina de metal son producto de los procesos altamente variables que se usan para lograr una geometría.
El mecanizado proporciona el marco de referencia más conocido para las tolerancias de fabricación. A menudo vemos bloques de tolerancia de mecanizado en impresiones de chapa, como esta a la derecha.
En la facultad de ingeniería, enseñan que ±0,005 pulg. (0,127 mm) para tres cifras significativas es la tolerancia de referencia. Esto es posible porque hay una máquina que crea funciones independientemente de las funciones ya creadas. No importa si perforó un orificio en un lugar, la posición y el tamaño del siguiente orificio estarán determinados únicamente por la máquina que realiza el corte.
La impresión 3D también es un método de fabricación preciso, aunque el nivel real de precisión está determinado por los materiales y procesos utilizados. Tenga en cuenta que, al igual que el mecanizado, la impresión 3D crea funciones en una pieza, independientemente de las funciones anteriores. Continuará agregando material en los lugares necesarios y manteniendo un alto nivel de precisión (suponiendo que su diseño soporte adecuadamente la pieza durante la fabricación). Aquí en Protolabs, las tolerancias de impresión 3D varían de ± 0,002 pulg. a ± 0,012 pulg. (± 0,051 mm a 0,305 mm).
| A menos que se indique lo contrario: | |
| .XX | ±0,01 |
| .XXX | ±0,005 |
| .XXXX | ±0,0005 |
| Ángulos | ± 0,5* |
En cierto sentido, la chapa se encuentra entre la fabricación y los productos artesanales. Doblamos y estiramos el material para lograr una geometría final. No estamos agregando y quitando metal con una sola máquina de alta precisión. De hecho, la fabricación de chapa requiere casi una docena de máquinas, dependiendo de las características requeridas. Incluso la pieza conformada más básica requiere una máquina cortadora y una máquina dobladora, cada una con sus propias tolerancias y limitaciones.
Tolerancias de chapa metálica de Protolabs
Desglosamos las tolerancias en dos categorías.
- Tolerancias en una superficie
- Tolerancias en múltiples superficies
Las tolerancias en una superficie son mucho más estrictas que las de varias superficies. Al mirar una sola superficie, la mayoría de las características se crean utilizando una máquina, un láser o un punzón. Al igual que el mecanizado y la impresión 3D, esto nos permite mantener tolerancias más estrictas. Cuando introducimos curvas en la geometría, las cosas se vuelven un poco menos claras.
Tolerancias en una superficie
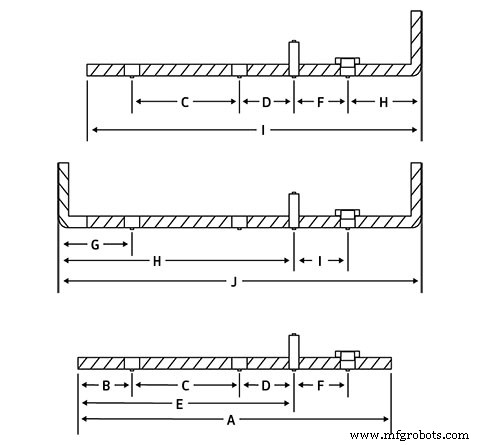
Consulte la siguiente tabla para conocer las tolerancias estándar de cada sección marcada de la pieza.
| Característica | Referencia | Tolerancia +/- |
| De borde a borde | A | 0,005 pulg. (0,13 mm) |
| Borde a agujero | B | 0,005 pulg. (0,13 mm) |
| Hoyo a hoyo | C | 0,005 pulg. (0,13 mm) |
| Agujero en herrajes* | D | 0,010 pulg. (0,25 mm) |
| Del borde al hardware* | E | 0,010 pulg. (0,25 mm) |
| Hardware a hardware* | F | 0,015 pulg. (0,38 mm) |
| Doblar al agujero | G | 0,015 pulg. (0,38 mm) |
| Doblar al hardware* | H | 0,015 pulg. (0,38 mm) |
| Doblar al borde | yo | 0,010 pulg. (0,25 mm) |
| Curva a curva | J | 0,015 pulg. (0,38 mm) |
* Se considera hardware a los espárragos, tuercas, separadores u otro producto de autosujeción.
Tolerancias en varias superficies
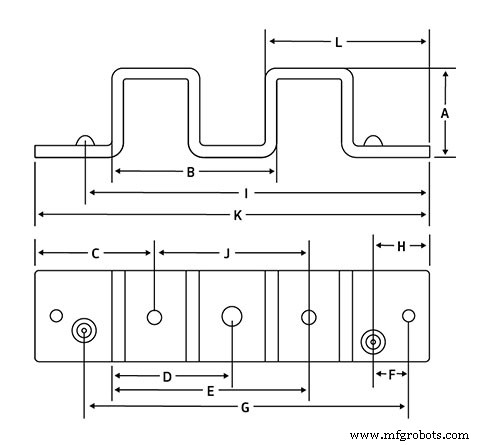
Consulte la siguiente tabla para conocer las tolerancias estándar de cada sección marcada de la pieza.
Característica | Referencia | Tolerancia +/- |
| Curva a curva | A | 0,015 pulg. (0,38 mm) |
| Curva a curva | B | 0,030 pulg. (0,76 mm)* |
| Borde a agujero | C | 0,015 pulg. (0,38 mm) |
| Doblar al agujero | D | 0,030 pulg. (0,76 mm)* |
| Doblar al agujero | E | 0,030 pulg. (0,76 mm)* |
| Agujero a función formada | F | 0,010 pulg. (0,25 mm) |
| Agujero a función formada | G | 0,030 pulg. (0,76 mm)* |
| Borde a elemento formado | H | 0,010 pulg. (0,25 mm) |
| Borde a elemento formado | yo | 0,030 pulg. (0,76 mm) |
| Hoyo a hoyo | J | 50 mm (0,020 pulg.)* |
| De borde a borde | K | 0,030 (0,76 mm) * |
| Borde a doblar | L | 0,030 (0,76 mm) * |
* No acumulativo.
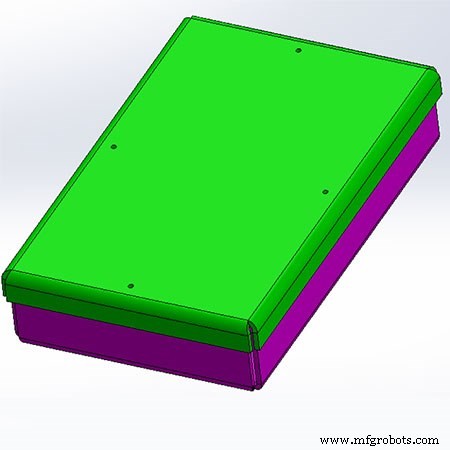 Una caja de chapa con una tapa básica puede parecer de diseño simple, pero hay matices que se deben tener en cuenta para garantizar una ajuste adecuado.
Una caja de chapa con una tapa básica puede parecer de diseño simple, pero hay matices que se deben tener en cuenta para garantizar una ajuste adecuado. La lucha del apilamiento
Usemos esta caja y tapa como estudio de caso de tolerancias de chapa. Esto nos permitirá analizar las implicaciones de la fabricación de chapa metálica en las tolerancias alcanzables. Este montaje engaña por su sencillez. A medida que profundizamos en el diseño, eche un vistazo a los matices involucrados en el diseño de buenas piezas de chapa.
Primero, eche un vistazo a la tapa verde. Esta parte tiene cuatro pestañas formadas a partir de la sección central. Esta sección central tiene cuatro orificios que se utilizan para montar la tapa en la caja rosa que se encuentra debajo. Estos cuatro orificios se cortan con un láser y su posición y tamaño se controlan estrictamente mediante un proceso controlado por computadora. Estos orificios se ubicarán con precisión y libres del impacto del ángulo de curvatura circundante y las tolerancias lineales.
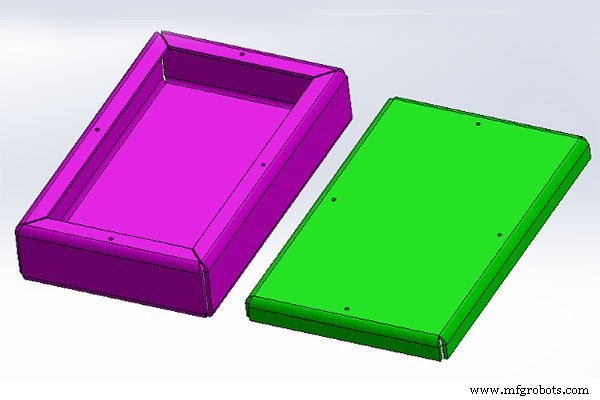 Al quitar la tapa de chapa, se revelan características adicionales que ayudan a crear una caja bien diseñada con tapa.
Al quitar la tapa de chapa, se revelan características adicionales que ayudan a crear una caja bien diseñada con tapa. La situación es ligeramente diferente para los agujeros en nuestra caja rosa. A diferencia de los agujeros en la tapa, que están todos en la misma superficie, los agujeros en la caja están en cuatro superficies diferentes, cada una separada por cuatro curvas. Cruzar las cuatro curvas, medir orificio a orificio, nos da una tolerancia lineal de ±0,030 pulg. (±0,762 mm) y una tolerancia angular de apilamiento de 1° por curva. Esto significa que la ubicación de estos agujeros no está tan estrictamente controlada como en la tapa. Es fundamental tener esto en cuenta cuando diseñe componentes de chapa metálica.
Entonces, ¿qué puedes hacer para superar esto? Puede abrir los orificios de la tapa para permitir la desalineación de los orificios de montaje o usar un hardware flotante en la caja que permita la desalineación entre la tapa y la caja. Combine ambos enfoques y habrá minimizado efectivamente las tolerancias de apilamiento que se ven en el cuadro. Obtiene un ensamblaje funcional que se acopla de manera confiable y sorprenderá a su cliente con su destreza en el diseño de láminas de metal.
Conclusiones de tolerancia
Fabricamos componentes de chapa de precisión. Sin embargo, la precisión no es la misma en todos los métodos de fabricación. Un diseñador no puede esperar mantener tolerancias similares a las del mecanizado en su pieza de chapa. Si comprende esto y tiene en cuenta las pautas de diseño y su enfoque de la chapa, también puede lograr grandes cosas con sus piezas.
Tecnología Industrial
- para doblar chapa con una plegadora
- ¿Cuáles son los beneficios de trabajar con un fabricante de metal local?
- Proceso de formación de chapa
- Plegado de chapa metálica
- Técnicas de fabricación de chapa
- Rentabilidad del punzonado de chapa
- ¿Qué es el punzonado de chapa?
- Una descripción general de la chapa fina
- ¿Qué es enderezar chapa?
- Diferentes tipos de operaciones de chapa con diagrama
- Fabricación de chapa:101