


Cómo evitar líneas de flujo en piezas moldeadas
 Muestra del efecto de remolino de un material de nailon con colorante amarillo. La elección de una resina precompuesta habría ayudado al cliente a evitar este problema.
Muestra del efecto de remolino de un material de nailon con colorante amarillo. La elección de una resina precompuesta habría ayudado al cliente a evitar este problema.
Los jugadores de baloncesto que no pueden fallar un tiro pueden decir que están en la zona . Un psicólogo describió ese fenómeno:encontrar el flujo —como un estado de compromiso productivo que a menudo se dice que es el secreto de la felicidad.
Sin embargo, encontrar líneas de flujo en piezas moldeadas por inyección resultará en clientes e ingenieros de diseño descontentos. Eso es especialmente cierto cuando las líneas de flujo son visibles en piezas para dispositivos médicos, aplicaciones automotrices o productos de consumo, industrias que dependen en gran medida del moldeo por inyección.
Las líneas de flujo son irregularidades superficiales, patrones ondulados o un efecto ondulado, quizás de un color ligeramente diferente, que pueden aparecer en las piezas moldeadas por inyección.
La buena noticia es que las líneas de flujo son solo una preocupación estética y no afectan la resistencia ni la integridad estructural de una pieza, que funcionará según lo previsto.
Aún mejor, los diseñadores y los fabricantes que producen sus piezas tienen formas de reducir las líneas de flujo y lograr su objetivo de crear piezas de plástico de alta calidad.
 El análisis de diseño para fabricación (DFM) de Protolabs resalta automáticamente áreas delgadas y gruesas en su modelo CAD, lo que puede ayudar iniciar debates sobre formas de garantizar un flujo constante a través del molde.
El análisis de diseño para fabricación (DFM) de Protolabs resalta automáticamente áreas delgadas y gruesas en su modelo CAD, lo que puede ayudar iniciar debates sobre formas de garantizar un flujo constante a través del molde. Ir con la corriente
Antes de analizar esos diseños y otras consideraciones, recuerde que el moldeo por inyección de plástico es un proceso de fabricación que consiste en calentar gránulos de resina hasta que estén fundidos y, de acuerdo con las instrucciones digitales programadas en la computadora que dirige el proceso de moldeo, inyectar ese material fundido en una herramienta de metal. (El molde). Una vez enfriado, tiene una pieza termoplástica de grado de producción final.
Durante el proceso de moldeo por inyección, las líneas de flujo suelen producirse cuando el plástico líquido fundido que fluye a través del molde entra en contacto con el material plástico que ya se ha enfriado.
Eso es más probable que ocurra cuando el plástico caliente fluye desde las áreas del molde con paredes más gruesas hacia aquellas con paredes más delgadas, donde el plástico ya se ha enfriado y se ha vuelto gomoso. El grosor uniforme de la pared puede ayudar a garantizar un caudal de material adecuado para que el plástico en áreas delgadas no se enfríe antes de llenar por completo las secciones más gruesas.
Debido a que algunas partes no pueden tener el mismo grosor en todas partes, los cambios graduales, en lugar de drásticos, entre las áreas de paredes gruesas y delgadas ayudarán a evitar diferencias en el flujo de material que pueden causar líneas de flujo. El análisis de diseño para fabricación (DFM) de Protolabs resalta automáticamente las áreas delgadas y gruesas en su modelo CAD, lo que puede servir para iniciar discusiones sobre formas de reducir esas variaciones.
Otra forma de mantener el plástico fundido en movimiento es evitar las esquinas internas afiladas, aquellas con bordes de 90 grados, en el diseño de su molde. Es mejor diseñar esquinas como una suave curva en un río. El plástico redondeará fácilmente las esquinas, siguiendo los radios de esas curvas para llenar el molde de manera más uniforme.
Algunos clientes agregan nervaduras o paredes verticales delgadas a su diseño, básicamente creando un esqueleto dentro de la pieza, para aumentar la integridad estructural de las piezas moldeadas por inyección. Las costillas colocadas a lo largo de una pieza también pueden servir como canales de flujo para ayudar a que el plástico pase de un lado al otro más rápido y más fácilmente.

La mezcla suave de colorantes personalizados también es importante para evitar líneas de flujo en las piezas moldeadas.
Elección de materiales para mejorar el flujo de resina
Cada plástico se comporta de manera algo diferente en el proceso de moldeo por inyección. Aquellos con temperaturas de fusión más bajas y menor viscosidad, como el polietileno y el polipropileno, fluyen fácilmente y llenarán los moldes de manera más suave y uniforme.
Otros, como los policarbonatos, son pegajosos y serían una mala elección para piezas delgadas debido a la dificultad de lograr que llenen un molde correctamente. Los termoplásticos ABS están en el medio y funcionan para algunas aplicaciones.
Los plásticos, sin embargo, no son intercambiables. Algunas partes deben ser fuertes o flexibles, mientras que otras pueden requerir resistencia a impactos o químicos. Con la amplia variedad de plásticos disponibles en la actualidad, otro material de la misma familia con una mejor velocidad de fluidez o viscosidad puede ser una opción para evitar líneas de flujo y producir una mejor pieza.
Evitar líneas de flujo antes de la producción
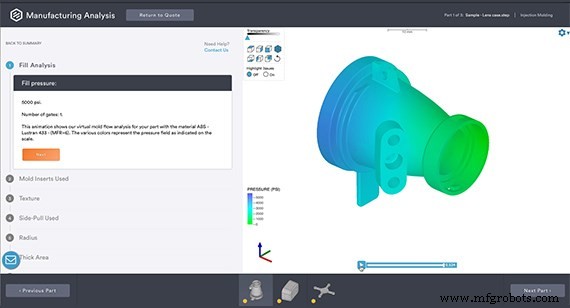
Los miembros expertos del equipo de moldeo pueden procesar líneas de flujo y otros problemas antes de producir piezas de clientes a partir de un nuevo molde. Los operadores pueden ajustar varios parámetros en el dispositivo para reducir las líneas de flujo. Estos incluyen aumentar la velocidad de inyección del material que ingresa a la pieza, elevar la temperatura del material o aumentar la presión de llenado. Antes de que la resina llegue al molde, la simulación de flujo de molde digital de Protolabs puede identificar cuándo cambiar el grosor de una pieza o el tipo de plástico utilizado mejoraría el flujo de material en el molde y permitiría la producción a niveles de presión seguros.
Un fabricante digital como Protolabs puede producir piezas finales en tan solo un día utilizando herramientas de aluminio rentables para piezas moldeadas por inyección, con una opción de ahorro de costes para pasar de la creación de prototipos a la fabricación bajo demanda. Un presupuesto con análisis de diseño gratuito de una pieza está disponible en cuestión de horas.
Tecnología Industrial
- Flujo de datos
- De eléctrico a electrónico
- Flujo de electrones convencional versus flujo de electrones
- Líneas de transmisión de longitud finita
- AZL e IKV exploran cintas termoplásticas en piezas moldeadas por inyección
- 6 razones para elegir piezas mecanizadas sobre moldeadas
- Cómo evitar soluciones alternativas para sujetar herramientas
- Tratamiento térmico de piezas mecanizadas de precisión
- ¿Qué es una línea de transmisión de PCB?
- Pulido de metales en un mundo de piezas impresas en 3D
- Tolerancias GD&T en la fabricación de piezas