


Refrigeración por neblina de aire en colada continua
Enfriamiento por niebla de aire en colada continua
Se requiere una máquina de colada continua (CCM) para colar eficientemente una amplia gama de grados de acero en el entorno actual. Esta gama varía desde grados de carbono ultra bajo y bajo en carbono hasta grados de tubería de alta calidad y alto contenido de carbono y baja aleación. La producción constante de estos productos de primera calidad necesita una mayor flexibilidad operativa y de mantenimiento del CCM para que se puedan mantener los parámetros de fundición óptimos en el CCM para cada grado de acero. Esta flexibilidad se extiende no solo a los elementos de la máquina y los sistemas de control, sino también a la zona de enfriamiento secundaria de la máquina (Fig. 1) y exige un enfriamiento por aspersión más eficiente y confiable en la zona. Por lo tanto, la zona de enfriamiento secundario también se ha convertido en un área de atención en el entorno actual debido a la demanda de una mejor calidad del producto y una mayor productividad del CCM. Los CCM ahora necesitan un sistema muy eficiente para el enfriamiento por aspersión en la zona de enfriamiento secundario.
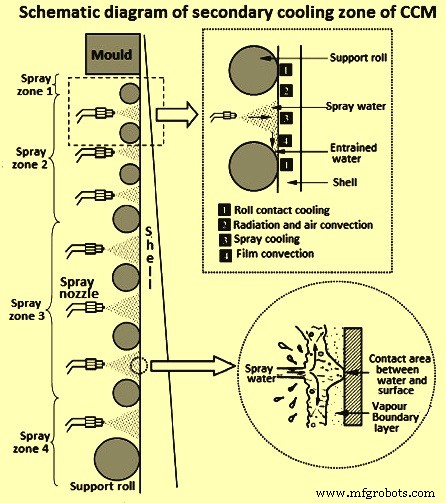
Fig. 1 Diagrama esquemático de la zona de enfriamiento secundaria de CCM
El enfriamiento por agua juega un papel importante en la extracción de calor del acero líquido en solidificación tanto en el molde como después de que el acero fundido sale del molde durante la colada continua del acero. Se caracteriza por fenómenos de ebullición complejos. Las tasas de extracción de calor durante el enfriamiento con agua, que dependen en gran medida de la temperatura de la superficie del metal y pueden cambiar rápidamente con el tiempo a medida que la hebra se enfría. Por lo tanto, el enfriamiento incontrolado puede causar fluctuaciones en los gradientes de temperatura dentro de la capa de acero en solidificación y generar tensiones térmicas de tracción en el frente de solidificación que, en última instancia, pueden conducir a la aparición de roturas/grietas calientes en el producto final. La vista esquemática del enfriamiento secundario y la relación entre el flujo de calor y la temperatura de la superficie del acero se muestra en la Fig. 2.
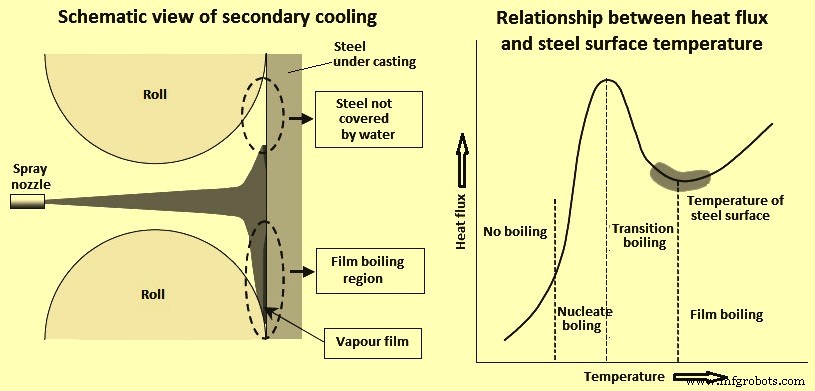
Fig. 2 Vista esquemática del enfriamiento secundario y la relación entre el flujo de calor y la temperatura de la superficie del acero
El enfriamiento por aspersión es la única parte controlable del proceso de enfriamiento secundario y, por lo tanto, es el factor principal para determinar la calidad del producto y la productividad del proceso de colada continua. El sistema de enfriamiento por aspersión utiliza boquillas para rociar agua. El propósito principal de las boquillas es el enfriamiento de la superficie de la hebra. La disposición de las boquillas de aspersión y los parámetros del proceso determinan las características del enfriamiento del agua de aspersión. La disposición de la boquilla de rociado define el área de la superficie de la hebra donde se produce el enfriamiento por rociado, mientras que los parámetros del proceso, como la presión de operación y los caudales, determinan la intensidad y distribución del enfriamiento en la superficie de la hebra. La extracción de calor de la superficie de la hebra que define el enfriamiento y el proceso de solidificación es el resultado tanto de la disposición de las boquillas como de los parámetros del proceso.
El criterio principal para la selección de la boquilla de aspersión es el coeficiente de transferencia de calor que está determinado por el patrón de aspersión, la distribución del líquido (densidad) y el volumen. Los potenciales de optimización en la disposición de las boquillas incluyen (i) la alineación de las boquillas, (ii) el diseño de la tubería de cabecera y segmento, y (iii) la optimización de la distribución de líquidos. Para la optimización de los parámetros del proceso, los potenciales radican en la elección de (i) el tipo de atomización (neblina de aire o agua solamente), (ii) la cinética de pulverización, (iii) el potencial de pulverización y (iv) la eficiencia de enfriamiento correlacionada que se mide por el coeficiente de transferencia de calor.
La necesidad de tener una buena calidad del producto de acero fundido y una mayor productividad de la máquina de colada continua ha centrado la atención en la necesidad de sistemas más eficientes de enfriamiento secundario durante la colada continua de acero líquido. El enfriamiento por neblina de aire en la zona de enfriamiento secundaria de un CCM es un paso en esta dirección. Las boquillas de nebulización de aire utilizan aire comprimido en combinación con presión de agua para atomizar el agua de refrigeración secundaria. Esto proporciona una relación de reducción/control mucho más amplia que es necesaria en caso de que la mezcla de productos cubra una amplia gama de grados de acero. Las boquillas de nebulización de aire también ofrecen un paso libre interno mucho más grande en comparación con las boquillas de fluido único del mismo tamaño de caudal.
Principio del enfriamiento por nebulización de aire
El enfriamiento por neblina de aire funciona forzando el agua a través de boquillas de neblina especialmente diseñadas. Esto crea una neblina (niebla) de gotas de agua ultrafinas con un tamaño promedio de 25 micras (0,025 mm) o menos. Con el enfriamiento por neblina a alta presión, se puede obtener un tamaño de gota aún más pequeño, tan pequeño como 5 micras (0,005 mm). Esto crea un área de superficie más grande que un campo grande con solo un litro de agua. Una mayor superficie ayuda a que el agua se evapore muy rápidamente. Estas pequeñas gotas de agua (niebla) absorben rápidamente la energía (calor) presente en el ambiente y se evaporan, convirtiéndose en vapor de agua (gas). La energía (calor) utilizada para convertir el agua en vapor de agua se elimina del medio ambiente y, por lo tanto, se enfría el medio ambiente.
La humedad relativa del aire en el ambiente juega un papel importante en el enfriamiento de la neblina de aire. Es la cantidad de humedad (agua) en el aire comparada con la cantidad de humedad que el aire puede absorber a la misma temperatura. Este es un factor crucial para determinar el potencial máximo de enfriamiento por neblina de aire. Cuanto menor sea la humedad relativa, más agua se puede vaporizar, lo que permite eliminar más calor. En el caso del enfriamiento por aspersión de agua, cuando se rocía agua sobre la superficie de acero por encima de una temperatura determinada, se produce una fina capa de vapor entre la superficie de acero y el agua. Esta condición a menudo se denomina "ebullición de película" (Fig. 2). Los estudios que han utilizado boquillas de aspersión hidráulicas sugieren que el coeficiente de transferencia de calor depende en gran medida del flujo másico de agua generado por la boquilla de aspersión. Sin embargo, la adición de aire al agua pulverizada crea una situación compleja. El aire provoca la atomización del agua, lo que ayuda a enfriar una superficie de acero.
El término fenómenos de Leidenfrost se le da al conjunto de fenómenos que se observan cuando se coloca o se derrama una pequeña cantidad de líquido sobre una superficie muy caliente. Lleva el nombre del médico alemán J. G. Leidenfrost. El fenómeno Leidenfrost es un fenómeno en el que un líquido, en contacto cercano con una masa significativamente más caliente que el punto de ebullición del líquido, produce una capa de vapor aislante que evita que el líquido hierva rápidamente. El punto de Leidenfrost significa el inicio de una película de ebullición estable. Representa el punto de la curva de ebullición donde el flujo de calor es mínimo y la superficie está completamente cubierta por una capa de vapor. La transferencia de calor de la superficie al líquido se produce por conducción y radiación a través del vapor.
Una mayor densidad específica del agua no es el único factor decisivo para el coeficiente de transferencia de calor. La relación aire/agua también se debe considerar con aire comprimido proporcionando la energía cinética necesaria para la penetración a través de la capa de vapor sobre la superficie de la hebra. Esto es importante más allá de los 650 grados C debido al fenómeno de Leidenfrost. Además, el ángulo de rociado de la boquilla y la altura del rociado juegan un papel importante. Ambos determinan las huellas de rociado (ancho y profundidad del rociado) y, por lo tanto, son factores que influyen en la densidad del chorro de agua (flujo de agua) y el impacto del chorro. Además de estas dos variables, la relación entre el volumen de aire comprimido y el caudal de agua se debe considerar como otro factor en el proceso de enfriamiento secundario. El enfriamiento por rociado en la hebra implica la ebullición y la formación de una capa de vapor sobre la superficie del acero. El aire comprimido proporciona la energía cinética necesaria para la penetración de las gotas a través de la capa de vapor.
Boquilla de niebla de aire
El enfoque inicial para el sistema de enfriamiento secundario de los CCM se basó en la utilización de boquillas de rociado de un solo fluido. La tecnología de las boquillas ha experimentado mejoras desde entonces, aunque varias máquinas todavía funcionan solo con sistemas de enfriamiento a base de agua y logran una alta productividad y una alta calidad del producto. Sin embargo, en el entorno actual, los CCM necesitan una gran flexibilidad en cuanto a los grados de acero y la variación del tamaño de la sección y esto requiere una gran flexibilidad en el sistema de refrigeración secundario y, por lo tanto, los CCM deben estar equipados con boquillas de niebla de aire.
Las características esenciales de las modernas boquillas de nebulización de aire son la cámara de mezcla, el tubo de extensión, los adaptadores de entrada de agua y aire y sus geometrías internas y la geometría de la punta de la boquilla. Estos componentes deben diseñarse con precisión para garantizar un coeficiente de transferencia de calor muy alto, ángulos de pulverización estables y una distribución uniforme del agua. Las boquillas de niebla de aire tienen características de no obstrucciones y no hay piezas de desgaste en la cámara de mezcla de aire y agua. El ancho de rociado de estas boquillas es estable dentro de un amplio rango de presión de agua. Por lo tanto, estas boquillas tienen características de pulverización constantes y uniformes.
La boquilla de niebla de aire debe cumplir con los requisitos de (i) atomización del agua de enfriamiento en una niebla fina para un enfriamiento uniforme del acero, (ii) descarga de ángulo amplio de la corriente de niebla para reducir la instalación de la cantidad de boquillas, (iii) ) aumentar el tamaño de la salida de la boquilla para reducir la obstrucción de la boquilla y aumentar el rango de volumen de agua descargada, y (iv) el tamaño de la boquilla es para facilitar su instalación entre los rodillos. Los factores importantes en el enfriamiento de la neblina de aire que contribuyen a las condiciones efectivas de transferencia de calor son (i) la densidad de flujo del rociado de la neblina de aire y (ii) la velocidad del rociado.
Es deseable tener boquillas de nebulización de aire con una relación de reducción amplia para mantener los tipos de boquillas instaladas en un CCM en números mínimos. Esto ayuda tanto en el mantenimiento como en el mantenimiento del inventario de boquillas a niveles bajos.
Dado que las boquillas de nebulización de aire funcionan con aire comprimido además de agua, las secciones transversales libres requeridas para proporcionar el mismo caudal de agua aumentan en comparación con las boquillas de un solo fluido. Las secciones transversales libres aumentadas son menos propensas a la obstrucción interna de la boquilla, generalmente causada por la mala calidad del agua de pulverización y, como tal, muestran una mayor vida útil de la boquilla y una carga de trabajo de mantenimiento reducida. La figura 3 y la pestaña 1 comparan la boquilla de fluido simple con la boquilla de nebulización de aire.
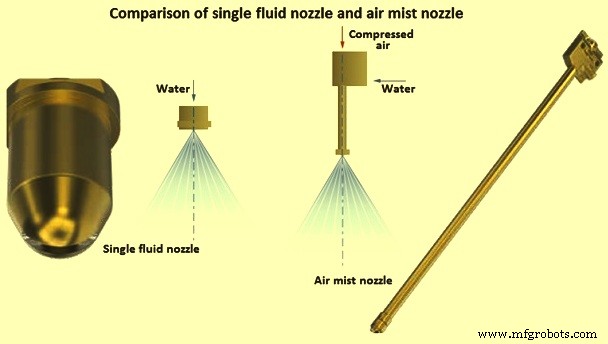
Fig. 3 Comparación de boquilla de fluido único y boquilla de nebulización de aire
| Pestaña 1 Comparación de enfriamiento por nebulización de aire con enfriamiento por fluido único | ||
| Núm. Sl. | Enfriamiento por niebla de aire | Refrigeración de fluido único |
| 1 | Relación de reducción del flujo de agua máxima 30:1 | Relación de reducción del caudal de agua máxima 3,7:1 |
| 2 | Grandes secciones transversales | Pequeñas secciones transversales |
| 3 | Mínima tendencia a la obstrucción | Mayor tendencia a la obstrucción |
| 4 | Ángulo de pulverización constante | El ángulo principal de pulverización varía con la presión |
| 5 | Distribución uniforme de líquidos | Distribución desigual de líquidos |
| 6 | Mayores capacidades de extracción de calor | Capacidades limitadas de extracción de calor |
| 7 | Proporciona un amplio rango de velocidad de fundición para condiciones ideales de solidificación | Proporciona un rango de velocidad de fundición limitado para condiciones ideales de solidificación |
| 8 | Permite fundir una amplia gama de grados de acero en el CCM | Restringe el rango de calidades de acero que se funden en el CCM |
| 9 | Necesita menor caudal de agua | Necesita mayor caudal de agua |
| 10 | Mayor costo de instalación | Menor costo de instalación |
En el sistema de enfriamiento secundario de los CCM, es necesario que las boquillas proporcionen una distribución uniforme del agua en la superficie de la hebra y en toda la relación de reducción. Se pueden lograr tolerancias de + / – 15 % del valor medio con una disposición de boquillas múltiples a presiones de agua que oscilan entre 1 kg/cm2 y 7 kg/cm2. En la Fig. 4 se muestran las distribuciones uniformes de rociado proporcionadas por las boquillas de nebulización de aire en las relaciones de reducción mínima y máxima.
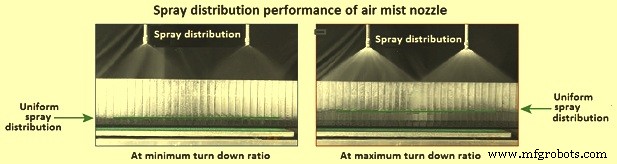
Fig. 4 Rendimiento de distribución de pulverización de la boquilla de nebulización de aire
La principal ventaja de la boquilla de niebla de aire sobre la boquilla de fluido simple es una mayor relación de reducción de agua. La tasa de reducción del agua se calcula a partir del caudal a la presión de agua operativa máxima (normalmente 7 kg/cm2) dividido por el caudal a la presión operativa mínima (normalmente 0,5 kg/cm2 para boquillas de nebulización de aire y 1 kg/cm2 cm para boquillas de un solo fluido). Las boquillas muestran una distribución estable del agua de pulverización dentro de estos rangos de presión de funcionamiento. Las proporciones típicas de reducción de agua para las boquillas de niebla de aire varían en el rango de 10:1 a 30:1, mientras que las de las boquillas de fluido único varían típicamente en el rango de 2,6:1 a 3,7:1. La mayor relación de reducción proporciona una mayor flexibilidad en términos de variación de la transferencia de calor. Esto se ilustra en la figura 5.
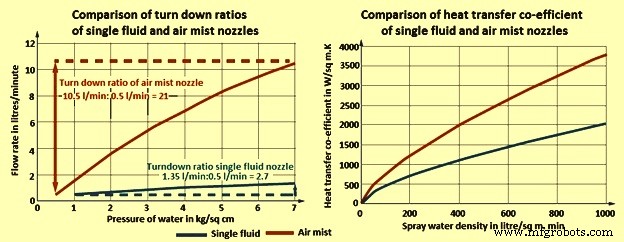
Fig. 5 Comparación de índices de reducción y coeficiente de transferencia de calor de boquillas de fluido único y de niebla de aire
Boquillas de niebla de aire para colada de tochos y tochos
Cuando el enfriamiento por neblina de aire se convierte en un CCM de palanquilla o tocho, la boquilla de chorro plano generalmente no es la mejor opción. Esto es especialmente cuando se experimentan las "grietas a mitad de camino". Las grietas a mitad de camino se forman debido al recalentamiento de la superficie de la hebra después de haber pasado la zona de extracción de calor agudo debajo de un chorro de rociado. Durante este proceso de recalentamiento, la superficie se expande e impone una tensión de tracción en el material interno más caliente y más débil que luego puede agrietarse. El uso de toberas de chorro plano intensifica este efecto.
Las boquillas de cono completo o las boquillas ovaladas brindan un enfriamiento más suave al extraer el calor sobre un área de superficie extendida. Estos dos patrones de rociado son el estándar para los sistemas de enfriamiento secundario de agua de un solo fluido, sin embargo, no ha habido una versión adecuada que use neblina de aire. Las boquillas de nebulización de aire de cono completo comunes muestran rendimientos de pulverización inestables, consumos de aire muy altos y una tendencia a obstruirse con mucha facilidad. Boquillas de nebulización de aire de cono ovalado con orificios de múltiples ranuras. Los patrones de rociado no uniformes y las ranuras muy estrechas y fáciles de obstruir han hecho que estas boquillas sean apenas más que un compromiso.
Con el desarrollo de una nueva generación de boquillas de nebulización de aire de cono completo y ovalado, ahora es posible utilizar eficazmente el enfriamiento por nebulización de aire en los CCM de palanquilla y tochos. El diseño de bloque compacto permite el montaje tanto en barras de rociado horizontales como en el cabezal de boquilla vertical 'banana'. En la Fig. 6 se muestra una boquilla de nebulización de aire tipo cono completo.

Fig. 6 Boquilla típica de nebulización de aire de cono lleno
Con estas boquillas, se han logrado relaciones de reducción de 1:14 en un rango de presión de agua de 1 kg/cm2 y 10 kg/cm2 a una presión constante de aire de 2 kg/cm2. Los ángulos de aspersión nominales para la boquilla circular de cono lleno varían de 0 a 90 grados. Los pasos libres con 2 mm de diámetro son alrededor de 3 veces mayores que antes para un tamaño de boquilla con caudales que van desde 0,5 litros por minuto (l/min) a 1 kg/cm2 de presión de agua y 5 l/min a 7 kg/cm2 presión de agua a una presión de aire constante de 2 kg/cm2.
La pestaña 2 ofrece una comparación del rendimiento del enfriamiento por nebulización de aire y el enfriamiento por aspersión en algunas de las plantas siderúrgicas japonesas
| Pestaña 1 Comparación del enfriamiento por nebulización de aire y el enfriamiento por aspersión en algunas plantas japonesas | |||||
| Sl.Núm. | Planta siderúrgica | Obstrucción | Mantenimiento | ||
| Refrigeración mediante niebla de aire | Refrigeración por pulverización | Enfriamiento por niebla de aire | Refrigeración por pulverización | ||
| 1 | Planta A | 0,89 % en 15 días* | Varía del 1,5 % al 19,8 % en 15 días | Limpieza de boquillas obstruidas en 15 días* | Limpieza de boquillas obstruidas en 15 días |
| 2 | Planta B | Pequeño | Alrededor del 20 % en 5 meses | Sin obstrucciones | Cambio de boquilla obstruida en 3 a 12 meses |
| 3 | Planta C | Pequeño | Uso de la barra para caminar | Cambio de 15 boquillas en 2 meses | Uso de barras para caminar |
| 4 | Planta D | Pequeño | Alrededor del 20 % en 4 meses | Registrarse en 15 días | Revisar cada lanzamiento |
| * Boquilla de inyección de aire | |||||
Los beneficios del enfriamiento por nebulización de aire en una máquina de colada continua son (i) una incidencia reducida de grietas en la superficie y en las esquinas y segregación central debido a la mejora en la distribución del líquido y la reducción en el flujo de agua de enfriamiento, (ii) aumento en las velocidades de colada y la capacidad de producción , (iii) mejora de las condiciones operativas del CCM para una mezcla de productos ampliada debido a una relación de reducción más amplia y optimización de la relación aire/agua, (iv) costos de tubería y mantenimiento significativamente reducidos debido al montaje simple y rígido de boquillas y tuberías de aspersión y (v) mejora en la seguridad operativa debido a la perfecta alineación de las boquillas y las tuberías de aspersión y a la reducción de la obstrucción de las boquillas.
Proceso de manufactura
- Pros y contras de la deposición por pulverización
- Purificador de aire
- Pintura en aerosol
- Oxígeno
- Airbag
- Automatización, Instrumentación y Modelado de Colada Continua de Acero
- Polvos para moldes de colada continua
- Tundish y su papel en la colada continua de acero
- Fundamentos de la colada continua de acero
- Limpiador de aire con neblina de aceite y entorno de trabajo de los operadores
- Acerca del filtro de aire de neblina de aceite y problemas de salud