


Los CMM hacen valer sus derechos
Con el crecimiento de nuevos métodos de detección para metrología, desde láseres hasta rayos X, uno podría pensar que el venerable CMM podría estar desapareciendo de la vista. Nada podría estar más lejos de la verdad.
Una verdad eterna es que la fabricación siempre superará los límites de costo, rendimiento y, especialmente, calidad. “Las tolerancias nunca se aflojan, siempre se aprietan”, comentó Gene Hancz, especialista de productos, CMM de Mitutoyo America Corp. (Aurora, IL).
Esa es una de las razones por las que la máquina de medición de coordenadas de lecho fijo, o CMM, sigue siendo una herramienta vital. Incluso cuando las nuevas tecnologías de detección han entrado en el campo de la metrología, la CMM sigue siendo una de las herramientas más precisas disponibles. En su mayoría, son variantes de la CMM básica de estilo puente, según Hancz, con un puente móvil que atraviesa una pieza fijada a una mesa y una sonda que se mueve hacia arriba y hacia abajo. Las escalas en cada eje determinan la posición X, Y, y Z del punto Las sondas articuladas que giran de forma independiente y las mesas giratorias proporcionan grados de libertad adicionales.
Los proveedores también han creado muchas variantes sobre la idea básica de la CMM estilo puente para satisfacer las necesidades cambiantes y reducir los costos. Tomemos, por ejemplo, la CMM de brazo horizontal con una sonda en voladizo unida a un solo soporte. Si bien las máquinas automáticas extremadamente precisas que miden piezas cada vez más grandes llamarán fácilmente la atención, todavía hay lugar para la humilde CMM de operación manual equipada con una sonda de activación por contacto o incluso una bola dura. Otra razón por la que el CMM sigue siendo relevante es que la tecnología mejora a medida que aumenta el valor. “Cuando comencé en el negocio, una CMM manual pequeña podría haber costado lo mismo que lo que puede obtener hoy en una CMM controlada por computadora, con el doble de precisión y el doble de volumen de medición”, dijo Hancz.

Informa que incluso las CMM manuales simples siguen siendo populares, especialmente con talleres más pequeños que necesitan medir solo unas pocas piezas a la vez. “Es vital comprar el equipo correcto para la aplicación correcta. Muchas veces, la gente pide la mayor precisión posible, que estaría en nuestra serie LEGEX, capaz de medir casi 0,25 micras. Pero estos se vuelven muy costosos, tanto en la compra de las máquinas como en su alojamiento en habitaciones donde la temperatura y la humedad están estrictamente controladas”, explicó. Son necesarios para algunas aplicaciones, pero no para muchas.
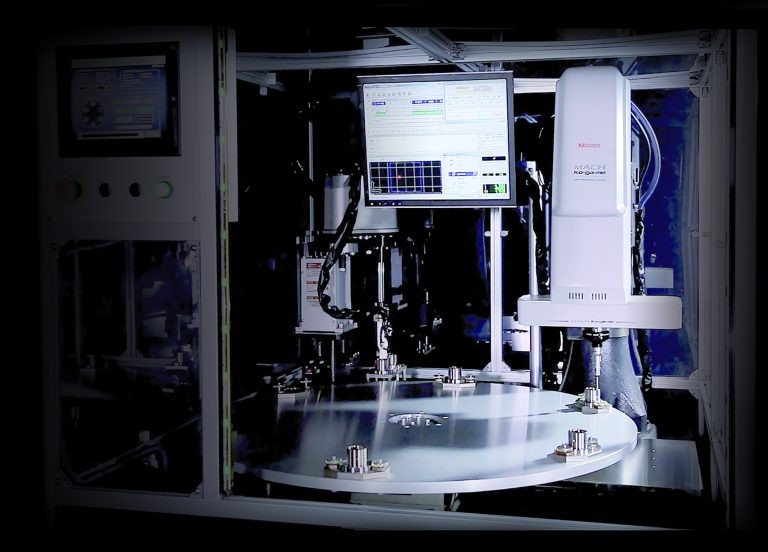
De hecho, él piensa que la mayor tendencia en el campo son las mediciones de calidad casi en línea o en línea usando CMM. Esto llevó a Mitutoyo a desarrollar su línea MACH de CMM, diseñada para mediciones de alta velocidad en línea o casi en línea junto con máquinas herramienta CNC. Por ejemplo, la MACH-3A es una CMM de brazo horizontal optimizada para la medición a alta velocidad de piezas cilíndricas largas, como cigüeñales. Lo último es MACH Ko-ga-me, una MMC en línea que se puede configurar de forma independiente o integrada en una celda de trabajo.
A medida que las CMM entran en producción, monitorear su estado se vuelve vital. Esta tendencia refleja la evolución de Smart Factory, y Hancz apunta al estándar MTConnect que admite Mitutoyo. “En mi opinión, es un estándar tecnológico fundamental para el futuro del monitoreo de máquinas en línea o casi en línea”, dijo.
Conjunto de habilidades y crecimiento
“Todavía hay mucho crecimiento en el mercado de CMM”, coincidió Angus Taylor, presidente de Hexagon Manufacturing Intelligence (North Kingstown, RI). Estuvo de acuerdo en que las crecientes demandas de calidad están impulsando el mercado de CMM. También observó que muchas de las CMM que vende Hexagon se colocan en entornos de producción, aunque la colocación en salas de calidad sigue siendo una gran parte del mercado.
“Pero, aparte de su uso en producción, la mayor preocupación que tenemos es el conjunto de habilidades de [los usuarios]. Tenemos clientes a los que les gustaría adquirir más equipos, pero no tenemos las personas con las habilidades para escribir programas para ellos”, comentó. Como cualquier buen gerente, ve una oportunidad en lugar de una crisis en esa observación. “Eso significa más automatización y, francamente, una oportunidad para que podamos ayudar a los clientes escribiendo los programas de inspección para ellos”, dijo.
La automatización podría incluir la carga robótica de piezas dentro y fuera de CMM, pero también lo relaciona con información que podría alimentar el proceso en sí. “Uno de los elementos clave aquí es nuestro software Q-DAS”, dijo, refiriéndose a la empresa de software estadístico que adquirió Hexagon que analiza datos de dispositivos de metrología para la toma de decisiones. "Con eso, comenzamos a monitorear cosas como el desgaste de la herramienta y más específicamente [datos] en una característica, y rastreamos datos de características específicas", dijo.
En respuesta a los requisitos de producción y la necesidad de hacer que las CMM sean más fáciles de usar, en mayo, Hexagon anunció su nueva plataforma Global S CMM, que debutó en la feria Eastec. Según la compañía, Global S es la oferta inicial en la serie de productividad mejorada (EPS) de Hexagon. La nueva plataforma presenta tecnologías inteligentes como mejoras en la experiencia del usuario (UX), software de medición y opciones ecológicas avanzadas. La plataforma EPS simplifica la creación, ejecución y análisis de rutinas de medición, y el proceso de inspección es más rápido porque la plataforma Global S está totalmente integrada con el software iPC-DMIS CMM para la recopilación, evaluación, gestión y presentación de datos de fabricación, según Hexagon. Inteligencia de fabricación.
Otras tendencias que ve Taylor son el creciente énfasis en la metrología sin contacto y la integración de equipos en fábricas inteligentes o interconectadas. “Nuestro nuevo sistema de sondeo óptico para uso en CMM está mejorando drásticamente el rendimiento para, por ejemplo, inspecciones de álabes de turbina y blisk”, comentó. "En todas las áreas, con las tecnologías sin contacto recopilaremos datos más rápido y obtendremos una mejor comprensión de las características y de las piezas individuales".
Multitarea y aplicación específica
“Una tendencia que veo en múltiples industrias es que la gente quiere ser más productiva con su CMM”, dijo David Wick, gerente de producto de Carl Zeiss Industrial Metrology Technology LLC (Maple Grove, MINNESOTA). Esto significa medir diversas partes en un mismo equipo, maximizando la inversión. Un elemento clave en esta estrategia es emplear la máxima cantidad de sensores disponibles en las MMC. En la actualidad, además del venerable disparador táctil y las sondas analógicas de escaneo, las CMM ahora suelen estar equipadas con escáneres de línea láser e incluso sensores de rugosidad de la superficie. Zeiss presentó un nuevo sensor de luz blanca confocal para su clase de MMC Accura en 2016.
Con el aumento de la flexibilidad de las CMM, es posible que comiencen a reemplazar a los dispositivos creados específicamente para una medición específica, como la medición de formas. “En nuestra última versión de Prismo CMM, equipada con una mesa giratoria y el último software Calypso, ahora puede tomar medidas de muchas formas diferentes, como cilindros o cojinetes de bolas”, dijo Wick. Otra aplicación común es la ingeniería inversa, utilizando un escáner de línea láser para medir una pieza cuyo modelo CAD no existe y luego crear un modelo a partir de la nube de puntos. Un sistema, muchas medidas. Esto es especialmente útil para las pequeñas o medianas empresas que con frecuencia se encargan de múltiples trabajos o piezas de bajo volumen.
Entre las organizaciones más grandes, él ve que las formas en que se usan las CMM evolucionan de diferentes maneras. Estos clientes quieren más instalaciones para aplicaciones específicas que estén interconectadas con la fábrica y el mundo que los rodea. “Estamos recibiendo más solicitudes de automatización, carga robotizada y paletización”, explicó. “La gente quiere medir 10 partes a la vez en lugar de una, lo que requiere más conocimiento de las aplicaciones”. Un buen ejemplo es usar el software Zeiss Gear Pro, una opción para su software Calypso, para crear una instalación específica para el equipo. Gear Pro medirá engranajes cilíndricos, cónicos y helicoidales, así como rotores, y también medirá las placas que los cortan. Otros paquetes incluyen álabes de turbina o electrodos de erosión.
También observó, al igual que otros entrevistados, que las CMM son más aceptadas en el taller. Para entornos hostiles, ofertas como DuraMax HTG con su gabinete con clasificación IP54 que mantiene la precisión en un amplio rango de temperatura (15° a 40°C) aumenta su utilidad. Para la integración en la automatización, Wick también señaló que el software de Zeiss ahora se comunica directamente con los cargadores de robots en el idioma nativo de cualquier proveedor de robots.

Esto trae a colación el problema de la seguridad de los datos. La compañía anunció en mayo que se asociará con Cisco para construir una plataforma segura de transmisión de datos para conectar dispositivos Zeiss (por ejemplo, máquinas de medición) en el campo a sistemas de nivel superior dentro del entorno de la Industria 4.0. El objetivo es la seguridad integrada. Esto implica el desarrollo conjunto de una solución para monitorear las máquinas de medición Zeiss. Permitirá el aprovisionamiento rápido de servicios globales, como expertos remotos en la materia y soporte técnico.
Un nuevo enfoque para CMM:portabilidad
Si bien las CMM estilo puente y sus variantes están funcionando bien en el mercado, gracias, siempre hay espacio para variantes. La capacidad de programación de una MMC a partir de un archivo CAD siempre ha sido una de sus características distintivas, pero incluso las versiones más pequeñas no son particularmente portátiles. Ingrese al CMM portátil zCat de 30 lb de Fowler High Precision (Auburndale, MA). Con un aspecto similar a un carrito de café con un brazo de extensión equipado con una sonda de activación por contacto Renishaw TP20, el dispositivo es portátil y programable.
Una diferencia clave en comparación con otras CMM es que es una máquina radial, con dos ejes en lugar de tres. Tiene un volumen de medición de 700 mm de radio (sobre el eje central) por 250 mm de altura. Su especificación de precisión es entonces en dos dimensiones:[3,0 + D/100 mm (radio)] micras y [5,0 + L/100 mm (lineal)] micras. "A diferencia de otros dispositivos portátiles, esta es una CMM portátil verdaderamente controlada por computadora", dijo Jeff Petersen, gerente de ventas internacionales de zCat LLC, el productor de la máquina recientemente formado (propiedad parcial de Fowler).
¿Por qué un CMM portátil y programable? Para Fowler, fue la siguiente incorporación lógica a su catálogo de herramientas manuales de metrología, según Petersen. “Nuestra herramienta típica era un dispositivo de un solo eje o de escala lineal, muy bueno para lo que estaba destinado a hacer, pero simplemente no era capaz de hacer las mediciones 3D detalladas que puede hacer una CMM típica”, explicó. “Una CMM, por otro lado, generalmente se relega a una sala especial y es operada por una persona altamente capacitada”. Su sueño era traer una CMM justo al lado de la máquina CNC que fabricaba las piezas, operada por personal con mucha menos capacitación en programación de CMM.
Desde su presentación en 2014, el dispositivo ha "funcionado bien", según Petersen. “Algunos clientes están comprando su segunda y tercera máquina”, dijo.
Proceso más allá de las CMM
A la invención de Renishaw de la sonda de activación por contacto se le suele atribuir el inicio de la revolución CMM en el pasado, lo que permite el control informático directo al mismo tiempo que aumenta la precisión y la repetibilidad con respecto a las sondas de bola dura. sustituido. Dado que Renishaw es un proveedor de componentes (clave) para el mundo de la metrología que incluye (pero no se limita a) las CMM, Denis Zayia tiene una perspectiva única como vicepresidente de ventas y marketing, y ex gerente comercial de CMM para Renishaw LLC (West Dundee, ILLINOIS). “Actualmente, se presta mucha más atención a que la metrología sea el motor para comprender los procesos, proporcionando retroalimentación para el control de las variables y para verificar el resultado final”, observó. Las sondas de Renishaw ahora se han convertido en un sistema de medición de cinco ejes independiente, el REVO, que ofrece escaneo de alta velocidad, inspección sin contacto y análisis de acabado superficial en una sola MMC.
Él cree que hay un lugar para la adquisición y el monitoreo de datos en toda la celda de fabricación, incluida la máquina herramienta, la CMM en la sala de calidad y los medidores flexibles en el taller. Si bien ganan importancia en la planta de producción, las CMM se han visto tradicionalmente como un cuello de botella. “Con una apreciación por todo el proceso, debe evitar que las CMM sean ese cuello de botella”, dijo. “El sistema de cinco ejes está diseñado para superar esto. El sondeo en la máquina puede tener sus desafíos. Principalmente, desea que su máquina herramienta corte metal o cree piezas de otra manera”, dijo. En el pasado, normalmente no ha registrado datos, perdiendo el historial de la medición. Pero el software actual ha superado esto.
Cada componente (la máquina herramienta, la CMM y el calibre flexible) tiene su función respectiva que desempeñar, y Renishaw proporciona sondas y equipos para cada fase. Su sistema de medición Equator fue construido con este “proceso completo” en mente. Una CMM de sala de calidad a menudo se usa mejor para dominar una pieza para su uso en el calibre Equator, que se encuentra en el taller junto a la máquina herramienta y es inmune a las variaciones de temperatura a diferencia de la CMM.
“Se requiere un enfoque equilibrado y eficiente al establecer la carga de trabajo para cada componente en función de criterios familiares”, dijo. “Las piezas costosas y de bajo volumen se pueden inspeccionar en la propia máquina herramienta. Es mejor inspeccionar y dominar las piezas de gran volumen en el CMM y luego remasterizarlas en el medidor flexible. Luego, cada pieza adicional se compara con el maestro conocido y los datos de compensación se retroalimentan a la máquina herramienta. El acto de equilibrio da como resultado una mayor eficiencia, rendimiento y ahorro de costos”.
Fabricación inteligente
Con su perspectiva única, ¿cómo ve el futuro Zayia de Renishaw? “Una fábrica con control directo de procesos y fabricación inteligente, en la que las decisiones se toman en el taller en función de los datos recopilados. Además, un aumento en la fabricación aditiva junto con mejoras relacionadas en rendimiento, metrología y disponibilidad de materiales adicionales”, dijo.
Sistema de control de automatización
- 3 pasos para una implementación exitosa de CMMS
- Software de mantenimiento frente a hojas de cálculo de mantenimiento
- Principales beneficios de un CMMS
- Comunicaciones de LSC
- Exoesqueleto Comau 'primero' en recibir la certificación EAWS
- Impulsar una cultura de desarrollo ciudadano
- Asegurando su Sistema de Control Industrial
- Libere el potencial de su CMM
- KPMG:Descubrir el valor de la IA en la fabricación industrial
- Industria 4.0 secuestrada
- Máquina CMM portátil:¿fija o portátil?