


Optimización de la calidad del corte por láser para reducir los costos de acabado secundario
Optimización de la calidad del corte por láser para reducir los costes de acabado secundario
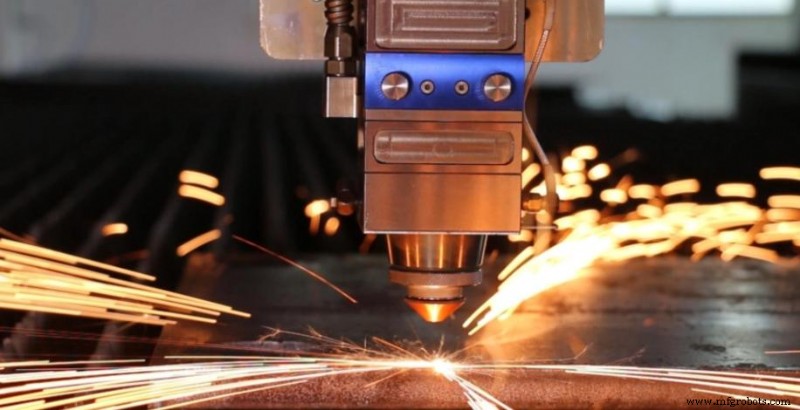
El corte por láser sigue siendo el método preferido de la industria para el trabajo de chapa de alta precisión. Sin embargo, su verdadera eficiencia depende de ofrecer una calidad de borde constante. Los bordes deficientes obligan a realizar costosos desbarbados, rectificados y retrabajos que erosionan el ahorro de tiempo y material que promete el proceso.
Para la mayoría de los trabajos de chapa, los defectos en los bordes se deben a la configuración del proceso, no a la máquina en sí. Esta guía destaca los problemas más frecuentes del corte por láser, sus causas fundamentales y soluciones prácticas que reducen el esfuerzo de posprocesamiento.
El coste oculto de la mala calidad de los bordes cortados con láser
- Desbarbado que requiere mucha mano de obra: La eliminación manual de las rebabas del láser es lenta y requiere mucha mano de obra. Cuando se convierte en un paso del flujo de trabajo, paga dos veces:una por el corte y otra por el posprocesamiento. Los gastos generales se acumulan rápidamente durante una ejecución de producción.
- Desperdicios y rechazos de materiales: La geometría de los bordes rugosos puede comprometer la precisión dimensional y causar problemas de ajuste durante el ensamblaje, lo que provoca rechazo de piezas y retrasos en la producción.
- Estética y ajuste comprometidos: Los bordes oxidados o desiguales dificultan la soldadura y el recubrimiento en polvo. Las superficies limpias y consistentes son esenciales para lograr uniones soldadas fuertes y un acabado impecable.
Defectos comunes del corte por láser y sus causas
La mayoría de los defectos se remontan a un puñado de factores de proceso desequilibrados. Identificar la causa raíz es la forma más rápida de resolverlos.
Luchando contra la escoria y las rebabas
Se forman escorias y rebabas cuando el material fundido no se elimina completamente de la zona de corte y se vuelve a solidificar a lo largo del borde.
- Desequilibrio térmico: Con material más grueso, el calor se acumula en la parte inferior del corte, lo que impide que el metal fundido se escape suavemente. Primero verifique y ajuste la ubicación focal y la configuración de energía.
- No coincide la presión del gas: El gas auxiliar expulsa el material fundido. Una presión insuficiente hace que se derrita, lo que genera rebabas que deben eliminarse.

Estriaciones y acabados superficiales rugosos
Las estrías verticales en el borde cortado a menudo indican que uno o más parámetros de corte necesitan ajustes.
- Calidad del haz y estabilidad del enfoque: Una lente contaminada o un punto focal ligeramente desviado pueden distribuir el haz de manera desigual, produciendo estrías irregulares. La inspección regular de las lentes y la configuración adecuada del enfoque marcan una diferencia mensurable.
- Errores de tasa de alimentación: Cortar demasiado rápido crea líneas de arrastre; cortar demasiado lento derrite demasiado el material, ensanchando el corte y haciendo áspera la superficie. La velocidad óptima varía según el tipo y espesor del material.
Esta tabla resume los defectos más frecuentes, sus causas principales y las soluciones recomendadas:
| Defecto | Causa raíz principal | Reparar |
|---|---|---|
| Rebabas duras (escoria) | Presión del gas de asistencia demasiado baja/Enfoque demasiado alto | Aumentar la presión del gas; punto focal inferior |
| Estrías rugosas | Velocidad de corte demasiado rápida | Reducir la velocidad de avance; comprobar el estado de la boquilla |
| Gran zona afectada por el calor | Aporte de calor excesivo | Optimizar potencia y velocidad de corte |
| Oxidación excesiva | Reacción del oxígeno demasiado agresiva | Reducir la presión de oxígeno o cambiar a nitrógeno |
4 consejos para optimizar el corte por láser
Detener los defectos en su origen es mucho más eficaz que corregirlos más tarde. Concéntrese en estas cuatro áreas para obtener los mejores resultados.
- Optimizar la posición focal
Para materiales más gruesos, coloque el foco justo debajo de la superficie superior en lugar de directamente sobre ella. Este pequeño ajuste permite que el material fundido fluya más fácilmente, lo que reduce la escoria y mejora la rectitud de los bordes. - Selección maestra de gas de asistencia
La elección del gas tiene un impacto mayor en la calidad del borde de lo que la mayoría de los operadores creen. El nitrógeno produce bordes limpios y libres de óxido en acero inoxidable y aluminio, ideal para la apariencia o la adhesión del recubrimiento. El oxígeno, aunque exotérmico y eficaz para acero dulce grueso, deja un acabado ligeramente oxidado. - Encuentre la velocidad de corte ideal
La velocidad de alimentación más rápida no siempre es la mejor. Realice pruebas de velocidad en cortes de muestra para determinar la velocidad que produce el borde más limpio, no simplemente el tiempo de ciclo más rápido. - Mantenga las boquillas limpias y centradas
Las boquillas desgastadas o descentradas perturban el flujo de gas auxiliar, provocando turbulencias, bordes desiguales y anchos de corte irregulares. La inspección y el reemplazo periódicos de las boquillas ofrecen altos rendimientos con el mínimo esfuerzo.

Diseño de piezas para un corte por láser impecable
La configuración del proceso es importante, pero también lo es el diseño de las piezas. Unos pequeños ajustes de CAD pueden evitar una sorprendente cantidad de trabajo de acabado posterior.
- Evite las esquinas internas afiladas: Agregue pequeños filetes a las esquinas internas para evitar que el láser permanezca y derrita demasiado el material.
- Respete la relación agujero-grosor: Como regla general, el diámetro del orificio debe ser al menos igual al espesor del material. El material más grueso con orificios más pequeños tiende a explotar y producir una geometría de borde deficiente.
- Mantenga un espacio adecuado (cinchas): Las características de corte que están demasiado juntas pueden generar calor y deformar la lámina circundante. Deje suficiente material entre cortes para preservar la planitud y la precisión dimensional.
Creación de un flujo de trabajo de corte por láser rentable
Reducir el acabado secundario suele ser la forma más rápida de reducir el coste real de las piezas cortadas con láser. Al ajustar los parámetros de corte, seleccionar el gas auxiliar adecuado y diseñar las piezas cuidadosamente, los fabricantes pueden lograr bordes más limpios, mayor rendimiento y costos de producción más predecibles.
El servicio de corte por láser de JTR comienza con un proceso que entrega piezas listas para la siguiente etapa, sin necesidad de un banco de desbarbado. Si tiene problemas con la calidad de los bordes o desea optimizar su flujo de trabajo de chapa metálica, contáctenos para discutir su proyecto.
Guías relacionadas
Tecnología Industrial
- En el MWC, Stacey Shulman de Intel habla sobre Edge Insights, Cloud e AI
- Esteras versus plantillas:lea antes de comprar
- 10 experiencias sobre la fabricación de PCB en China
- El mapeo del flujo de valor conduce al éxito de la FDA de dispositivos médicos
- La represión de China contra Hong Kong:¿es bueno para los negocios?
- Cómo el diseño generativo en Fusion 360 aborda la brecha de habilidades de fabricación
- ¿Cuándo se recuperarán los mercados petroleros de EE. UU. y el mundo?
- Conozca sus materiales:EPX 82
- Desarrollo de producto:¿Es usted un guardián de puerta o un maestro de llaves?
- Obtener el valor de su dinero:por qué el sistema en módulos proporciona un mejor valor para las aplicaciones industriales que las placas de piratas informáticos respaldadas por la comunidad
- Una breve guía para comprender el deterioro del aceite del transformador