


Fundamentos de bisagra viva para moldeo por inyección
Diseñar piezas de plástico puede ser bastante desafiante, y mucho menos diseñar una bisagra viva que pueda plegarse y flexionarse repetidamente. Las bisagras se encuentran a menudo en el diseño de piezas de plástico para reducir la cantidad de componentes dentro de un ensamblaje o reducir los costos de fabricación.
Una bisagra viva es una pieza delgada de plástico rodeada por un plástico más grueso que permite que una pieza se pliegue o doble de 1 a 180 grados. Pero a medida que la pieza se dobla, crea una tensión llamada tensión de tracción. Si el plástico es demasiado delgado, es posible que no tenga la resistencia necesaria y que la pieza se rompa. Si es demasiado grueso, creará demasiada tensión y la pieza se fracturará.
Hay algunas formas de implementar una bisagra viva en un diseño de moldeo por inyección. Además de algunas pautas de diseño, la selección de materiales juega un papel fundamental. Revisemos algunas de las características clave para optimizar el diseño de su bisagra viva.
Materiales recomendados para bisagras vivas
El polietileno y el polipropileno son candidatos ideales para diseños que incluyen bisagras vivas, ya que ambos tienen un alto flujo de fusión. Esto les permite rellenar secciones de paredes gruesas y delgadas, al mismo tiempo que proporcionan una alta resistencia a la tracción. Aunque no se recomienda, la K-Resin (SB) puede ser adecuada para ciertas aplicaciones cuando se requiere un material más duro o transparente.
Para materiales más duros como K-Resin, se deben tomar precauciones especiales, como doblar la bisagra cuando sale caliente de la prensa. Esto reduce la tensión de tracción y mitiga el riesgo de fallas, como el agrietamiento de la bisagra.
Cómo diseñar una bisagra viviente
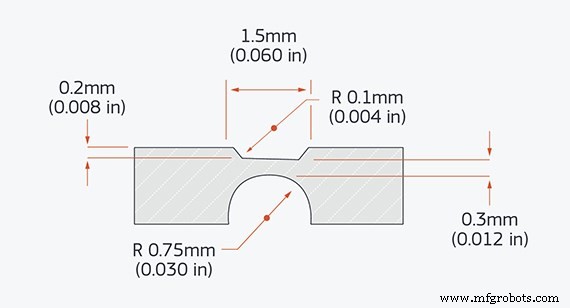
Cuando trabajamos con clientes, nuestras pautas de diseño para bisagras vivas son de 0,012 pulgadas de espesor con un espacio de aproximadamente 0,060 pulgadas y una reducción de 0,008 pulgadas en el lado hacia el que se pliega la pieza. En el lado opuesto, donde ocurre la mayor parte de la deformación por tracción, recomendamos un radio de 0,030 pulg. para mejorar el flujo de material y reducir la deformación. Estas dimensiones recomendadas proporcionan un buen punto de partida, pero se pueden ajustar según la aplicación o el diseño de la pieza.
La ubicación de la compuerta también puede ser la diferencia entre una bisagra duradera y duradera y una que es susceptible de fallar. La colocación adecuada de la compuerta reducirá las líneas de unión al garantizar que el material fluya a través de la bisagra a la misma velocidad y en la dirección del flujo de material.
¿Tiene preguntas adicionales sobre el diseño de bisagras para piezas moldeadas? Comuníquese con nuestros ingenieros de aplicaciones al 877-479-3680 o ADMIN@MFGROBOTS.COM. Si desea un ejemplo práctico de esta bisagra viva y otras características comunes moldeadas por inyección, solicite un Design Cube gratis.
Tecnología Industrial
- PEEK de alta viscosidad para moldeo por inyección y extrusión
- Materiales de espuma para moldeo por inyección o compresión
- Moldeo por inyección robótico para compuestos funcionalizados
- Moldeo por fundición frente a moldeo por inyección
- Moldeo por inyección frente a moldeo por inyección de reacción (RIM)
- Materiales para moldeo por inyección de reacción (RIM)
- Moldeo por fundición frente a moldeo por inyección de reacción
- Moldeo por inyección:qué es, cómo funciona, para quién es
- Herramientas blandas frente a herramientas duras para moldeo por inyección
- Diseño de puertas de moldeo por inyección:una guía definitiva para la fabricación de plástico
- Las 10 mejores resinas plásticas para moldeo por inyección