


Conceptos básicos, métodos y tendencias del sobremoldeo
El sobremoldeo es actualmente uno de los métodos de herramientas rápidas más populares y avanzados, que brinda un potencial significativo para los costos de producción, los tiempos de ciclo y las nuevas posibilidades de diseño para la fabricación de productos. Gracias a las ventajas de diseño diversificado de los productos de moldeo 2K, se ha utilizado ampliamente en teléfonos móviles, fabricación de bolígrafos, automóviles, electrodomésticos, herramientas manuales y productos básicos, etc.
Este artículo presenta principalmente el desarrollo y la tendencia de la tecnología de sobremoldeo y, en especial, presenta cómo realizar la fabricación de prototipos de lotes pequeños en la etapa de desarrollo del producto para piezas de sobremoldeo 2K.
¿Qué es el sobremoldeo?
El sobremoldeo es el proceso de moldeo por inyección en el que se crea una sola pieza combinando dos o más materiales diferentes. El primer material generalmente se denomina material de sustrato, cuyas partes están completamente cubiertas por materiales posteriores (materiales sobremoldeados).
El sobremoldeo por inyección se utilizó por primera vez para embellecer la apariencia de los bienes de consumo, ahora bastante popular. La tecnología se usa en una variedad de aplicaciones e incluso se puede usar para mejorar la funcionalidad del producto, como mejorar la resistencia química, proporcionar aislamiento eléctrico, un agarre duradero, un tacto más suave, más suave, etc.
Existen principalmente 2 tipos diferentes de procesos de fabricación de productos sobremoldeados.
b. Material duro sobremoldeado de material duro :Otra aplicación es el sobremoldeo secundario de materiales que también son plásticos duros. Por ejemplo, plástico moldeado rígido con inserto de metal o plástico moldeado rígido transparente con partes no transparentes. Por lo general, la tasa de defectos de la producción de moldeo por inyección 2K transparente es muy alta y causará grandes desafíos para el proceso de control.
Tipos de procesos de sobremoldeo:moldeo de 2 K y moldeo de dos disparos
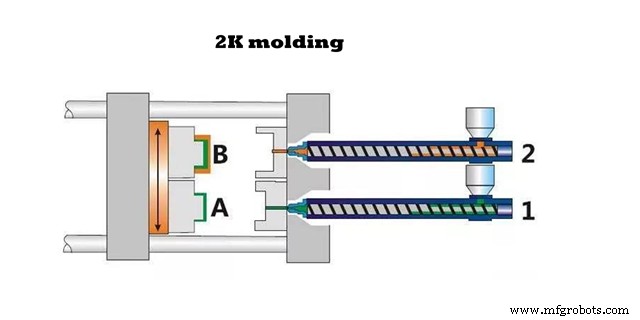
Moldeo por inyección 2K (dos colores) (formado por dos componentes) tiene un proceso de dos pasos, lo que significa que convierte una inyección de material en productos en una máquina de moldeo por inyección 2K, y luego en la máquina 2K volteando el molde y saltando a otra nota en el tubo de plástico de la cavidad del molde correspondiente. La pieza se utiliza como insertos, inyección sobre otro material para formar sobre la integración de productos de doble material. La máquina de moldeo por inyección es un cilindro doble o una cavidad de molde doble, el proceso de moldeo por inyección libera dos tipos de productos materiales al mismo tiempo que la producción. Mientras tanto, el producto fabricado se utiliza como insertos en los que se insertará.
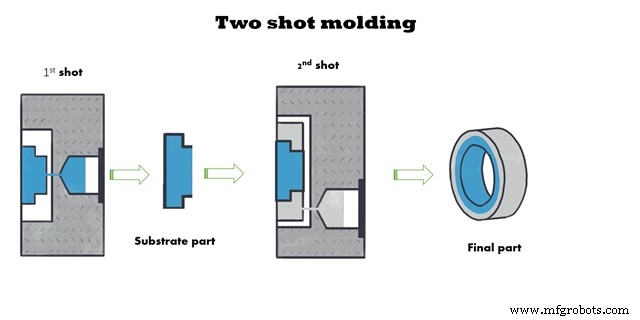
Otro es el moldeo por inyección de dos disparos , lo que significa que fabrica una pieza de material en una máquina de moldeo por inyección y la pieza de material como un inserto en otro molde, y luego inyecta el segundo material. Moldeo por inserción (el nombre interno de la industria es envoltura, moldeo por inyección secundario):durante el moldeo por inserción, primero se fabrica como una pieza rígida (generalmente es una pieza de plástico duro) y se incrusta en la cavidad del molde. A continuación, se utiliza TPE para moldear por inyección este componente y finalmente se obtiene el producto completo. El equipo de moldeo por inyección convencional se puede utilizar para el moldeo por inserción. La colocación de piezas rígidas se puede realizar mediante brazos manuales o mecánicos. Por lo general, los componentes metálicos revestidos solo se pueden usar de esta manera.
La fuerza de unión de las piezas sobremoldeadas
Método físico: por diseño de hebilla, rollo de superficie, golpeteo de superficie y luego el segundo tipo de material para lograr t El envase moldeado directamente (recubrimiento). La característica de la unión de materiales puramente mediante este método es que la unión física tiene una fuerte adhesión, mientras que la unión física tiene poca adhesión en el exterior.

Método químico: unir los dos materiales por la afinidad molecular entre dos materiales y la fuerza de unión del químico para formar una sola parte, dos o más.
Aunque los métodos de cierre físico y unión a menudo se usan juntos en aplicaciones prácticas, es obvio que realizar la unión entre los dos materiales es un método más fiable y flexible. Este fuerte enlace químico consiste en la solubilidad mutua, la penetración, la penetración y el entrelazamiento de moléculas o cadenas moleculares.

Cuatro tipos de sobremoldeo
Hay cuatro tipos comunes de sobremoldeo disponibles.
- Plástico sobre plástico:tanto el sustrato como el plástico vertido sobre el sustrato son plásticos. El material de los componentes plásticos debe tener el mismo o similar punto de fusión.
- Plástico sobre metal:el sustrato es metal. Primero se coloca en el molde una pieza de metal, mecanizada por CNC, fundida o forjada, y luego se moldea el plástico sobre la pieza de metal. ¿Sabías que podrías moldear inserciones de metal dentro de piezas de plástico?
- Elastómero sobre plástico:el sustrato debe ser de plástico duro. Los elastómeros pueden ser materiales blandos como el caucho y el poliuretano.
- Elastómero sobre metal:el sustrato es metal. Primero se coloca en el molde una pieza de metal, mecanizada por CNC, fundida o forjada, y luego se moldea el elastómero sobre el mango
Sin embargo, no todos los materiales se pueden sobremoldear. Por ejemplo, si desea hacer solo algunos prototipos, difícilmente podríamos encontrar elastómeros transparentes que se puedan moldear con el material en sí u otros tipos de resinas.
¿Cómo producir los mejores productos de sobremoldeo?
Ventajas del molde 2K: El primer disparo de moldeo por inyección de plástico duro todavía está caliente y luego ingresa inmediatamente a la segunda cavidad de la máquina de moldeo por inyección 2K. Dado que no hay absorción de humedad durante el proceso de transferencia; por un lado, es fácil de eliminar por la fusión de TPE a alta temperatura en la superficie para producir una capa ultrafina y, por otro lado, no hay efecto de adsorción de vapor de agua en la superficie.
una. Con una velocidad de disparo rápida, la fusión de TPE tiene un tiempo de propagación corto en la superficie de plástico duro y un tiempo más largo para la ablación de la superficie de plástico duro durante el ciclo de moldeo.
b. La fricción entre el TPE y la superficie de plástico duro provoca fricción y generación de calor. Por lo tanto, la temperatura de la fusión de TPE también se enfría lentamente, con un tiempo más prolongado para el contacto y la ablación de la superficie de plástico duro.
c.Debido a la rápida velocidad de disparo, la viscosidad de la mayoría de los TPE fundidos se corta mientras se adelgaza, lo que conduce a una disminución de la tensión superficial que favorece la propagación en la superficie de plástico duro.
una. Previamente revestido con PVC
b. Anteriormente era una máquina que producía caucho duro
Tres beneficios del sobremoldeo
Hay tres razones principales para usar sobremoldeo para su diseño.
Mejor estética
Si desea crear una pieza de plástico que tenga varios colores o varios tipos de acabados superficiales, el sobremoldeo es un proceso ideal. Los componentes de diferentes colores o texturas se pueden sobremoldear entre sí y formar una sola pieza con colores y acabados perfectamente conectados. Por ejemplo, se puede sobremoldear una pieza de resina transparente con una pieza de resina negra para formar una lente de automóvil; y las inserciones de metal sobremoldeadas con plástico se ven mejor que las inserciones que se colocan manualmente dentro de las piezas de plástico.
Mejor montaje
Dos o más componentes moldeados juntos encajan mejor que dos componentes hechos por separado y luego ensamblados porque, durante el proceso de sobremoldeo, el plástico que se agrega sobre el sustrato se derrite y luego se cura en el sustrato, creando así un ensamblaje más sólido. .
Más fácil de usar
El uso de elastómeros como el caucho o el poliuretano sobre una pieza de plástico duro o metal hace que sea más agradable para los usuarios finales. Las partes metálicas y el plástico duro no son muy agradables para la mano humana, agregar una capa suave sobre plástico duro o partes metálicas puede suavizar la textura de las partes y hacerlas más fáciles de usar.
Tres métodos para implementar un prototipo de producto de sobremoldeo
Debido a la compleja estructura de los moldes de inyección 2K, el proceso de desarrollo de productos necesita un ciclo más largo y un costo más alto. si solo hacemos uno o varios conjuntos de prototipos en la etapa de desarrollo del producto, ¿necesitamos pasar el moldeo por inyección 2K o el moldeo por inyección de dos disparos? Estos son los enfoques de guía ampliamente utilizados en nuestro servicio de creación rápida de prototipos de la siguiente manera:
Tecnología de impresión 1.3D
Las impresoras 3D FDM de dos colores ya existen desde hace mucho tiempo. En términos generales, la impresión 3D está equipada con dos cabezales rociadores para imprimir materiales de diferentes colores para realizar el modelo de mezcla de dos colores. Sin embargo, todavía existen grandes limitaciones en la selección de materiales. Algunas impresoras 3D, aunque son capaces de imprimir piezas transparentes multicolores, tienen una construcción tosca, baja resolución, textura deficiente e incluso pueden describirse como "pixeladas". Por lo tanto, todavía queda un largo camino por recorrer para la impresión 3D con características policromáticas y prototipos de apariencia.

2. Sobremoldeo de herramientas de silicona
La fundición de uretano es un método común para la creación de prototipos en lotes pequeños. Y tiene una ventaja destacada para la producción de prototipos de sobremoldeo.
La pieza de fundición de herramientas de silicona puede coincidir con precisión con las especificaciones de los clientes, sin importar el color, la textura y el acabado brillante, el moldeado por inserción y el sobremoldeado, o incluso ópticamente transparente. Es excelente para la producción de prueba de piezas con estructuras de proceso complejas que pueden sacarse directamente del molde, lo que facilita que la pieza salga del molde, ignorando la necesidad de diseñar el ángulo de desmoldeo, proporcionando una tolerancia de mecanizado estándar de ± 0,15 mm/100 mm , con la máxima precisión capaz de alcanzar ± 0,05 mm. la estructura compleja se puede sacar directamente del molde.

Además, la selección de materiales también es abundante, con múltiples materiales para facilitar la creación de piezas de fundición de uretano. Los materiales con ciertas propiedades son similares a los plásticos de grado de producción como ABS, PMMA, PC, PP, PA, caucho blando e incluyen resistencia a impactos, alta temperatura (120 ℃) o resistencia al fuego (UL94-V0).
Fabricación de moldes: El proceso de sobremoldeo de herramientas de silicona incluye principalmente la creación de patrones maestros, la fabricación de moldes de silicona y la fundición al vacío. Usando moldes de silicona, podemos fabricar muchos tipos de productos de sobremoldeado, como plástico duro sobremoldeado de caucho, plástico duro sobremoldeado de plástico duro y plástico no transparente sobremoldeado transparente.

Control de procesos: la ubicación de la puerta y el diseño del orificio de ventilación del molde de silicona es una gran dificultad para hacer el molde de sobremoldeo de silicona. Primero, la entrada debe colocarse lejos de la superficie de apariencia del producto, y se requiere suficiente fluidez para permitir que el material llene el molde. En segundo lugar, la posición y la cantidad de salidas de aire a menudo deben ajustarse varias veces, especialmente cuando se fabrica la parte transparente, el mal aire producirá defectos de apariencia evidentes. Finalmente, la contracción de los dos materiales y la deformación durante el curado secundario.

3. Mecanizado CNC + tratamiento superficial
Los prototipos 2K de mecanizado CNC normalmente requerirán mucho procesamiento posterior para lograr la combinación de dos colores o múltiples materiales.

Sus características son alta velocidad, con alta precisión dimensional y calidad de apariencia. La opción de sobremoldeo de materiales es amplia, se pueden procesar casi todos los plásticos de ingeniería y materiales metálicos. Después del pulido y otros tratamientos superficiales, el efecto de producción puede ser comparable o incluso superior al del producto moldeado por inyección.

Por ahora, la fabricación principal de prototipos de productos de sobremoldeo todavía está dominada por CNC. Por supuesto, el molde de silicona también ha hecho un gran progreso. Por lo general, el procesamiento del prototipo de sobremoldeo se realiza mediante la combinación de métodos de sobremoldeo de herramientas de silicona y CNC.
Nuevos avances en tecnología de sobremoldeo
A través de la observación de importantes exposiciones internacionales en los últimos años, los fabricantes europeos y estadounidenses en el campo del moldeo por inyección multicolor han sido promovidos a la presentación "combinada" de varias tecnologías básicas de moldeo. A excepción de los productos multicolores tradicionales, como los faros de automóviles, el panel de aire acondicionado, el marco de TV, etc., una nueva aplicación como la etiqueta interna moldeada de dos colores (IML), la formación de dos colores dentro de la composición del molde (IMA) , StackMold, 2K+IML+IMA+Stack Mold, moldeado de dos colores e inyección entre capas, todos estos nuevos AP se pueden lograr con una sola máquina de inyección.
Como resultado, la tecnología de moldeo por inyección multicolor recibe cada vez más atención. No solo necesitamos presentar tecnología multicolor, sino que también debemos combinarla con otras tecnologías para crear frutas de mayor eficiencia, que es la industria que debe desafiar la meta en la siguiente etapa.
WayKen tiene una gran experiencia en el campo del sobremoldeo. Recientemente, hemos logrado un gran progreso en el molde de silicona 2K de lotes pequeños de piezas de lámparas de automóviles transparentes de dos colores. Contáctenos y obtenga una cotización instantánea para reducir el tiempo y el costo de producción de su proyecto de sobremoldeo.
Tecnología Industrial
- Moldeo por compresión vs moldeo por inyección:¿Cuál es la diferencia?
- Comparación de los 3 procesos de moldeo principales
- Pros y contras del moldeo por inyección termoestable
- Estado de desarrollo y tendencia de la fundición de precisión de acero inoxidable
- La importancia de la técnica de moldeo por inyección
- Prototipos de moldeo por inyección:la solución más conveniente y económica
- El rendimiento efectivo del moldeo por inyección rápida
- Pasadores eyectores de moldeo por inyección:tipos y consideraciones
- Los fundamentos del fresado y torneado personalizado
- Circuito LDO:conceptos básicos, principio de funcionamiento y aplicaciones
- Las limitaciones del moldeo por inyección de bajo volumen