


Controladores lógicos programables (PLC)
Antes de la llegada de los circuitos lógicos de estado sólido, los sistemas de control lógico se diseñaron y construyeron exclusivamente alrededor de relés electromecánicos. Los relés están lejos de ser obsoletos en el diseño moderno, pero han sido reemplazados en muchos de sus roles anteriores como dispositivos de control de nivel lógico, relegados con mayor frecuencia a aquellas aplicaciones que exigen conmutación de alta corriente y / o alta tensión.
Los sistemas y procesos que requieren control “encendido / apagado” abundan en el comercio y la industria modernos, pero tales sistemas de control rara vez se construyen a partir de relés electromecánicos o puertas lógicas discretas. En cambio, las computadoras digitales satisfacen la necesidad, que puede ser programada para realizar una variedad de funciones lógicas.
La historia de los controladores lógicos programables
A finales de la década de 1960, una empresa estadounidense llamada Bedford Associates lanzó un dispositivo informático al que llamaron MODICON . Como acrónimo, significaba Mod ular Di Con de gital troller, y más tarde se convirtió en el nombre de una división de la empresa dedicada al diseño, fabricación y venta de estas computadoras de control para fines especiales.
Otras empresas de ingeniería desarrollaron sus propias versiones de este dispositivo y, finalmente, llegó a ser conocido en términos no propietarios como PLC o P L programable C ógico ontroller. El propósito de un PLC era reemplazar directamente los relés electromecánicos como elementos lógicos, sustituyendo en su lugar una computadora digital de estado sólido con un programa almacenado, capaz de emular la interconexión de muchos relés para realizar ciertas tareas lógicas.
PLC de programación y lógica de escalera
Un PLC tiene muchos terminales de "entrada", a través de los cuales interpreta los estados lógicos "alto" y "bajo" de los sensores e interruptores. También tiene muchos terminales de salida, a través de los cuales emite señales "altas" y "bajas" para encender luces, solenoides, contactores, motores pequeños y otros dispositivos que se prestan al control de encendido / apagado.
En un esfuerzo por hacer que los PLC sean fáciles de programar, su lenguaje de programación fue diseñado para parecerse a los diagramas de lógica de escalera. Por lo tanto, un electricista industrial o ingeniero eléctrico acostumbrado a leer esquemas de lógica de escalera se sentiría cómodo programando un PLC para realizar las mismas funciones de control.
Los PLC son computadoras industriales y, como tales, sus señales de entrada y salida son típicamente de 120 voltios CA, al igual que los relés de control electromecánicos para los que fueron diseñados. Aunque algunos PLC tienen la capacidad de ingresar y emitir señales de voltaje de CC de bajo nivel de la magnitud utilizada en los circuitos de puertas lógicas, esta es la excepción y no la regla. Los estándares de programación y conexión de señales varían algo entre los diferentes modelos de PLC, pero son lo suficientemente similares como para permitir una introducción "genérica" a la programación de PLC aquí.
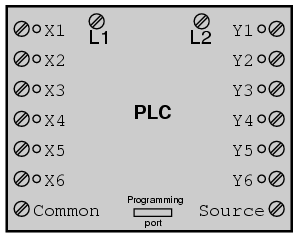
La siguiente ilustración muestra un PLC simple, como podría aparecer en una vista frontal. Dos terminales de tornillo proporcionan conexión a 120 voltios CA para alimentar los circuitos internos del PLC, etiquetados como L1 y L2. Seis terminales de tornillo en el lado izquierdo proporcionan conexión a los dispositivos de entrada, cada terminal representa un "canal" de entrada diferente con su propia etiqueta "X".
El terminal de tornillo inferior izquierdo es una conexión "Común", que generalmente se conecta a L2 (neutral) de la fuente de alimentación de 120 VCA.
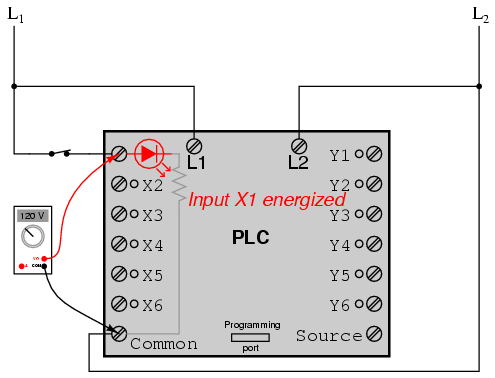
Dentro de la carcasa del PLC, conectado entre cada terminal de entrada y el terminal común, hay un dispositivo optoaislador (diodo emisor de luz) que proporciona una señal lógica "alta" aislada eléctricamente a los circuitos de la computadora (un fototransistor interpreta la luz del LED ) cuando hay una alimentación de 120 VCA aplicada entre el terminal de entrada respectivo y el terminal común. Un LED indicador en el panel frontal del PLC da una indicación visual de una entrada "energizada":
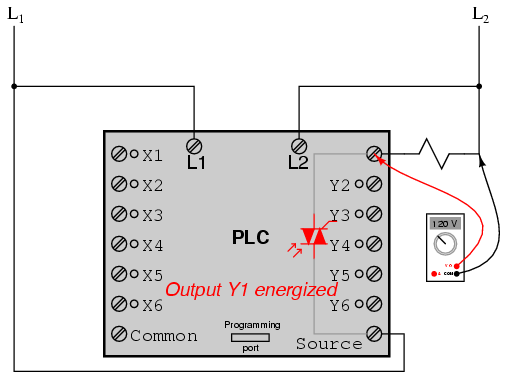
Las señales de salida son generadas por los circuitos de la computadora del PLC que activan un dispositivo de conmutación (transistor, TRIAC o incluso un relé electromecánico), conectando el terminal "Fuente" a cualquiera de los terminales de salida etiquetados con "Y". El terminal "Fuente", en consecuencia, generalmente se conecta al lado L1 de la fuente de alimentación de 120 VCA. Al igual que con cada entrada, un LED indicador en el panel frontal del PLC da una indicación visual de una salida "energizada":
De esta manera, el PLC puede interactuar con dispositivos del mundo real, como interruptores y solenoides. La lógica real del sistema de control se establece dentro del PLC mediante un programa informático. Este programa dicta qué salida se energiza bajo qué condiciones de entrada.
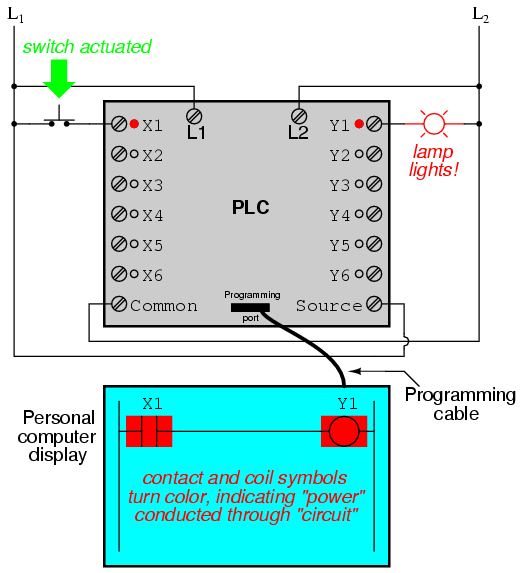
Aunque el programa en sí parece ser un diagrama de lógica de escalera, con símbolos de interruptores y relés, no hay contactos de interruptores ni bobinas de relés operando dentro del PLC para crear las relaciones lógicas entre la entrada y la salida. Estos son imaginarios contactos y bobinas, por así decirlo. El programa se ingresa y visualiza a través de una computadora personal conectada al puerto de programación del PLC. Considere el siguiente circuito y programa de PLC:
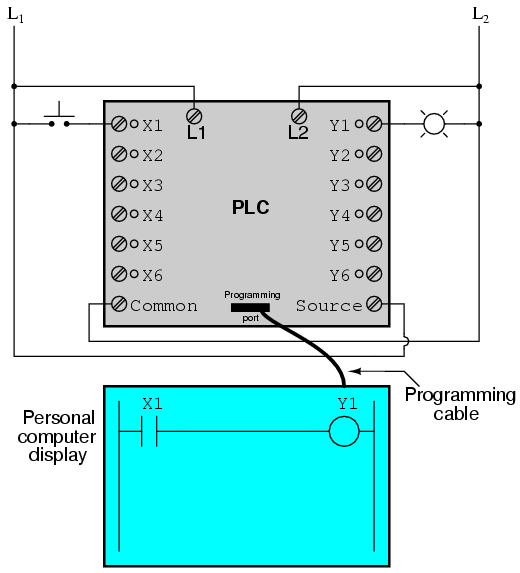
Cuando el interruptor de botón está desactivado (sin presionar), no se envía energía a la entrada X1 del PLC. Siguiendo el programa, que muestra un contacto X1 normalmente abierto en serie con una bobina Y1, no se enviará "potencia" a la bobina Y1. Por lo tanto, la salida Y1 del PLC permanece desenergizada y la lámpara indicadora conectada permanece oscura.
Sin embargo, si se presiona el interruptor de botón, se enviará energía a la entrada X1 del PLC. Todos y cada uno de los contactos X1 que aparecen en el programa asumirán el estado activado (no normal), como si fueran contactos de relé activados por la activación de una bobina de relé denominada "X1".
En este caso, energizar la entrada X1 hará que el contacto X1 normalmente abierto se "cierre", enviando "energía" a la bobina Y1. Cuando la bobina Y1 del programa "se energiza", la salida Y1 real se energizará, iluminando la lámpara conectada a ella:
Debe entenderse que el contacto X1, la bobina Y1, los cables de conexión y la "alimentación" que aparecen en la pantalla de la computadora personal son todos virtuales . No existen como componentes eléctricos reales. Existen como comandos en un programa de computadora, solo una pieza de software, que parece un diagrama esquemático de relé real.
Es igualmente importante comprender que la computadora personal utilizada para mostrar y editar el programa del PLC no es necesaria para el funcionamiento continuo del PLC. Una vez que se ha cargado un programa en el PLC desde la computadora personal, la computadora personal puede desconectarse del PLC y el PLC continuará siguiendo los comandos programados.
Incluyo la pantalla de la computadora personal en estas ilustraciones solo por su bien, para ayudarlo a comprender la relación entre las condiciones de la vida real (cierre del interruptor y estado de la lámpara) y el estado del programa ("energía" a través de contactos virtuales y bobinas virtuales).
Comportamiento del sistema de control
La verdadera potencia y versatilidad de un PLC se revela cuando queremos alterar el comportamiento de un sistema de control. Dado que el PLC es un dispositivo programable, podemos alterar su comportamiento cambiando los comandos que le damos, sin tener que reconfigurar los componentes eléctricos conectados a él.
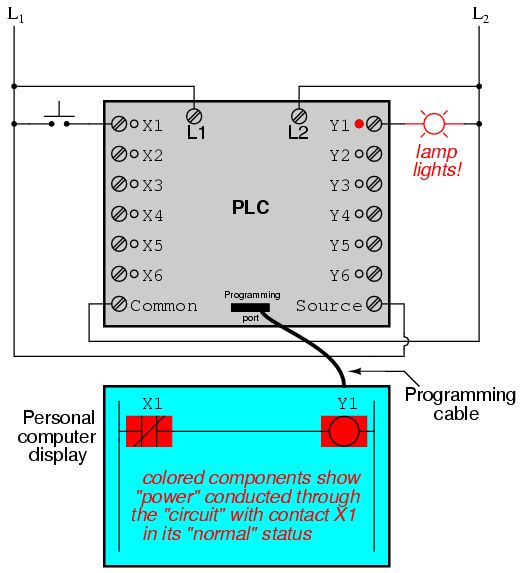
Por ejemplo, supongamos que quisiéramos hacer que este circuito de interruptor y lámpara funcionara de manera invertida:presione el botón para hacer que la lámpara se apague y suéltelo para que se encienda . La solución de "hardware" requeriría que un interruptor de botón normalmente cerrado sea sustituido por el interruptor normalmente abierto que se encuentra actualmente en su lugar. La solución de "software" es mucho más fácil:simplemente modifique el programa para que el contacto X1 esté normalmente cerrado en lugar de normalmente abierto.
En la siguiente ilustración, tenemos el sistema alterado que se muestra en el estado donde el botón no está activado ( no siendo presionado):
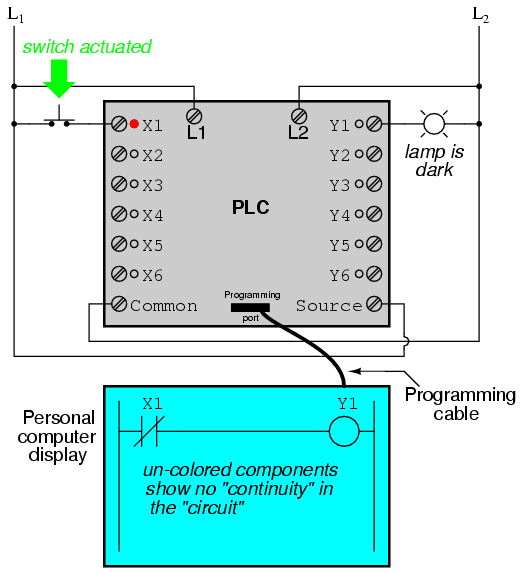
En la siguiente ilustración, el interruptor se muestra accionado (presionado):
Una de las ventajas de implementar el control lógico en el software en lugar de en el hardware es que las señales de entrada se pueden reutilizar tantas veces en el programa como sea necesario. Por ejemplo, tome el siguiente circuito y programa, diseñado para energizar la lámpara si al menos dos de los tres interruptores pulsadores se activan simultáneamente:
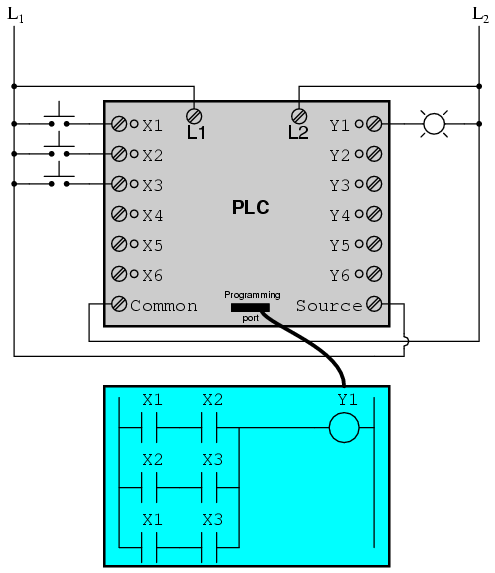
Para construir un circuito equivalente usando relés electromecánicos, deberían usarse tres relés con dos contactos normalmente abiertos cada uno, para proporcionar dos contactos por interruptor de entrada. Sin embargo, utilizando un PLC, podemos programar tantos contactos como deseemos para cada entrada "X" sin agregar hardware adicional, ya que cada entrada y cada salida no es más que un solo bit en la memoria digital del PLC (ya sea 0 o 1) y se puede recuperar tantas veces como sea necesario.
Además, dado que cada salida en el PLC no es más que un bit en su memoria, podemos asignar contactos en un programa de PLC "accionado" por un estado de salida (Y). Tomemos, por ejemplo, este siguiente sistema, un circuito de control de arranque y parada de motor:
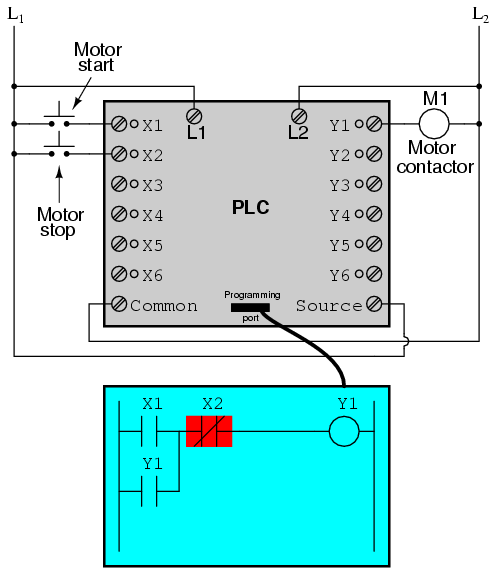
El interruptor de botón conectado a la entrada X1 sirve como el interruptor de "Inicio", mientras que el interruptor conectado a la entrada X2 sirve como el "Parada". Otro contacto en el programa, llamado Y1, usa el estado de la bobina de salida como un contacto de sellado, directamente, de modo que el contactor del motor continuará energizado después de que se suelte el interruptor de botón de “Arranque”. Puede ver que el contacto normalmente cerrado X2 aparece en un bloque de color, mostrando que está en un estado cerrado ("eléctricamente conductor").
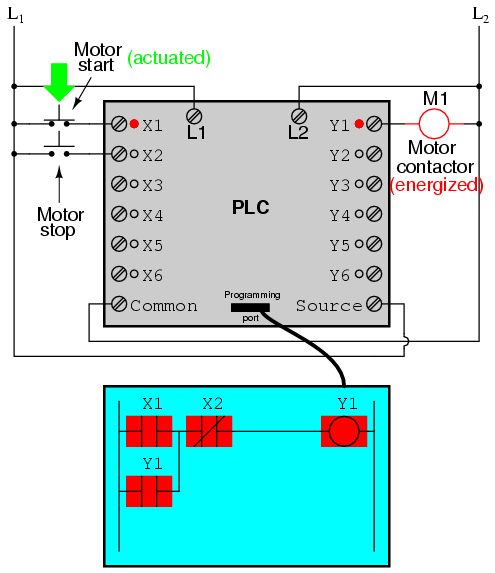
Si tuviéramos que presionar el botón "Inicio", la entrada X1 se energizaría, así "cerrando" el contacto X1 en el programa, enviando "energía" a la "bobina" Y1, energizando la salida Y1 y aplicando energía de 120 voltios CA a la Bobina del contactor del motor real. El contacto paralelo Y1 también se "cerrará", bloqueando así el "circuito" en un estado energizado:
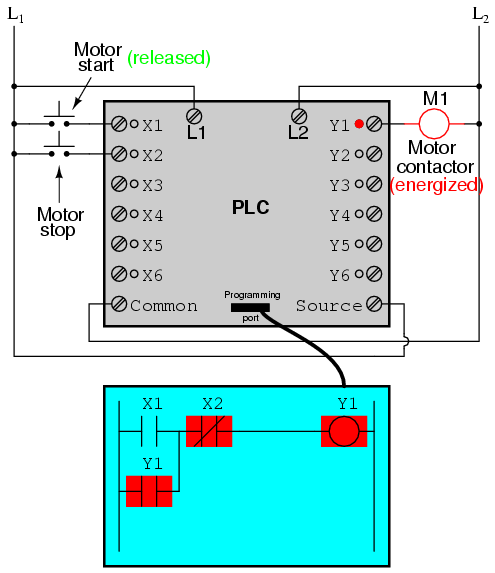
Ahora, si soltamos el botón "Inicio", el "contacto" X1 normalmente abierto volverá a su estado "abierto", pero el motor continuará funcionando porque el "contacto" de sellado Y1 continúa proporcionando "continuidad". para "alimentar" la bobina Y1, manteniendo así la salida Y1 energizada:
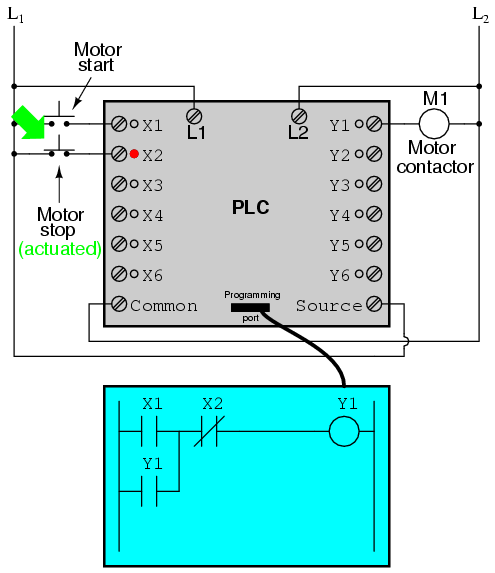
Para detener el motor, debemos presionar momentáneamente el botón “Stop”, que energizará la entrada X2 y “abrirá” el “contacto” normalmente cerrado, rompiendo la continuidad a la “bobina” Y1:
Cuando se suelta el botón "Stop", la entrada X2 se desactivará, regresando el "contacto" X2 a su estado normal, "cerrado". Sin embargo, el motor no arrancará de nuevo hasta que se accione el botón "Arranque", porque se ha perdido el "sellado" de Y1:
Diseño a prueba de fallas en sistemas controlados por PLC
Un punto importante a destacar aquí es que a prueba de fallas El diseño es tan importante en los sistemas controlados por PLC como en los sistemas controlados por relés electromecánicos. Siempre se deben considerar los efectos del cableado fallado (abierto) en el dispositivo o dispositivos que se controlan. En este ejemplo de circuito de control de motor, tenemos un problema:si el cableado de entrada para X2 (el interruptor de "Parada") fallara al abrirse, ¡no habría forma de detener el motor!
La solución a este problema es una inversión de la lógica entre el "contacto" X2 dentro del programa del PLC y el interruptor de botón "Stop" real:
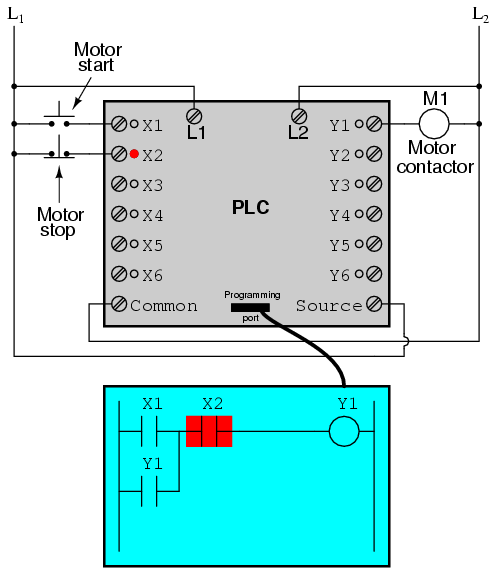
Cuando el interruptor de botón "Stop" normalmente cerrado no está activado (no presionado), la entrada X2 del PLC se energizará, "cerrando" así el "contacto" X2 dentro del programa. Esto permite que el motor se ponga en marcha cuando la entrada X1 está energizada y permite que continúe funcionando cuando ya no se presiona el botón de “Arranque”. Cuando se acciona el botón "Stop", la entrada X2 se desactivará, "abriendo" el "contacto" X2 dentro del programa del PLC y apagando el motor.
Entonces, vemos que no hay diferencia operativa entre este nuevo diseño y el diseño anterior. Sin embargo, si el cableado de entrada en la entrada X2 fallara al abrirse, la entrada X2 se desenergizaría de la misma manera que cuando se presiona el botón “Detener”. El resultado, entonces, de una falla de cableado en la entrada X2 es que el motor se apagará inmediatamente.
Este es un diseño más seguro que el que se mostró anteriormente, donde una falla en el cableado del interruptor de "Parada" habría resultado en una incapacidad para apagar el motor. Además de los elementos del programa de entrada (X) y salida (Y), los PLC proporcionan bobinas y contactos "internos" sin conexión intrínseca con el mundo exterior. Estos se utilizan de la misma forma que los "relés de control" (CR1, CR2, etc.) que se utilizan en los circuitos de relés estándar:para proporcionar inversión de señal lógica cuando sea necesario.
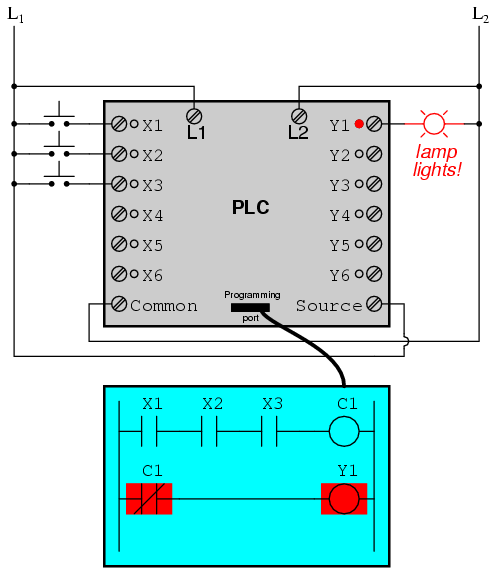
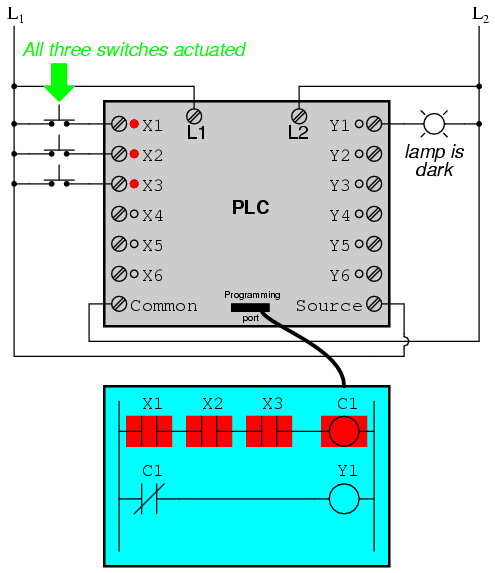
Para demostrar cómo se puede usar uno de estos relés “internos”, considere el siguiente circuito y programa de ejemplo, diseñado para emular la función de una puerta NAND de tres entradas. Dado que los elementos del programa de PLC generalmente se diseñan con letras simples, llamaré al relé de control interno "C1" en lugar de "CR1" como sería habitual en un circuito de control de relé:
En este circuito, la lámpara permanecerá encendida mientras alguna de los pulsadores permanecen inactivos (no presionados). Para hacer que la lámpara se apague, tendremos que accionar (presionar) todos tres interruptores, como este:
Funcionalidad PLC avanzada
Esta sección sobre controladores lógicos programables ilustra solo una pequeña muestra de sus capacidades. Como computadoras, los PLC pueden realizar funciones de temporización (por el equivalente de relés de retardo de tiempo), secuenciación de tambor y otras funciones avanzadas con mucha mayor precisión y confiabilidad que lo que es posible usando dispositivos lógicos electromecánicos. La mayoría de los PLC tienen capacidad para más de seis entradas y seis salidas. La siguiente fotografía muestra varios módulos de entrada y salida de un solo PLC Allen-Bradley.

Dado que cada módulo tiene dieciséis "puntos" de entrada o salida, este PLC tiene la capacidad de monitorear y controlar docenas de dispositivos. Al encajar en un armario de control, un PLC ocupa poco espacio, especialmente si se considera el espacio equivalente que necesitarían los relés electromecánicos para realizar las mismas funciones:

Supervisión y control remotos de PLC a través de redes informáticas digitales
Una ventaja de los PLC que simplemente no puede Ser duplicado por relés electromecánicos es monitoreo y control remoto a través de redes informáticas digitales. Debido a que un PLC no es más que una computadora digital de propósito especial, tiene la capacidad de comunicarse con otras computadoras con bastante facilidad. La siguiente fotografía muestra una computadora personal que muestra una imagen gráfica de un proceso real de nivel de líquido (una estación de bombeo o "elevación" para un sistema de tratamiento de aguas residuales municipal) controlado por un PLC.
La estación de bombeo real está ubicada a millas de distancia de la pantalla de la computadora personal:

Tecnología Industrial
- Circuitos integrados
- Niveles de voltaje de la señal lógica
- Funciones de lógica digital
- Introducción al álgebra booleana
- Lo que debe saber sobre los controladores lógicos programables
- PLC frente a DCS
- Ladder Logic 201- Escaneo de PLC
- PLC para accionamientos en la industria
- Controles PLC al rescate
- PLC frente a DCS
- PLC frente a CNC:una descripción general rápida