


Medición de la calidad de la cinta preimpregnada termoplástica para el control del proceso de piezas
Tanto la industria aeroespacial como la automotriz están interesadas en aplicaciones que utilizan cintas termoplásticas preimpregnadas. Como era de esperar, la calidad de las piezas acabadas se ve significativamente afectada por la calidad de la materia prima para el laminado. Aunque las cintas termoplásticas preimpregnadas se han utilizado durante décadas, el impulso por la calidad se ha intensificado a medida que muchos buscan consolidar in situ, sin más aplicación de presión o calor. La organización francesa de I + T de ingeniería y fabricación avanzada Cetim (Nantes, Francia) ha desarrollado un sistema para garantizar la calidad de estos materiales, que a su vez, aumenta el control de calidad de las piezas acabadas.
Calidad de cinta necesaria para la consolidación in situ
Cetim ha desarrollado varias tecnologías para producir piezas de compuestos termoplásticos. Uno comprende una máquina de bobinado de filamentos láser para cintas termoplásticas preimpregnadas. El objetivo de la máquina es fabricar aplicaciones de tanques y tubos que, hasta ahora, se limitaban a materiales compuestos metálicos y termoestables.
Este proceso de devanado termoplástico se basa en el mismo concepto que el devanado de filamentos termoendurecibles, pero con un paso de consolidación in situ diferente. Para los compuestos termoplásticos, un láser, como el que se utiliza con la colocación automática de fibra (AFP) de la cinta termoplástica preimpregnada, calienta un área específica de la cinta para aumentar la matriz termoplástica hasta su punto de fusión. En esta región de temperatura de fusión, la consolidación de la cinta se logra mientras la matriz se funde con la presión aplicada por un tambor. Las capas sucesivas de la pieza se apilan y consolidan durante el bobinado.
Sin embargo, como la industria ha descubierto durante el desarrollo de métodos de colocación automatizados durante la última década, para producir piezas con propiedades y rendimiento confiables, es necesario comprender el comportamiento térmico y físico-químico de estas cintas termoplásticas. Por ejemplo, la cinta debe tener dimensiones constantes y porosidad muy baja para evitar fluctuaciones de temperatura durante la aplicación que podrían resultar en una mala consolidación entre capas.
Por lo tanto, para tener éxito en el desarrollo de su proceso de compuestos termoplásticos y evaluar de manera eficiente la calidad de las piezas consolidadas in situ, Cetim ha desarrollado cuatro controles de garantía de calidad durante todo el ciclo de fabricación:dimensional (como se recibió), térmico (como calentado), en línea ( consolidada) y la energía necesaria para despegar las capas de cinta después de la consolidación.
Control dimensional
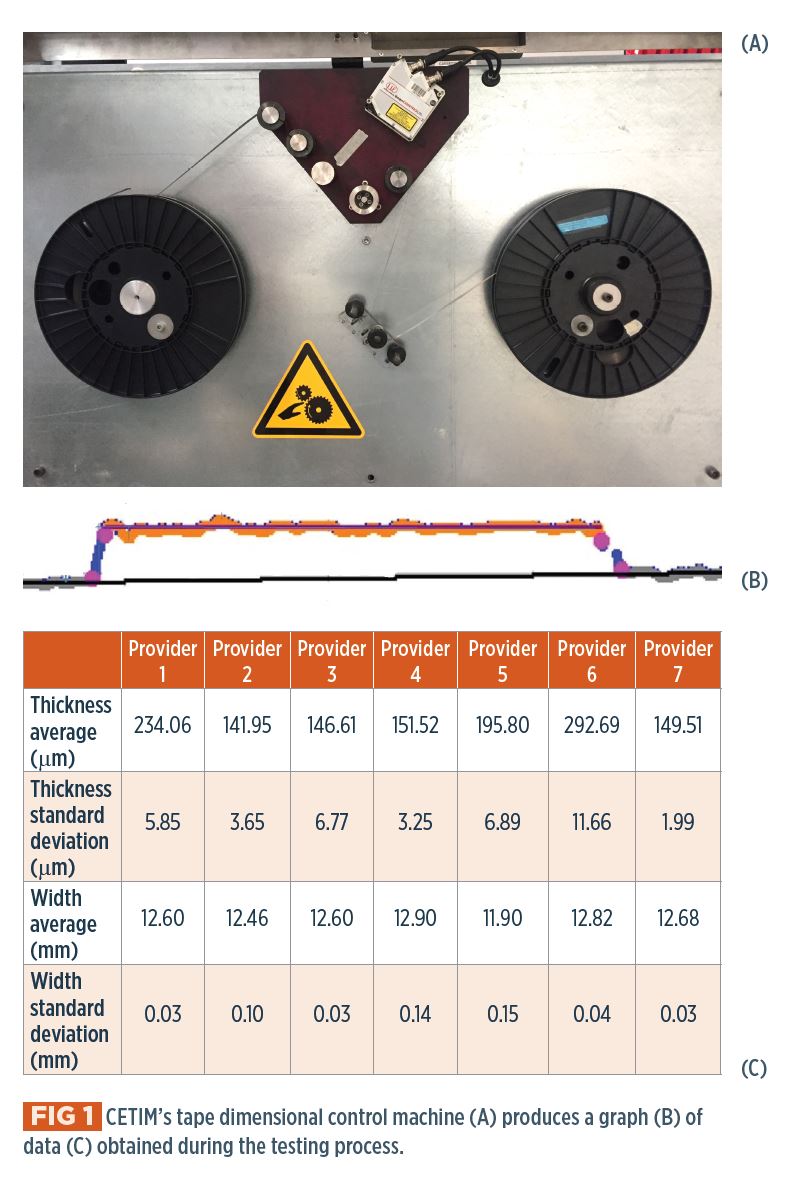
Esta primera comprobación se realiza antes de su uso. Su objetivo es evaluar rápidamente el grosor y el ancho de la cinta a lo largo de su longitud. La máquina de prueba está equipada con un láser, una cámara para captar la señal láser reflejada y un sensor para medir la longitud desenrollada de la cinta. El proceso comprende desenrollar la cinta del carrete tal como se envía en un carrete vacío. Durante este proceso, el láser y la cámara proporcionan datos de luz en todo el ancho de la cinta y en toda su longitud medida. El software de procesamiento interpreta los datos y muestra, en tiempo real, un gráfico de variación en el ancho de la cinta a lo largo del eje xy en el grosor de la cinta a lo largo del eje y (Fig. 1). Esto permite detectar visualmente defectos de ancho o espesor, y el software de la máquina muestra automáticamente alertas cuando se exceden las tolerancias dimensionales. Una vez finalizada la prueba, los datos de las variaciones de ancho y grosor de la cinta se recuperan fácilmente (tabla en la Fig. 1), y también es posible aplicar procesamiento estadístico.
Controles térmicos y micrográficos
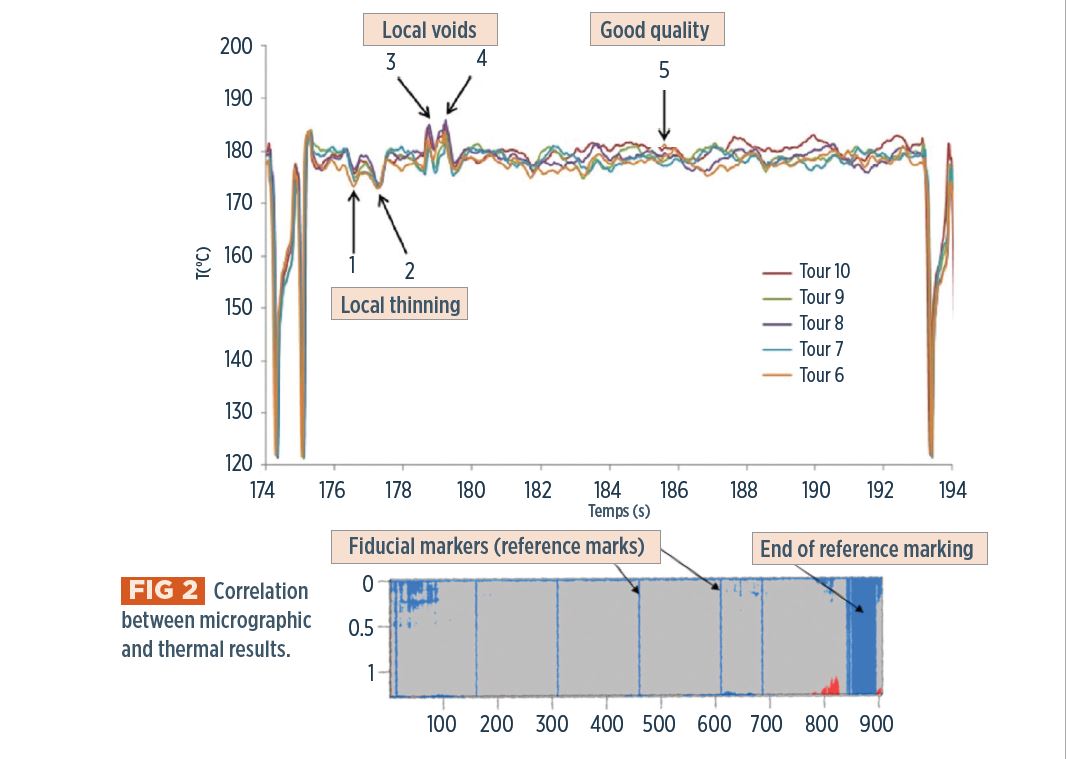
La segunda verificación evalúa los defectos que afectan el comportamiento térmico de la cinta durante el calentamiento (en este caso, por láser), incluido el cambio dimensional, la adhesión / delaminación entre las fibras y la matriz, la porosidad y el estado de la superficie antes fabricación. La técnica consiste en desplazar la cinta frente a un láser de baja potencia y utilizar una cámara térmica para capturar una imagen de las variaciones de temperatura generadas. Estas inhomogeneidades en el calentamiento identifican áreas defectuosas donde la porosidad, las fibras secas o la rugosidad de la superficie modifican el comportamiento térmico local. Después del procesamiento de datos, es posible obtener imágenes que muestran una representación espacial de la respuesta térmica de la cinta (Fig.2), incluidas las desviaciones, donde el rojo representa las áreas más cálidas y el azul las áreas más frías que la temperatura de procesamiento deseada.
También es posible mostrar un gráfico del tiempo de proceso (eje x) frente a la temperatura de la cinta (eje y, Fig. 2). Cetim ha correlacionado estos resultados con la medición de la porosidad a partir de micrografías de secciones de cinta. Se trata de secciones de la cinta a medida que se recibe y / o secciones de las piezas finales que se observan con un microscopio digital, proporcionando información cualitativa como la distribución de la fibra, el tipo específico de defectos, la porosidad, etc. Aunque son útiles para establecer la correlación entre la temperatura de la cinta respuesta y calidad de la pieza, estas inspecciones micrográficas son costosas, destructivas y solo permiten analizar la cinta sección por sección, no continuamente en toda su longitud.
Sin embargo, Cetim completó este trabajo de investigación, correlacionando los resultados de la prueba de respuesta a la temperatura de la cinta con los resultados de la sección micrográfica. Estos resultados muestran la efectividad de este rico control para cintas termoplásticas, y se está desarrollando un procesamiento de datos aún más eficiente.
Control en línea
Este control consiste en determinar si la pieza que se está produciendo cumple directamente, en línea, durante el proceso de fabricación. Esta operación se basa en la supervisión directa de parámetros de fabricación esenciales, como las temperaturas medidas, la potencia del láser, la velocidad de la cinta y la presión del rodillo sobre la cinta. El procesamiento digital de estos datos proporciona una síntesis visual y automática de la calidad de fabricación.
CETIM ha desarrollado un tablero para brindar una descripción general de los parámetros del proceso durante toda la fabricación.
Se dice que es particularmente efectivo para monitorear la producción de piezas con geometrías simples (por ejemplo, una placa, tubo o anillo); sin embargo, es más complejo de generar para piezas de geometría compleja.
Prueba de pelado
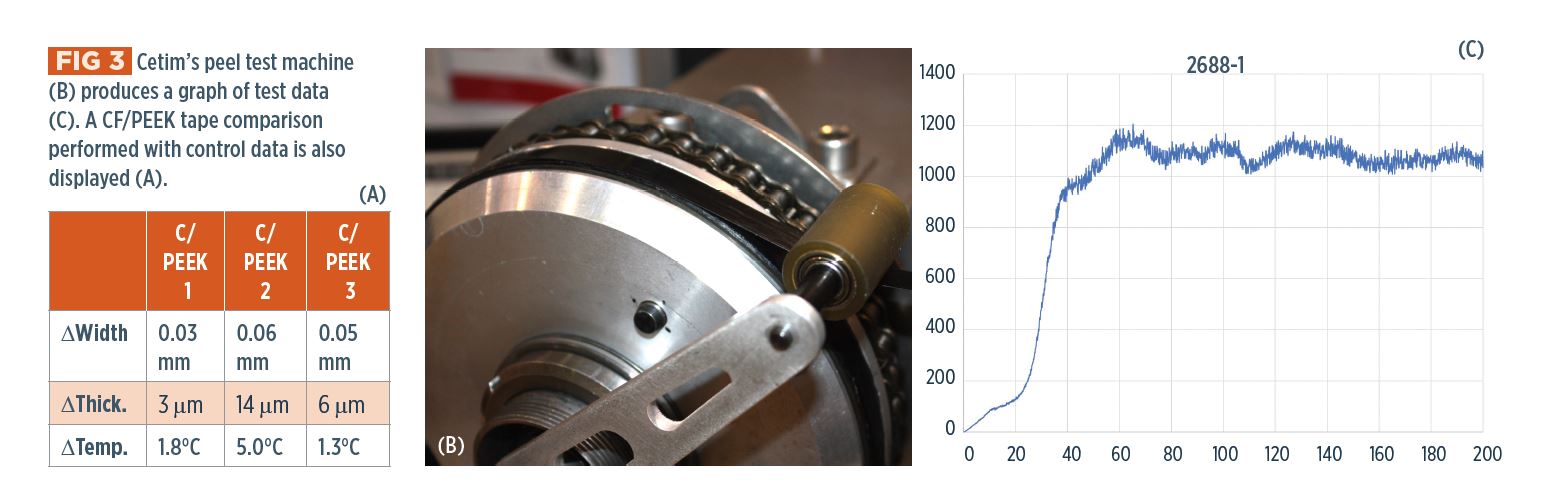
Esta verificación final ha sido desarrollada por Cetim en colaboración con el especialista en bancos de pruebas LF Technologies (Saint-Hilaire-de-Riez, Francia). Permite, en tan solo unos minutos, evaluar la adherencia entre capas de las cintas. Las mediciones se realizan en muestras llamadas "anillos", que se fabrican enrollando y consolidando in situ varias vueltas de cinta alrededor de un tubo simple. Estos anillos consolidados se colocan luego en el tambor izquierdo de la máquina de prueba (Fig. 3) y se desenrollan usando el tambor derecho. Se pueden ajustar múltiples parámetros, incluida la velocidad y el ángulo de pelado, este último a través de un brazo con un rodillo en su extremo. Una vez que se completa la prueba, un sistema de procesamiento de datos automatizado extrae el cambio en la energía de pelado a lo largo de la cinta desenrollada y grafica los datos. Esta prueba permite una evaluación relativamente rápida y de bajo costo de los parámetros de fabricación óptimos.
Incrementar el control de productos y procesos
El control de la calidad de la cinta preimpregnada termoplástica permite a los fabricantes de piezas compuestas controlar la calidad de sus productos. El incumplimiento de uno de estos controles permite determinar el origen del problema y por tanto corregirlo de forma eficaz y rápida. De hecho, estos controles proporcionan una especie de diagrama de flujo de garantía de calidad:
- ¿El problema proviene de la materia prima de la cinta?
Verifique mediante comprobaciones dimensionales y térmicas correlacionadas con análisis micrográficos de sección limitada. - ¿El problema proviene de la etapa de fabricación?
Verifique mediante inspección en línea y pruebas de pelado.
Con estas comprobaciones, Cetim puede completar de manera eficiente los parámetros de referencia de materiales para seleccionar las cintas más adecuadas para una aplicación determinada. La tabla de la Fig. 4 ilustra un ejemplo que evalúa la mejor cinta de fibra de carbono / PEEK para una aplicación de compuestos de alto rendimiento. Otro ejemplo aún está en proceso, la evaluación de Cetim de la cinta de bajo costo para el desarrollo de tanques de almacenamiento de hidrógeno compuestos termoplásticos para futuros vehículos con celdas de combustible. Cetim participa en proyectos de I + D que evalúan las ventajas relativas del termoplástico en comparación con los recipientes a presión de compuestos termoestables actuales. Cetim trabaja en el marco de acuerdos de investigación privados con varias empresas en todo el mundo para desarrollar aplicaciones de consolidación termoplástica in situ.
Acerca de los autores
Damien Guillon se incorporó a Cetim en 2009 después de obtener un título en ingeniería aeronáutica y un doctorado. sobre el comportamiento de choque de los materiales compuestos. Trabajó como gerente del laboratorio de pruebas y como experto en diseño de compuestos antes de convertirse en gerente de I + D del equipo de polímeros y compuestos.
Yoann Le Friant y Luc Poitevin se unieron a Cetim como directores de proyectos de I + D, en 2018 y 2017, respectivamente, después de obtener una maestría en ingeniería mecánica. El trabajo actual de Le Friant incluye la predicción de la vida útil de las piezas de polímero y el control de la calidad de la cinta termoplástica. También está a cargo de la consultoría de elección de materiales de Cetim. Poitevin trabaja en el desarrollo de piezas para la industria espacial utilizando procesos termoplásticos e integración de funciones complejas.
Resina
- Mejores métodos de control de calidad para el acabado industrial de metales
- Control de calidad en tiempo real:¿Qué sistema es el adecuado para usted?
- Desarrollo de una etapa de control de calidad eficaz
- Materiales Parte 1:Qué puede hacer el recocido por su proceso
- 6 consejos para mejorar el control de calidad en su taller
- 8 procedimientos de control de calidad imprescindibles para la industria alimentaria
- Personalización de sensores ultrasónicos para la optimización y el control de procesos compuestos
- CosiMo:Proceso inteligente de termoplástico RTM demostrado para el simulador de desafío de la tapa de la caja de la batería
- Cero desperdicio:Nuevo proceso, el equipo recicla el preimpregnado, los despojos de la cinta
- ¿Qué es el control de calidad?
- Tipos de métodos de control de calidad utilizados para las piezas de fundición en arena