


Tecnologías avanzadas de deposición de capas atómicas para micro-LED y VCSEL
Resumen
En los últimos años, los requisitos del proceso de los nanodispositivos han llevado a la reducción gradual en la escala de los dispositivos semiconductores y los consiguientes defectos de las paredes laterales no despreciables causados por el grabado. Dado que la deposición de vapor químico mejorada con plasma ya no puede proporcionar una cobertura de paso suficiente, las características de la tecnología ALD de deposición de capa atómica se utilizan para resolver este problema. ALD utiliza interacciones autolimitantes entre el gas precursor y la superficie del sustrato. Cuando el gas reactivo forma una sola capa de producto químico adsorbido en la superficie del sustrato, no se produce ninguna reacción entre ellos y se puede controlar el espesor de crecimiento. A nivel de Å, puede proporcionar una buena cobertura de pasos. En este estudio, se revisó y comparó una investigación reciente sobre la pasivación ALD en micro diodos emisores de luz y láseres emisores de superficie de cavidad vertical. Se demostró que varios métodos de pasivación mejoran la eficiencia de la luz, reducen las fugas y mejoran la confiabilidad.
Introducción
El desarrollo de la tecnología de deposición de capas atómicas (ALD) comenzó en la década de 1970. En 1977, el Dr. Tuomo Suntola de Finlandia, solicitó formalmente la primera patente para la tecnología ALD [1]. Entre 1983 y 1998, la tecnología ALD se aplicó a la producción de pantallas electrónicas en el aeropuerto de Helsinki en Finlandia. A fines de la década de 1990, debido a la introducción del proceso ALD en la industria de los semiconductores, se invirtieron considerables fondos de investigación y desarrollo y mano de obra, lo que contribuyó significativamente al rápido crecimiento de la tecnología de procesos ALD. En 2007, Intel utilizó la tecnología de proceso ALD para producir dióxido de hafnio (HfO 2 ) capa de pasivación de puerta, que se aplicó a un transistor de efecto de medio campo de óxido metálico en un microprocesador de 45 nm, consolidando aún más la importancia de la tecnología de proceso ALD en la industria de semiconductores [2].
ALD se basa en reacciones químicas superficiales [3] y se caracteriza por una excelente precisión de espesor a nivel atómico, alta uniformidad en áreas grandes y conformidad de la película con la estructura con una alta relación de aspecto. A diferencia de la deposición química de vapor (CVD) tradicional o la deposición física de vapor (PVD), como se muestra en la Figura 1, el proceso ALD generalmente utiliza dos precursores químicos diferentes. Estos se pasan a la cámara de reacción en diferentes momentos para formar dos reacciones de semiciclo, y todas las reacciones químicas se limitan a la superficie por quimisorción. Estas dos reacciones de semiciclo, que constituyen un ciclo ALD que facilita la deposición de una película monocapa, pueden repetirse capa por capa para hacer crecer la película. Estas reacciones químicas superficiales ocurren bajo las condiciones de una reacción autolimitante, que es la ventana del proceso ALD. El uso de dos reacciones de medio ciclo para depositar la película evita la presencia simultánea de dos precursores químicos en la cámara de reacción, y se forma un modo de deposición como CVD, lo que permite que la tecnología ALD controle con precisión el espesor y la uniformidad de la película [4, 5,6,7].
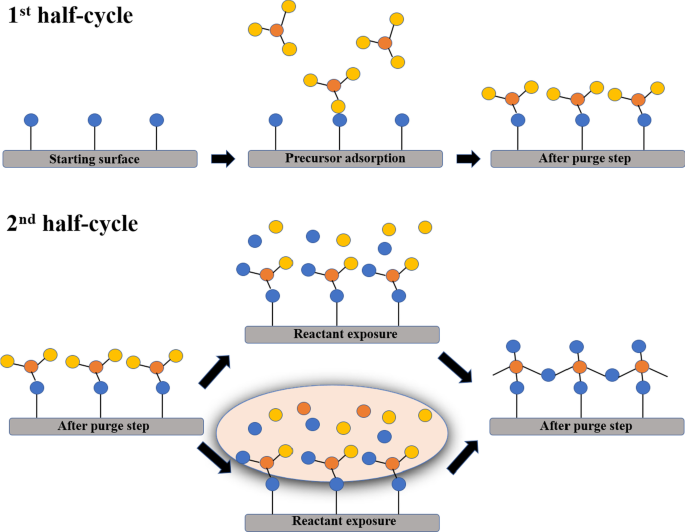
Representación esquemática de ALD térmica y asistida por plasma
La tasa de crecimiento de las películas de ALD se expresa mediante el crecimiento por ciclo (GPC) [8, 9]. En general, el GPC varía en grosor de 0,05 a 0,1 nm. La elección de los precursores químicos afecta la calidad de la película, su tasa de crecimiento y el tiempo requerido para el proceso. El procedimiento de deposición de ALD consta de cuatro pasos secuenciales:pulso A, limpio A, pulso B y limpio B. El pulso A consta de vapores precursores metálicos y el pulso B consta de vapores precursores no metálicos. Se utilizan gases inactivos como nitrógeno o argón y bombas de vacío para limpiar los subproductos de reacción gaseosos y las moléculas reactivas residuales del espacio de reacción durante la limpieza A y la limpieza B. La secuencia de depósito incluye al menos un ciclo de depósito. El ciclo de deposición se repite hasta que la secuencia de deposición ha producido una película del espesor deseado.
La reacción autolimitante forma el núcleo de la ALD [10,11,12,13]. Establecer y ajustar los parámetros del proceso (como la temperatura del proceso, la selección del precursor químico, la dosificación, etc.) para permitir que la reacción química de la superficie alcance la condición de autolimitación es el primer paso en el desarrollo del proceso ALD. En el caso de cumplir con la ventana del proceso ALD, todas las reacciones químicas ocurren en la superficie, satisfaciendo las condiciones autolimitantes. Por lo tanto, si se introducen suficientes moléculas precursoras químicas en cada ciclo de ALD, la cantidad total de precursores químicos que participan en la reacción química de la superficie depende del número de grupos reactivos de la superficie. Si la temperatura del proceso se controla a un nivel en el que las moléculas precursoras químicas no están dentro del rango de adsorción física y craqueo térmico automático, se puede depositar una capa atómica uniformemente en todas las superficies del sustrato en cada ciclo ALD. En consecuencia, la tecnología ALD tiene una excelente uniformidad y capacidad de conformación y puede reducir el espesor de la película. La precisión del control es un factor clave a nivel atómico [14,15,16,17].
La aplicación más importante de ALD se encuentra en el campo de los semiconductores [18,19,20,21,22], como la preparación de dieléctricos de alto k, películas delgadas de metal, películas de barrera de cobre y capas de parada de grabado para campos de aletas. transistores de efecto (FinFET) [23,24,25,26,27,28], capas de pasivación de óxido y capas antirreflectantes para LED y VCSEL. La cobertura muy uniforme y las características de película de alta densidad de ALD lo hacen adecuado para dispositivos que son sensibles al agua y al oxígeno. Por lo tanto, ALD se ha convertido en la mejor herramienta de recubrimiento para capas protectoras de dispositivos que requieren alta confiabilidad. La tasa de transmisión de vapor de agua (WVTR) es un indicador importante para medir la resistencia de la película al agua y al oxígeno, especialmente para pantallas de diodos emisores de luz orgánicos flexibles (OLED), que son sensibles al vapor de agua [29,30,31, 32,33,34,35,36,37]. Su valor debe llegar a 10 −4 g / m 2 -día o menos. Para otros VCSEL de alta potencia, dispositivos de alimentación y LED de gama alta, su WVTR debe ser al menos menor que 10 −3 g / m 2 -día para garantizar la confiabilidad en entornos hostiles. Por lo tanto, estos dispositivos han comenzado a utilizar la pasivación ALD para asegurar su estabilidad [38,39,40,41,42,43,44]. Además de las aplicaciones mencionadas, los dispositivos fotovoltaicos [45,46,47], baterías de litio [48,49,50], pilas de combustible y sistemas microelectromecánicos (MEMS) también utilizan muchos procesos ALD [6, 51, 52,53]. En este artículo, nos centramos en los efectos de las tecnologías ALD en el rendimiento del dispositivo y revisamos el caso de los VCSEL. Además, este artículo proporciona una descripción general de los procesos ALD para mejorar el rendimiento de los VCSEL.
Tecnologías ALD para micro-LED
El LED azul-verde se compone principalmente de materiales basados en InGaN. Por su estructura cristalina, es un material piezoeléctrico. Tiene un fuerte campo eléctrico incorporado, que afecta la longitud de onda de emisión y la eficiencia de recombinación de portadora del área activa. Este fenómeno se denomina efecto Stark confinado cuántico (QCSE), que es una de las principales razones de la eficiencia luminosa de los LED [54]. Por lo tanto, el equipo de investigación utilizó las características del QCSE a través de una nanoestructura en forma de anillo en una oblea epitaxial verde. La fabricación de la estructura libera la tensión en el área activa del LED para lograr la modulación de la longitud de onda. Modula la longitud de onda de emisión de verde a azul porque la nanoestructura sacrifica parte del área luminosa y reduce la intensidad luminosa [55]. La figura 2 muestra un esquema del micro-LED (μ-LED). A medida que disminuye el tamaño del μ-LED, los defectos de la pared lateral tienen un mayor impacto en la oblea, lo que lleva a una disminución en la eficiencia luminosa del chip [56,57,58]. La pasivación en LED de tamaño micro se logra generalmente mediante la deposición química en fase de vapor mejorada con plasma (PECVD), que utiliza precursores a base de hidrógeno para lograr velocidades de deposición rápidas [30, 32]. Se prefiere ALD para LED de tamaño micro. En comparación con las capas de pasivación depositadas por PECVD, ALD es capaz de depositar películas dieléctricas altamente compactas con un espesor de escala nanométrica. ALD proporciona un enfoque prometedor para la pasivación de μ-LED al ofrecer películas dieléctricas compactas y densas junto con un mejor control sobre el espesor de la película. Por lo tanto, muchos equipos de investigación han introducido la tecnología de protección de pasivación de película delgada ALD para reemplazar el método tradicional PECVD. F Koehler y col. han informado que el PECVD estándar puede depositar película a temperaturas moderadas (400 ° C) pero sufre fuertes efectos de carga. ALD tiene la ventaja de una buena conformalidad a bajas temperaturas. Además, ALD muestra una uniformidad superior de oblea a oblea y dentro de oblea [59, 60, 61]. Además, Milojevic [38] informó que el aumento de la corriente de fuga en los μ-LED más pequeños puede deberse a la calidad dieléctrica de PECVD. Este aumento reveló que la pasivación de la pared lateral de PECVD era insuficiente para reducir la corriente de fuga para los LED μ con una gran relación perímetro / área; Nakamura y col. han investigado los efectos optoelectrónicos de la pasivación de la pared lateral en micro-LED utilizando ALD y PECVD, y estos resultados también revelaron que ALD es más beneficioso para las mejoras de los efectos ópticos y eléctricos [62]. La capa de protección de pasivación ALD tiene alta densidad, alta cobertura de pasos, reparación efectiva de defectos y otras características que evitan que los portadores queden atrapados por defectos en la superficie del dispositivo. Por lo tanto, la intensidad luminosa del dispositivo aumenta enormemente, lo que se traduce en una mejora de la eficiencia [44, 55, 60, 63,64,65,66,67].
Esquema de un μ-LED [67]
Considerando la influencia de la capa de protección de pasivación desarrollada por PECVD y ALD en la corriente de fuga, la Fig. 3 muestra los diagramas de corriente de fuga del LED μ rojo después de la protección de pasivación de PECVD y ALD [66,67,68]. Se observa que la corriente de fuga promedio del dispositivo que usa ALD es mucho menor que la obtenida usando PECVD. Además, la corriente de fuga aumenta uniformemente a medida que se reduce el tamaño del componente debido al aumento en la relación superficie-volumen de los dispositivos pequeños y la ruta de fuga adicional bajo polarización inversa.
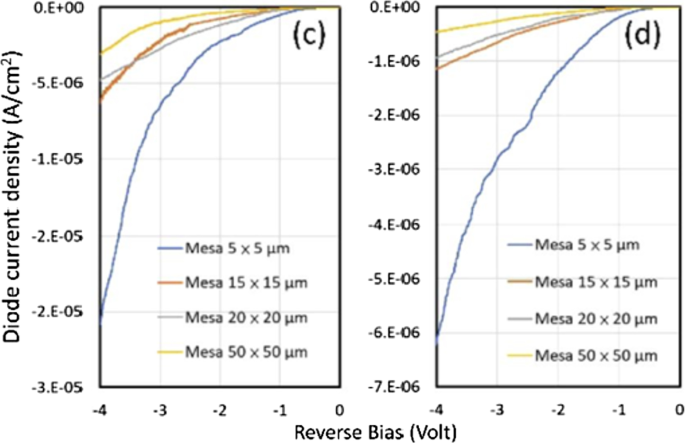
Curvas J-V de polarización inversa de a Muestras de PECVD y b Muestras ALD [68]
Para ilustrar la influencia de la capa de protección de pasivación en la potencia óptica del μ-LED de luz roja, la Fig. 4 compara la potencia óptica de las capas de protección de pasivación PECVD y ALD para diferentes tamaños y densidades de corriente. Se puede ver que cuando el tamaño del componente es superior a 15 µm, la potencia óptica de las capas de pasivación PECVD y ALD puede alcanzar niveles satisfactorios, pero cuando el tamaño del componente es inferior a 5 µm, ALD supera la protección de pasivación proporcionada por PECVD. De la comparación entre dispositivos con diferentes recubrimientos y diferentes niveles de corriente, se puede observar una caída dramática en términos de potencia óptica integrada. Con la misma densidad de corriente y diferentes tamaños, la diferencia en la potencia óptica proporcionada por ALD es 570 veces mayor, mientras que los componentes que utilizan PECVD son tan altos como 850 veces. Esto muestra que ALD todavía proporciona una pasivación excelente para componentes pequeños. La capa protectora permite la supresión continua de defectos superficiales y aumenta la eficacia de recombinación de la radiación. Además, la protección de pasivación proporcionada por ALD aumenta la confiabilidad del dispositivo. Dado que el proceso de grabado en seco puede causar daños y defectos en las paredes laterales, el impacto de los defectos de las paredes laterales puede aumentar proporcionalmente cuando se reduce el tamaño del dispositivo, lo que lleva a una degradación prematura del rendimiento. Por tanto, la calidad de la capa de pasivación es particularmente importante. Los resultados anteriores demuestran que a medida que se reduce el tamaño del dispositivo, los dispositivos protegidos por pasivación ALD funcionan mejor en diferentes condiciones. En los procesos de fabricación avanzados futuros, se espera que la tecnología ALD continúe desempeñando un papel importante.
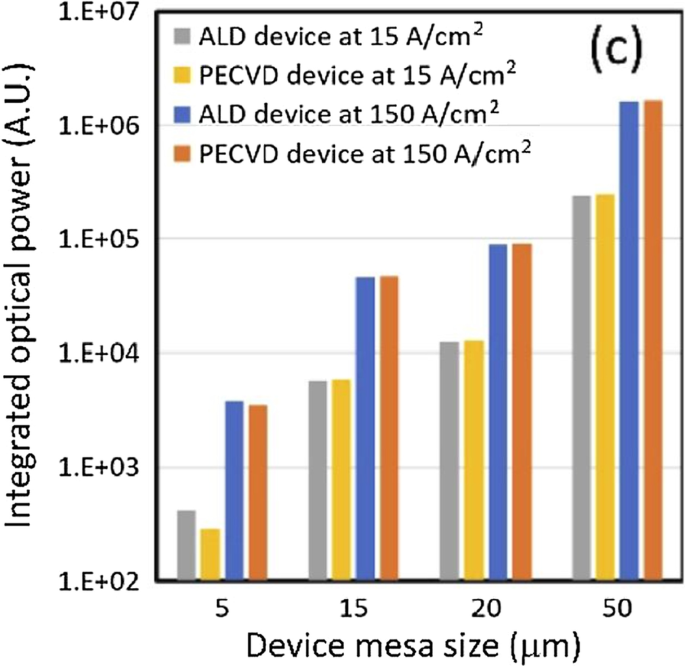
Intensidad espectral integrada entre muestras ALD y PECVD bajo densidades de corriente alta / baja [68]
Considerando la influencia del EQE, el presente estudio determinó la presencia de una capa de pasivación en la pared lateral y comparó los efectos de las capas de pasivación producidas a través de ALD y PE-CVD en el EQE de la siguiente manera:LED-1:μ-LED no sometido a la pasivación de la pared lateral; LED-2:μ-LED sometido a pasivación de la pared lateral ALD y grabado con plasma acoplado inductivamente; LED-3:μ-LED sometido a pasivación de la pared lateral de PE-CVD y grabado HF; LED-4:μ-LED sometido a pasivación de la pared lateral ALD y grabado HF. La Figura 5a, b muestra los EQEs obtenidos para 100 × 100 μm 2 y 20 × 20 μm 2 dispositivos, respectivamente, para ilustrar los efectos de diferentes técnicas de pasivación de paredes laterales. Todos los 100 × 100 μm pasivados 2 Los μ-LED tuvieron un pico de EQE similar (LED-1, 40%; LED-2, 36%; LED-3, 38%; y LED-4, 41%). Debido a la pequeña relación perímetro-área, el daño de la pared lateral tuvo poco efecto en el rendimiento del dispositivo. Por lo tanto, la pasivación de la pared lateral no afectó significativamente a los LED μ grandes. Además, el EQE se ve menos afectado por el daño de la pared lateral en el caso de dispositivos más grandes y no mejora con la pasivación de la pared lateral. Para el 2 de 100 × 100 μm muestra, independientemente del método de pasivación de la pared lateral utilizado, la caída de EQE varió aunque la EQE máxima se mantuvo constante. Para μ-LED con un área de 20 × 20 μm 2 , el EQE logrado con y sin pasivación de ALD fue del 33% y 24%, respectivamente. Este resultado se atribuye a los efectos combinados de la extracción de luz mejorada, la reorganización de la superficie y la reducción de la corriente de fuga causada por el daño de la pared lateral.
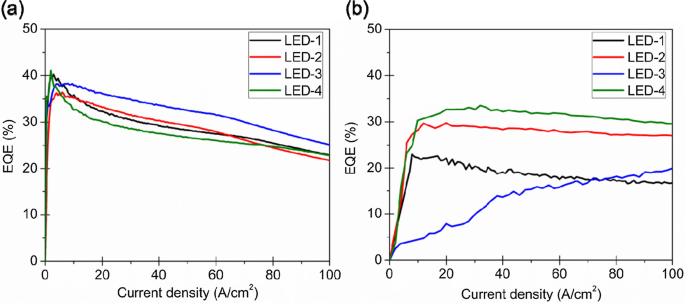
Dependencia del EQE de la corriente para a 100 × 100 μm 2 y b 20 × 20 μm 2 dispositivos con diferentes métodos de pasivación de paredes laterales [63]
En consecuencia, la tecnología μ-LED tiene un gran potencial para alterar el negocio de la iluminación de estado sólido y, sin duda, será una tecnología de visualización revolucionaria. La pasivación de la pared lateral es esencial para mantener la confiabilidad requerida para un alto rendimiento con una mayor reducción del tamaño del dispositivo. En general, ALD es una técnica clave para realizar la pasivación de la pared lateral para evitar una caída en la eficiencia de los μ-LED, ya que su tamaño característico se reduce a la microescala debido a la corriente de fuga [69].
Tecnologías ALD para VCSEL
Hay muchas ventajas en los VCSEL de óxido, como una mejor estabilidad modal y una baja fluctuación para las aplicaciones de transmisión de datos, así como un bajo costo en los paquetes de transceptores no herméticos. Sin embargo, debido a la alta densidad de potencia del láser, el óxido VCSEL también requiere más métodos de protección para evitar la mutación de las características del láser.
El VCSEL consta de tres partes:el reflector Bragg de distribución superior (p-DBR), la cavidad y el n-DBR inferior. El DBR consta de 20 a 40 pares de películas delgadas. La cavidad tiene generalmente un grosor de varias micras. En comparación con la longitud de ganancia del emisor lateral, la longitud de ganancia de la capa activa del VCSEL es muy pequeña (unas pocas decenas de nanómetros). Para obtener la emisión estimulada de luz de radiación, el DBR debe tener una reflectividad muy alta para que se produzca la emisión estimulada de luz de radiación. Para mejorar las características de los VCSEL, se ha aplicado ALD para preparar la capa de pasivación, DBR, múltiples pozos cuánticos (MQW) e incluso los electrodos transparentes de los VCSEL.
Tecnologías ALD para la capa de pasivación de VCSEL
ALD se ha aplicado para mejorar la confiabilidad de los puntos cuánticos y LCD [31, 32, 70, 71], para la capa de pasivación de VCSEL, la película delgada de recubrimiento uniforme y denso de ALD puede mejorar su confiabilidad. La inserción de la película densa como una capa de pasivación de óxido para los VCSEL es muy importante para proteger la cavidad del VCSEL. Anteriormente, las películas protectoras generalmente se plateaban usando PECVD. Sin embargo, generalmente se requiere una película gruesa para mantener la compacidad de la película, lo que provoca una tensión excesiva y afecta la confiabilidad de los VCSEL. La tecnología ALD puede depositar Al 2 O 3 películas delgadas con características similares a las de la capa de pasivación de los VCSEL, y la película delgada de recubrimiento uniforme y denso pueden aislar completamente el chip de protección. Por lo tanto, ALD se ha utilizado para reemplazar PECVD como el mejor proceso de recubrimiento para las capas de pasivación de VCSEL.
La fiabilidad de los VCSEL de óxido fue muy alta en la prueba de 85/85 (85 ° C y 85% de humedad relativa, HR) debido a la capa de oxidación de AlGaAs con mayor concentración de Al en comparación con las capas DBR. Una mayor apertura de óxido de Al provocó una delaminación por corrosión en la interfaz óxido-semiconductor. Xie y col. mostró que el crecimiento de la dislocación, el agrietamiento importante y la degradación de la superficie de la abertura ocurrieron en un porcentaje significativo de VCSEL de óxido expuestos a la humedad [72]. Herrick y col. También observaron fallas similares derivadas de la exposición a la humedad en una cámara 85/85 [73]. En los últimos veinte años, muchos investigadores y empresas han invertido en la investigación sobre la prevención del envejecimiento en los elementos VCSEL causado por la entrada de humedad y han propuesto una amplia gama de películas protectoras pasivas y cambios en el diseño del diseño. Por ejemplo, en 2004, Agilent Technologies propuso grabar un orificio y rellenar el polímero para evitar la exposición a la humedad [74]. En 2006, Debrabander propuso el método de detección de orificios por alfiler de película de pasivación mesa [75], mientras que en 2014, TrueLight propuso la película de pasivación SiON [76]. Aquí, solo citamos algunos estudios como ejemplos. Este estudio utilizó principalmente Al 2 O 3 películas cultivadas por ALD y formaron un complejo apilado para películas de pasivación a prueba de humedad con SiN x cultivado con PECVD . Diseñamos el experimento y realizamos un estudio comparativo para mostrar la mejora de la falla de la prueba 85/85 con la capa ALD, y las capas dieléctricas resistentes a la humedad de la estructura VCSEL depositadas por PECVD y ALD se denominaron dispositivo A y dispositivo B, respectivamente. .
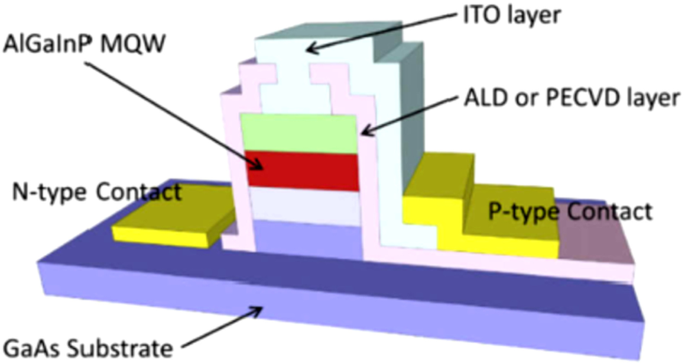
La Figura 6 muestra la estructura del VCSEL, que incluye DBR de tipo n, capas de MQW, una capa de apertura de óxido de AlGaAs con alto contenido de Al (~ 0,98) y capas de DBR de tipo p. La siguiente descripción se refiere a las etiquetas. Las capas de pasivación resistentes a la humedad solo fueron depositadas por ALD en la pared lateral del dispositivo B después de la oxidación.
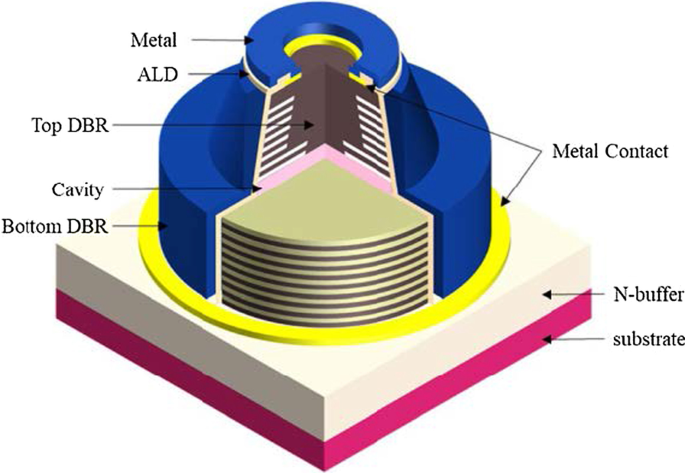
Esquema del VCSEL [42]
La Tabla 1 muestra la comparación de VCSEL en este trabajo y otros grupos. En este trabajo, se han estudiado el diagrama de ojo LIV, S 21 y la vida útil de operación en húmedo a alta temperatura (WHTOL) de VCSEL con y sin ALD, y estos resultados muestran que ALD no afectó las propiedades fotoeléctricas y de comunicación de altas temperaturas. VCSEL de velocidad, pero mejoran la confiabilidad de los VCSEL de alta velocidad.
Como se muestra en la Fig. -modo (FM) VCSEL. En este trabajo, se ha utilizado la técnica de ALD para mejorar la confiabilidad de FM VCSEL.
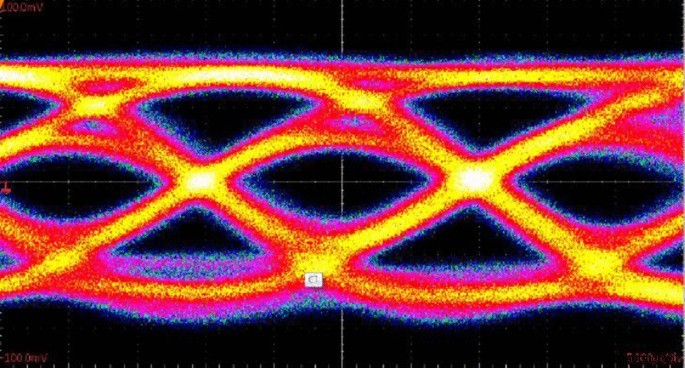
Diagramas de ojo de transmisión sin errores de 53 Gb / s hasta 100 m con el diámetro de 6 μm de apertura de óxido en el VCSEL después de ALD
Se demuestran las prestaciones de CC, CA y transmisión del dispositivo B. La Figura 8a, b muestra la curva de luz-corriente (L-I) y la respuesta de modulación de pequeña señal del dispositivo B a 25 ° C. La Figura 9 muestra el diagrama de ojo de modulación de amplitud de pulso de 4 niveles (PAM4) a 56 Gb / s bajo un sesgo de I =8 mA a 25 ° C. La Figura 10a, b muestra el diagrama de ojo de codificación de encendido-apagado (OOK) a 28 Gb / s con un sesgo de I =8 mA del dispositivo B a 25 ° C y 75 ° C.
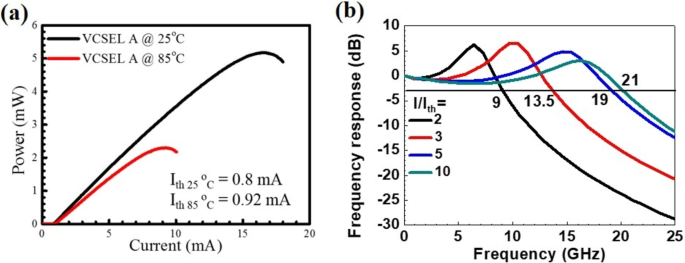
un Características de la corriente de luz de un VCSEL de 850 nm a 25 ° C y 85 ° C, b respuesta de modulación de pequeña señal para el dispositivo B a 25 ° C
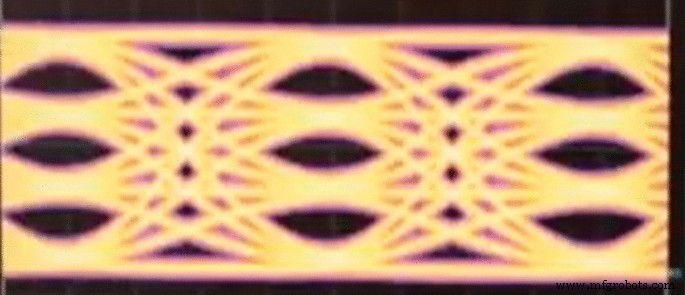
Diagrama de ojo de la señal PAM4 transmitida por el VCSEL de 850 nm a 56 Gb / s con un sesgo de I =8 mA a 56 Gb / sa 25 ° C
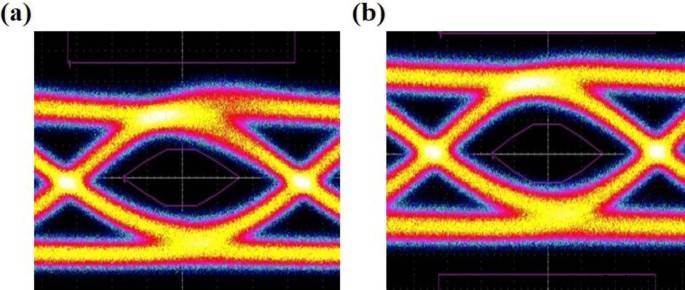
Diagrama de ojo de la señal OOK transmitida por el VCSEL de 850 nm a 28 Gb / s con un sesgo de I =8 mA en a 25 ° C y b 75 ° C
Estudiar la mejora de la resistencia a la humedad mediante la pasivación del Al 2 O 3 Capa ALD, se definieron dos dispositivos recubiertos con capas dieléctricas. En el dispositivo A, la capa dieléctrica recubrió solo SiN x , mientras que en el dispositivo B, recubrió Al 2 O 3 ALD y SiN x juntos. SiN x , poliimida, SiN x y la metalización se completaron en secuencia. El primer p-metal formó un contacto óhmico con el material superior de GaAs. 2nd p-metal es un metal de almohadilla de unión. Las películas de pasivación apiladas complejas cubrieron la superficie de la mesa en el dispositivo B de manera eficiente. El paquete de dispositivos antiguos se preparó en formato TO abierto.
Las condiciones ambientales para el envejecimiento fueron 85 ° C y 85% de humedad relativa, con un sesgo de 6 mA para la vida útil en húmedo a alta temperatura (WHTOL). Las cantidades de entrada para los dispositivos A y B fueron 18 y 18, respectivamente. Los resultados se presentan en la Fig. 11. En el dispositivo A, hubo cinco chips con fallas, y las fallas se encontraron al azar dentro de las 500 h. A diferencia del dispositivo B, no se produjo ningún fallo hasta las 960 h. Los resultados se muestran en la Fig. 11a, b. Estos resultados indican que el Al 2 desarrollado con ALD O 3 La película ALD tiene una mejor encapsulación en la pared lateral de la mesa que solo el SiN x desarrollado con PECVD película para prevenir la entrada de humedad.
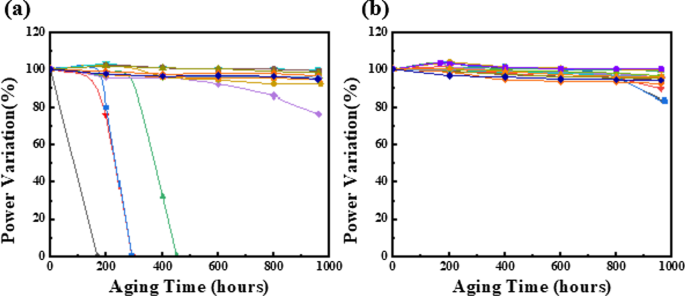
Rendimiento WHTOL (85 ° C / 85% de humedad) de chips VCSEL, a dispositivo A, solo SiN x como capa de pasivación, b dispositivo B, Al 2 O 3 / SiN x como capas de pasivación
Tecnologías ALD para el DBR de VCSEL
El depósito de DBR de VCSEL por ALD tiene la ventaja de una buena adhesión con el sustrato de zafiro y un buen estado en la interfaz de diferentes capas dieléctricas de DBR [80]. Según la estructura del VCSEL, la cavidad en la dirección vertical del láser está formada por dos grupos de espejos que sujetan la capa activa, y la luz se refleja entre el p-DBR y el n-DBR varias veces antes de propagarse al aire. . La estructura del DBR consta de dos tipos de materiales semiconductores con diferentes índices de refracción, y el espesor periódico del DBR debe controlarse con precisión en λ / 4 (λ denota la longitud de onda central). Los métodos de diseño y crecimiento forman la base para la fabricación de DBR de alta reflectividad. Para un DBR de alta calidad, el efecto de interferencia de fase ayuda a fortalecer la luz en la cavidad, mientras que la alta reflectividad del DBR (> 99%) puede mejorar en gran medida la ganancia de umbral y la eficiencia cuántica de los VCSEL. Para lograr una alta reflectividad, una banda de parada ancha y una respuesta de fase suave, los períodos del DBR deben estar entre 20 y 40, y los materiales utilizados en su fabricación deben tener una gran diferencia en el índice de refracción. En este caso, muchos grupos han informado que AIA / GaAs, Al 2 O 3 , HfO 2 , SiO 2 , etc., son adecuados para el crecimiento de DBR.
Existen varios métodos de crecimiento para DBR, incluida la epitaxia de haz molecular (MBE) y la deposición de vapor orgánico metálico (MOCVD). Sin embargo, ALD también es un método de crecimiento preciso para DBR. Dado que el DBR preparado por ALD con bajo espesor, alta reflectividad y baja rugosidad puede mejorar las propiedades de los VCSEL de manera efectiva, muchos investigadores han investigado técnicas para mejorar el DBR utilizando técnicas de ALD. Por ejemplo, en 1997, Huffaker [81] propuso que la deformación debida al menor DBR se puede reducir utilizando Al x O 1-x capas cuyo espesor era menor que el de un cuarto de onda. En 2013, Guo et al. [82] informó que se ha demostrado que el DBR elaborado por el proceso ALD tiene mejor calidad que el elaborado por EBE, y el tiempo del proceso ALD es casi el mismo que el proceso EBE o incluso menos. Además, para cultivar un DBR compuesto de al menos dos o más tipos de materiales, generalmente es necesario aumentar y disminuir la temperatura con frecuencia en el proceso EBE, mientras que la temperatura se puede mantener igual en el proceso ALD para depositar diferentes materiales. En 2017, Liu [83] informó que el método ALD podría aplicarse para preparar capas de alta calidad con una interfaz nítida y buena uniformidad. Por lo tanto, ALD es adecuado para depositar DBR de alta calidad.
Por ejemplo, Sakai et al. propuso la fabricación en oblea de diodos láser (LD) UV-C de espejo grabado con un DBR depositado en ALD, que contribuyen a reducir el umbral de densidad de corriente láser. En este estudio, cuatro períodos de HfO 2 y Al 2 O 3 se depositaron utilizando ALD para el DBR. Al 2 O 3 fue seleccionado como el material de índice de refracción más bajo porque su tasa de deposición es notablemente más alta que la del SiO 2 . La Figura 12 muestra la imagen TEM de DBR depositada por ALD, que muestra el excelente espesor y calidad de DBR.
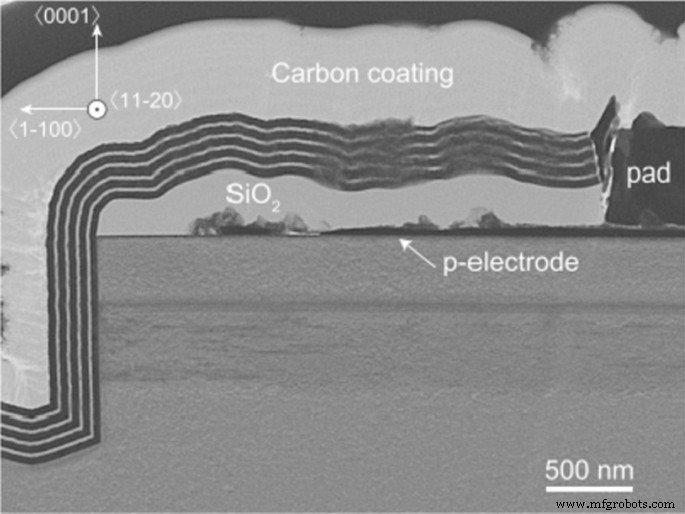
Imagen TEM del DBR depositada con ALD [84]
La técnica de MOCVD se ha utilizado ampliamente en la deposición de DBR por muchas ventajas, como el control preciso del crecimiento de la película y la deposición de película de alta calidad. Sin embargo, en el proceso de producción real, la condición de la interfaz se verá afectada en la interfaz de diferentes capas dieléctricas de DBR; de lo contrario, el método de diseño de DBR requeriría una optimización compleja, como la deposición de otra capa amortiguadora adicional en la interfaz de diferentes capas dieléctricas. La Figura 13a muestra el cálculo del método de matriz de transferencia (TMM) para la reflectividad de DBR con MOCVD sin la inserción de la capa tampón. Los espectros de reflectividad del HfO 2 / Al 2 O 3 Los DBR depositados con ALD son más consistentes con el espectro TMM calculado en la Fig. 13b [85]. En este caso, la técnica de ALD puede depositar DBR con una mejor interfaz entre diferentes capas dieléctricas en comparación con MOCVD (Fig. 14).
Espectros de reflectancia medidos y calculados del DBR diseñado depositado con a MOCVD, b ALD [84, 85]
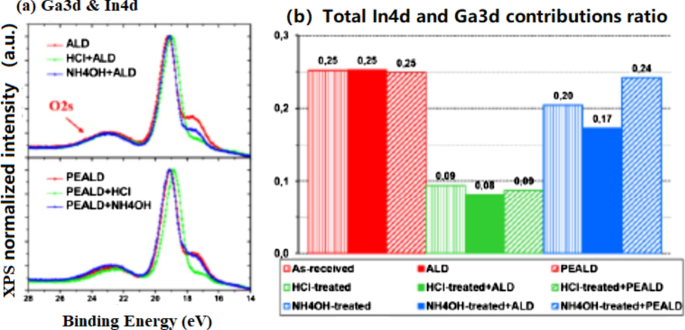
un Superposición de espectros Ga3d-In4d normalizados para muestras de ALD y PEALD sin, con HCl o con NH 4 Tratamiento superficial OH, b Relaciones Ga3d-In4d para las mismas muestras en comparación con Al 2 O 3 superficies libres [86]
Tecnologías ALD para múltiples pozos cuánticos de VCSEL
Owing to the high requirement for optical gain in VCSELs, most devices use MQWs as the active region. In general, when the MQW period increases to a certain value, the threshold current density of the VCSEL is mainly caused by the following three factors. First, for the width of the quantum well, the active region cannot overlap with the peak position of the waveform. The farther the quantum well from the peak position, the lower is its gain efficiency. Therefore, distant quantum well regions cannot play a significant role in improving the optical gain. Second, there is a direct proportional relationship between the total transmittance current and period of MQWs. The total transmittance current increases with the MQW period because the transmittance current is a part of the threshold current of the device. Therefore, the threshold current of the device will increase with the transmittance current. Third, as the current increases, the slope of the optical gain to current curve will decrease, increasing the threshold current of the device. Hence, thin MQWs with high crystalline quality and optical properties are promising candidates for realizing VCSELs.
For the MQWs of VCSEL, ALD can optimize the interface properties and surface recombination of MQWs [80, 83,84,85]. In the last several decades, methods for optimizing MQWs using ALD have been studied. In 2008, Lo et al. reported the successful growth of high-quality ultraviolet (UV) AlGaN/GaN MQWs structures using ALD [87]. In the same year, Bosund et al. [88] proposed that a thick TiN passivation layer deposited by ALD on top of InGaAs/GaAs can significantly increase the photoluminescence intensity and carrier lifetime of the MQWs, while Li et al. reported that a low dislocation density ultraviolet (UV) AlGaN/GaN MQW structure can be grown using the ALD technique. In 2019, Lee et al. [89] proposed that the emission intensity of the 860 nm GaAs VCSEL with SiN anti-reflection film was significantly increased (compared to the VCSEL without the SiN anti-reflection film) to improve the light extraction efficiency of a VCSEL. Here, we cite a few studies as examples.
A deep understanding of semiconductor–dielectric interface properties will provide guidelines for optimizing efficient passivation solutions for InGaN/GaN-based µ-LEDs. To this end, quantum well (QW) semiconductors are of tremendous interest because many surface recombinations are likely to occur at the edges of the LED active regions and are probably responsible for the low µ-LED efficiencies. Thus, Le Maoult et al. [86] studied the X-ray photoemission (XPS) and wavelength dispersive X-ray fluorescence (WDXRF) characteristics of In0.1 Ga0.9 N surfaces after acid, base, or sulfur-based chemical treatments followed by ALD of Al2 O3 thin films with TMA/H2 O or TMA/O2 plasma (plasma-enhanced ALD) at 250 °C.
The ALD of Al2 O3 with H2 O as a weak oxidizer does not seem to significantly modify the InGaN surface. Indium depletion occurs as the In4d intensity decreases, as observed previously in the case of the HCI or NH4 OH-treated surfaces only (upper portion of Fig. 15a, b). On the contrary, during the PEALD of A12 O3 (strong oxidizer), the NH4 OH-treated surfaces changed compared to HCl because the In4d component level is indistinguishable from the PEALD reference (as illustrated by Fig. 15a, bottom, and 15b). Then, if indium is assumed to be the main species sensitive to plasma-induced oxidation, the indium-depleted surfaces after HCI treatment would indeed remain in a stable state of oxidation regardless of the ALD or PEALD process. On the contrary, a higher proportion of indium from the NH4 OH-treated surfaces is more likely to be oxidized by the plasma species.

un Superposition of normalized Ga3d-In4d spectra for ALD and PEALD samples without, with a 30’ (NH4 )2 S or with a NH4 OH + 30’ (NH4 )2 S surface treatment, b proportion of O1s components and total indium contribution using In4d line [86]
If a 30' (NH4 )2 S surface treatment with or without prior treatment with NH4 OH is performed before ALD, the quantitative analysis seems to report (Fig. 15b) results similar to those observed previously without the alumina layer. As an example, a similar decrease in the indium proportion was observed (~ 75%). However, a slight increase in the O–Al-related component from the O1s line was observed for the sample that underwent the double surface treatment, probably owing to the increased surface hydrolysis by the first NH4 OH treatment. Thus, ALD does not seem to significantly modify the initial state of the (NH)S-treated surfaces. However, these results do not provide quantitative information regarding the proportion of sulfur after the deposition of Al2 O3 by ALD. Considering that sulfur was adsorbed on InGaN before deposition, further investigations are required to determine the evolution of sulfur bonds after ALD of Al2 O3 , especially if binding state differences with stronger oxidizing processes such as PEALD are evident.
ALD Technologies for the Transparent Electrode of VCSEL
For the transparent electrode of VCSEL, ALD can deposit the electrode with high transparency and good current spreading properties [90]. In terms of the current spreading of the conventional VCSEL, the metal electrode has good current spreading properties, but strongly absorbs the emitted light. Hence, the conventional VCSEL relies on the upper heavily-doped layer for current spreading. However, since the upper heavily-doped layer has poor current spreading performance and absorbs part of the emitted light, the light output power of the device is lowered. Therefore, a transparent conductive oxide (TCO) film deposited by ALD, exhibiting excellent photoelectric performance, can solve the current spreading problem described above.
Figure 16 shows the SEM images of ZnO films deposited on Si with ALD and CVD modes as the transparent conductive materials, which can be applied to new-generation photovoltaic devices. So far, there are few studies and reports on the application of TCO films in VCSEL devices. At present, the indium tin oxide (ITO) films are used in VCSEL devices. In 1997, C. L. Chua et al. [91] first reported the top-emitted VCSEL with a transparent tin oxide electrode. In this study, the peak transmittance of ITO is 96%. In 2002, Jiang et al. [92] studied the P-type ohmic contact of ITO as an 850 nm GaAs-based oxide restricted type VCSEL. In comparison with VCSELs with traditional Ti/Au contact, they found output power of the VCSEL with ITO contact is 1.27 times higher than the VCSEL with T/Au contact. In 2014, Meng et al. [93] found that the output power of the 850 nm GaAs oxide-confined VCSEL with an ITO transparent conductive film is 1.18 times higher than the traditional VCSEL.

SEM images of ZnO films deposited on Si using ALD and CVD [90]
At present, the commonly used techniques for preparing TCO are magnetron sputtering, pulsed laser deposition, CVD, ALD, etc. However, it is difficult to achieve large-scale and large-area film formation using magnetron sputtering, the film deposited by pulsed laser deposition is uniform, and it is difficult to prepare large-area films while the deposition temperature for CVD is high, which renders it unsuitable for some devices that need to be prepared at low temperature. ALD possesses the advantage of highly controllable deposition parameters and the film deposited by it is characterized by good uniformity, absence of pinholes, and excellent shape preservation for film graphics. In this case, the oxide (TCO) film deposited by ALD can improve the properties of VCSELs.
Conclusions
This article reviews the application of ALD technology to the optoelectronic devices, µ-LEDs and VCSELs. Since sidewall damage is prominently observed in μ-LEDs when their sizes are reduced to the microscale level, this issue must be addressed to achieve high device performance. ALD sidewall passivation is a crucial technique because the sidewall damage can be reduced after passivating a surface with an ALD-grown dielectric. ALD passivation has also been found to help in protecting the quantum dot (QD) conversion layer in full-color displays. Different approaches involving the deposition of passivation layers have been established for reducing sidewall damage. In addition, an 85 °C/85% RH test with bias, which is a very difficult challenge for oxide-confined VCSEL devices, was conducted. In this study, we demonstrate that complex stacked dielectric layers as passivation films resist moisture ingress. The stacked passivation layers consist of Al2 O3 growth by ALD film and SiNx growth by PECVD film. A very good encapsulation that prevented damage from moisture and excellent reliability was observed. In addition, the effects of ALD on the accurate control of DBR growth are specified. This technique has also been found to enhance the optical properties of MQWs, such as the deposition of an anti-reflection layer for improving the light extraction efficiency of a VCSEL and the accurate control of the growth of MQWs for improving its crystalline quality. In addition, because the output power of the VCSEL with an ITO transparent conductive film exceeds that of the traditional VCSEL, this study addresses the potential applications of ALD for preparing the TCO films of VCSELs.
Disponibilidad de datos y materiales
The data used and analyzed during the current study are available from the corresponding authors upon reasonable request.
Abreviaturas
- PECVD:
-
Plasma-enhanced chemical vapor deposition
- ALD:
-
Atomic layer deposition
- LED:
-
Light emitting diode
- VCSEL:
-
Vertical cavity surface emitting laser
- CVD:
-
Chemical vapor deposition
- PVD:
-
Physical vapor deposition
- GPC:
-
Growth per cycle
- HKMG:
-
High-K metal gate
- FinFET:
-
Fin field-effect transistor
- WVTR:
-
Water vapor transmission rate
- OLED:
-
Organic light-emitting diode
- MEMS:
-
Micro-electro mechanical systems
- μLED:
-
Micro-LED
- WHTOL:
-
Wet high-temperature operation life
- OOK:
-
On–off keying
- PAM4:
-
Amplitude modulation 4-level
Nanomateriales
- Mitsubishi Chemical Advanced Materials apunta a la neutralidad climática para 2023 y la positividad climática para 2030
- Características de conmutación resistiva bipolar de dispositivos RRAM con estructura de tres capas de HfO2 / TiO2 / HfO2 en sustratos recubiertos de Pt y TiN fabricados por deposición de capa atóm…
- Características de alineación interfacial, eléctrica y de banda de pilas de HfO2 / Ge con capa intermedia de SiO2 formada in situ mediante deposición de capa atómica mejorada por plasma
- Las nanofibras jerárquicas de poliamida 6-ZnO antibacteriana fabricadas por deposición de capas atómicas y crecimiento hidrotermal
- Propiedades fotocatalíticas de los polvos de TiO2 recubiertos con Co3O4 preparados por deposición de capa atómica mejorada con plasma
- Ajuste de nivel de Fermi de películas de ZnO mediante deposición de capa atómica superciclada
- Síntesis e investigación de nanocables de CuGeO3 como materiales anódicos para baterías avanzadas de iones de sodio
- Dependencia del espesor de las propiedades interfaces y eléctricas en la capa atómica depositada AlN en el plano c GaN
- Un sistema de enfriamiento avanzado para computadoras y baterías
- Revestimiento y depósito de forma libre para el cierre de canales de refrigerante
- SIGRABOND® Chemical CFRP para componentes y conjuntos