


Enjuague con argón de aceros
Aclarado de acero con argón
El proceso de enjuague con gas es un método en el que el enjuague del acero líquido en la cuchara hirviendo se lleva a cabo mediante la inyección de gas inerte en el baño de acero. Se prefiere el gas argón (Ar) para el enjuague, ya que no solo es de naturaleza inerte, sino que su solubilidad en el acero también es muy baja. El enjuague es el resultado de la expansión del gas debido al calentamiento y la disminución de la presión a medida que sube el gas.
El enjuague de acero líquido se lleva a cabo para obtener una temperatura, composición y promoción homogéneas de la reacción de refinación del metal de escoria. Se informa que el lavado de acero líquido es un proceso excelente para la flotación y separación de inclusiones no metálicas.
El acero líquido después del colado se estratifica en la cuchara de colada debido a las adiciones de las ferroaleaciones y el carburador en la cuchara de colada en el momento de la colada del acero. Este acero estratificado se agita mediante purga de gas Ar en la estación de enjuague Ar. La purga de gas Ar a través del baño de acero líquido ayuda a generar suficiente turbulencia en el baño para lograr una rápida homogeneización térmica. La agitación con Ar también mejora la velocidad de mezcla para las adiciones químicas. Las diferentes variables para el enjuague con argón incluyen la tasa de purga de gas, la cantidad de acero líquido (tamaño de calor), la cantidad de sobrecalentamiento disponible en el acero líquido, la cantidad de escoria remanente, la cantidad de escoria sintética o compuesto de recubrimiento de la cuchara agregado, la cantidad de mezcla necesaria para la preparación química. adiciones.
Los operadores y metalúrgicos experimentados reconocen la importancia de un enjuague de gas Ar preciso y consistente en la cuchara llena. El acero limpio y la buena moldeabilidad en la máquina de colada continua (CCM) dependen de un enjuague constante y suave. Un buen sistema de control de enjuague en la estación de enjuague facilita tasas y duraciones de enjuague con argón reproducibles y precisas.
El gas Ar puede introducirse en la cuchara hirviendo ya sea a través de una lanza refractaria profundamente insertada desde la parte superior en el baño de acero fundido o a través de un tapón de purga inferior. La lanza refractaria superior puede ser del tipo 'T', 'Y' o de orificio recto. El gas de Ar introducido a través de un tapón de purga inferior es el método más efectivo de enjuague de gas que un goteo de Ar en la parte superior del baño a través de la lanza superior. Normalmente, la operación de enjuague se realiza mediante la filtración de gas Ar a través del arreglo de tapón de purga poroso en la parte inferior del cucharón lleno y el mecanismo de lanza superior sirve como un medio de respaldo para el enjuague del baño de acero líquido en caso de que el circuito del tapón en el cucharón no funcione temporalmente. La conexión del suministro de gas a la cuchara hirviente se puede realizar manualmente con un sistema de enganche rápido o se realiza automáticamente cuando el carro de transferencia con la cuchara hirviente colocada en él llega a la estación de enjuague. En la actualidad, la mayoría de las cucharas están equipadas con tapones inferiores para burbujear argón. Los datos con la parte superior removiendo con argón dan como resultado un rendimiento abierto libre ligeramente menor de la cuchara.
En la figura 1 se muestra una ilustración esquemática de un conjunto de tapón poroso en el fondo de la cuchara y diferentes tipos de tapones de purga porosos.
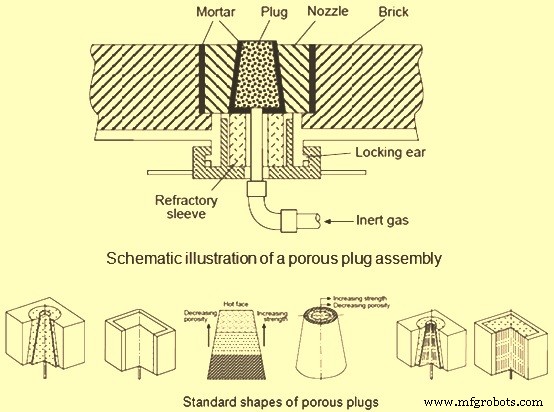
Fig. 1 Conjunto de tapón poroso y diferentes tipos de tapones porosos
La figura 1 muestra formas estándar de 6 tipos de tapones porosos. Desde la izquierda, son tapones isotrópicos (núm. 1 y 2), tapones de componente que consisten en tapones rebanados (núm. 3) y concéntricos (núm. 4) y tapones capilares que consisten en tapones cónicos (núm. 5) y rectangulares (núm. 6).
Como puede verse en la figura, los tapones porosos tienen forma cónica o rectangular. El tapón de forma cónica es más fácil de cambiar en caso de que el tapón se desgaste antes que el revestimiento. Los tapones rectangulares son geométricamente compatibles con los ladrillos circundantes y se pueden utilizar con ventaja en los casos en que la vida útil del tapón sea comparable a la del revestimiento. El rendimiento y la vida útil de los tapones isotrópicos se pueden mejorar produciendo el elemento en dos o tres componentes apilados con insertos metálicos. La principal ventaja de la llamada porosidad direccional o tapón capilar es que el tapón puede estar hecho del mismo refractario denso que el ladrillo de revestimiento, o incluso más denso. Esto da como resultado una mayor resistencia a la compresión en caliente, una mayor resistencia a la erosión y una vida útil más larga. Las desventajas de los tapones capilares son que son más propensos a la infiltración de acero líquido ante la pérdida de presión del gas argón.
Un enjuague suave con Ar hace flotar las inclusiones no metálicas ya que las burbujas de alta presión del gas Ar se convierten en los agentes transportadores que llevan las inclusiones no metálicas hacia la superficie de la escoria y ayudan a limpiar el acero líquido.
En el enjuague con tapón de purga inferior, las siguientes condiciones pueden dificultar la capacidad de lograr y mantener la energía de agitación correcta en el cucharón lleno.
- Canalización del gas Ar que da como resultado una tasa de aclarado inferior a la esperada
- Fugas en el sistema de suministro de Ar
- Existencia de contrapresión variable debido al cambio de condición del tapón
- Posible error al juzgar la velocidad de agitación debido a la consistencia y espesor de escoria variable
- Falta de registro en tiempo real del historial de enjuague en cada cucharón repleto
Estas condiciones pueden ser costosas con los siguientes efectos negativos.
- Consumo excesivo de gas Ar
- Baja colabilidad del acero (obstrucción de la boquilla) en CCM
- Eliminación inadecuada de inclusiones de escoria
- Ausencia de resultados de adiciones de aluminio (Al)
- Resultados en el desgaste refractario de la línea de escoria de la cuchara
- Es posible que no se logren los objetivos de Ar Rinsing
- Mayor oxígeno total en el acero enjuagado
Para lograr una temperatura y una composición homogéneas en el baño, el acero de la cuchara se agita con mayor frecuencia por medio de burbujeo de gas argón a tasas moderadas de burbujeo de gas, p. menos de 0,6 N cum/minuto.
Los fundamentos de Ar enjuague como otros procesos de fabricación de acero se basan en el control del transporte masivo. Para el control del transporte masivo se necesita una corriente de convección en el sistema. La corriente de convección se genera debido a la flotabilidad del gas inerte que se introduce en el sistema, que es un sistema de alta temperatura (alrededor de 1600 °C).
Para la mayoría de las reacciones de escoria-metal, las velocidades se controlan principalmente mediante la transferencia de masa de los reactivos y productos a través de la interfaz escoria-metal. En sistemas enjuagados como un baño de acero en una cuchara enjuagada con Ar, el área interfacial de escoria metálica se ve afectada por el grado de agitación en el baño de acero que, a su vez, está determinado por el poder de enjuague.
La homogeneización de la temperatura y composición del baño por burbujeo de gas se debe principalmente a la disipación de la energía de flotación del gas inyectado. Pluschkell derivó la relación termodinámica que describe el poder efectivo de agitación de un gas. La siguiente es la ecuación para el poder de agitación que se deriva de la relación de Pluschkell.
e=14,23 (VT/M) log [(1+H)/1,48 P?]
donde
e es el poder de aclarado en W/ton
V es el caudal de gas en N Cum/minuto
T es la temperatura del baño en Kelvin
M es el peso del baño en toneladas
H es la profundidad de inyección de gas en metros
P? es la presión del gas en la superficie del baño en atm
El tiempo de agitación para lograr una homogeneización del 95 % se define como el tiempo de mezclado t .
Se han realizado numerosos estudios experimentales y teóricos relacionados con los fenómenos de mezcla en sistemas agitados por gas. La siguiente relación que expresa el tiempo de mezcla, t (s), en términos del poder de agitación, e (W/tonelada), diámetro de la cuchara, D (m), y profundidad de inyección, H (m), se obtuvo del trabajo de Mazumdar y Guthrie.
t (s) =116 (e)¯¹/³ (D?/³H¯¹)
Ubicación del tapón de enjuague
La ubicación del tapón de enjuague inferior tiene un efecto sobre los tiempos de mezcla. El tiempo de mezcla se reduce colocando el tapón inferior descentrado, p. en medio radio. Un tapón de enjuague colocado en el centro del fondo de la cuchara genera un bucle toroidal de flujo de metal en la parte superior del baño, mientras que se crea una zona muerta en la parte inferior, lo que resulta en tiempos de mezcla más prolongados. Los tapones inferiores ubicados excéntricamente dan lugar a una amplia circulación de metal en todo el baño, lo que evita las zonas muertas y reduce los tiempos de mezclado.
Es interesante notar que la transferencia de masa entre el metal y la escoria se ve impedida cuando el tapón de enjuague en el fondo del cucharón está descentrado. Un tapón de enjuague ubicado en el centro da como resultado una mayor emulsificación de la escoria metálica al aumentar el caudal de gas. El tapón de enjuague ubicado excéntricamente crea una zona libre de escoria, conocida como el ojo, cerca de la pared del cucharón. Esto afecta el desprendimiento de partículas de escoria de la fase de escoria principal y da como resultado una disminución de la emulsificación. La elección final de la ubicación del tapón de enjuague en el fondo del cucharón, por lo tanto, parece estar determinada por qué aspecto de la agitación es más importante para una operación dada. Normalmente se adapta una solución de compromiso.
Proceso de manufactura
- Materiales metálicos de impresión 3D
- Inconel vs acero inoxidable
- Grados comunes de acero para herramientas
- Inclusiones, Ingeniería de Inclusión y Aceros Limpios
- Nitrógeno en Aceros
- Proceso de descarburación de oxígeno de argón
- Una mirada en profundidad a la selección de materiales
- Características y funciones del acero para herramientas resistente a los golpes
- Una descripción general sobre el acero para herramientas y sus aplicaciones
- Cosas a considerar al elegir un grado de acero para herramientas
- Una descripción general del acero para herramientas y las aplicaciones que lo acompañan