


Cómo gestionar el control de virutas y mejorar la vida útil y la productividad de la herramienta
La gestión deficiente de las virutas puede generar problemas para los maquinistas, como una vida útil más corta de la herramienta, acabados superficiales deficientes y riesgos para la seguridad. Estos problemas cuestan a las empresas incontables horas de tiempo de producción y pérdida de ingresos. Esto es lo que puede hacer al respecto.
El empaquetamiento de virutas durante las operaciones de roscado conduce a roscas de mala calidad, vida útil más corta de la herramienta y, muy posiblemente, fallas catastróficas. Suponiendo que una pieza pueda recuperarse, el último de estos eventos da como resultado un gasto adicional y una pérdida de tiempo mientras se utilizan métodos mecánicos o electroerosión por penetración para extraer el grifo roto.
El riesgo asociado con este escenario ayuda a explicar la popularidad del fresado de roscas, que no solo brinda a los maquinistas un control mucho mayor sobre el proceso de roscado, sino que elimina en gran medida los problemas con la gestión de virutas.
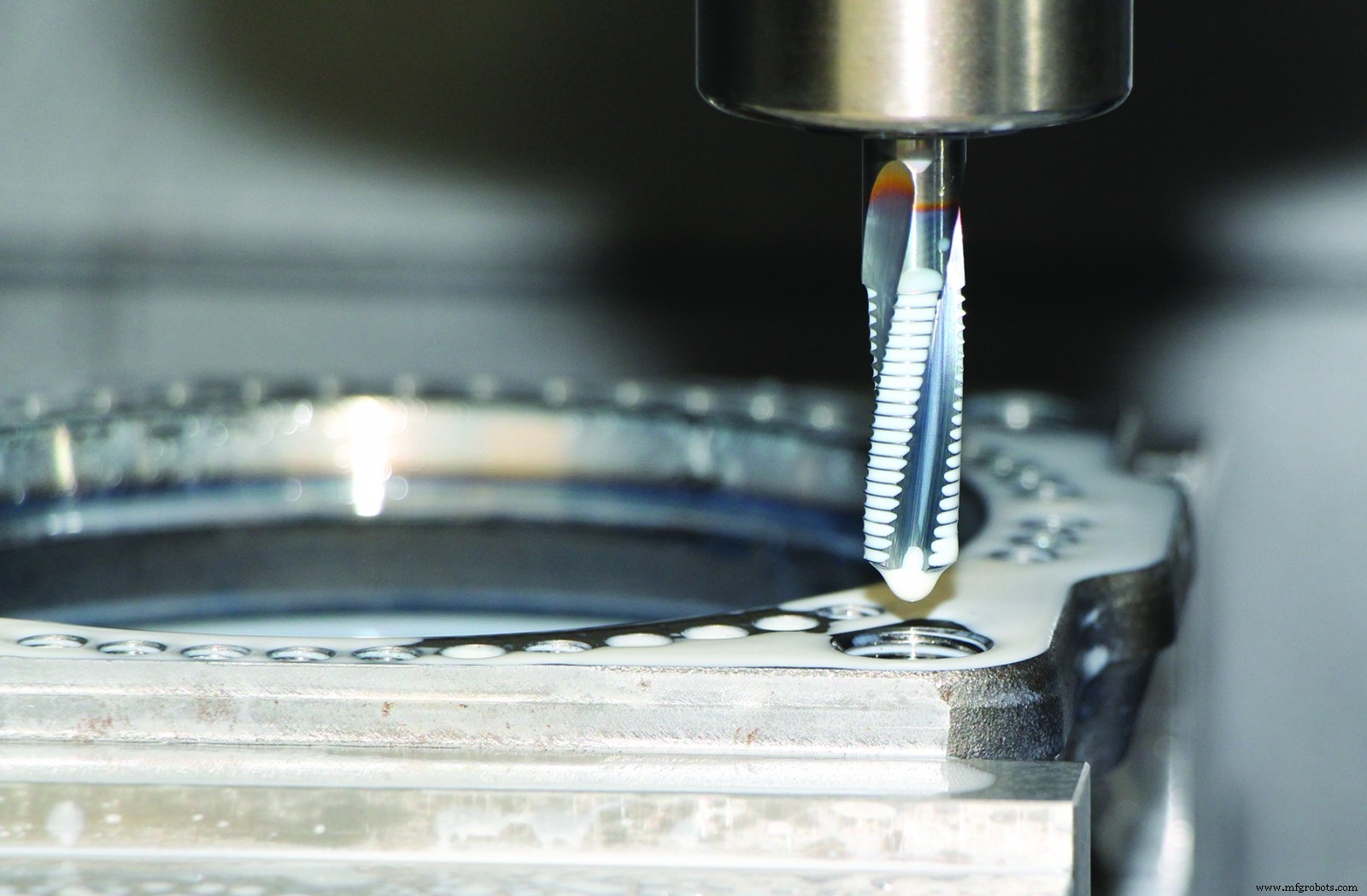
"El fresado de roscas proporciona el máximo control de virutas al mecanizar roscas internas", dice Mark Hatch, director de producto de Emuge Corp.
“Donde el roscado es un proceso de mecanizado continuo y, por lo tanto, crea roscas continuas en materiales dúctiles, el fresado de roscas es un proceso interrumpido y romperá incluso el material más resistente en virutas pequeñas y manejables”, dice. “Esta es la razón por la que la industria aeroespacial y, de hecho, cualquier taller que produzca piezas de alto valor, prefiere el fresado al roscado, ya que ofrece precisión y previsibilidad”.
Fresado de roscas y más
Hatch señala que este importante proceso de fabricación de hilos se ha vuelto más fácil en los últimos años. Prácticamente todas las máquinas herramienta CNC actuales están equipadas con la función de interpolación helicoidal necesaria para fresar roscas, y la mayoría también ofrece refrigerante a través del husillo, preferiblemente aplicado a alta presión, para eliminar eficazmente las virutas del orificio. Eso, y los sistemas CAM son generalmente más amigables con el fresado de roscas que antes, lo que elimina las preocupaciones sobre la programación manual de los movimientos de entrada y salida del arco utilizados al fresar agujeros roscados.
Las herramientas de corte también se han vuelto más efectivas. Las fresas de roscar de la serie ZGF de Emuge, por ejemplo, están disponibles en longitudes 3xD, lo que amplía su alcance. La compañía también ofrece varias líneas adicionales de fresado de roscas, una serie indexable entre ellas, que cubre todo, desde UNC y UNF hasta tuberías, STI, roscas en miniatura y "gigantescas". Gracias a la amplia variedad de herramientas de alta calidad en el mercado actual de Emuge y sus competidores, hay poco que no se pueda fresar con rosca, lo que hace que los problemas de control de virutas sean cosa del pasado.
Formación de opiniones
Sin embargo, a pesar de sus muchas cualidades atractivas, el fresado de roscas no es una solución integral. Su alternativa, el roscado con macho, es a la vez más rápida y sencilla, por lo que sigue siendo la primera opción para aplicaciones de mayor volumen, en maquinaria manual o donde el taller desea, por cualquier motivo, evitar el fresado de roscas. Hatch le dirá que la siguiente mejor alternativa, sin duda desde la perspectiva del control de virutas, es el roscado en frío o en rollo, que desplaza el material en lugar de eliminarlo.
“La industria automotriz utiliza ampliamente el conformado en frío para el roscado de orificios profundos de culatas de cilindros y componentes de transmisión debido a su capacidad para producir roscas fuertes y de alta calidad y eliminar los problemas relacionados con las virutas”, dice. “La única advertencia es el hecho de que la formación deja una muesca muy pequeña, casi en forma de U, en la cresta del hilo. Con ciertos componentes médicos y equipos de procesamiento de alimentos, esta imperfección crea un área para que se acumulen bacterias, por lo que las roscas laminadas a menudo no se permiten en estas aplicaciones”.

Excelentes grifos
Si el fresado de roscas y las roscas laminadas están descartadas, quedan machos cortados. Afortunadamente, Emuge y otros fabricantes de herramientas de corte han desarrollado una amplia oferta de machos de roscar para materiales específicos y de uso general que hacen un excelente trabajo al sacar las virutas de la pieza de trabajo, incluso en orificios ciegos. Kyle Matsumoto, gerente de producto de OSG USA Inc., sugiere que el A-Tap está diseñado para hacer precisamente eso.
El A-Tap, explica, utiliza una flauta de plomo variable para la formación estable de virutas y para acelerar la evacuación. El resultado es un chip predecible en forma de espiral muy diferente al nido de pájaro torcido que tan a menudo interfiere con las operaciones de roscado. También se dice que la herramienta tiene un borde excepcionalmente afilado, lo que estabiliza aún más la forma de la viruta y ayuda a eliminar la excoriación. Ambos sirven para crear una superficie de rosca suave que es menos probable que se enganche con las virutas, al mismo tiempo que mejora la calidad de la pieza.
“El uso de una geometría de hélice variable nos permite crear un ángulo más agudo justo en el chaflán del grifo, que es donde se realiza todo el corte”, dice Matsumoto.
“Esto no solo hace que la acción de corte sea más suave, sino que también ayuda a mantener las virutas bonitas y compactas”, añade. “Y luego, hacia el final de la flauta, el ángulo de la hélice disminuye, acelerando la salida del chip. El A-Tap está diseñado para aceros y aceros inoxidables, pero también funciona bastante bien en hierro fundido e incluso materiales más duros hasta alrededor de 35 Rockwell”.

¡Haciendo fichas felices!
Paul Motzel, gerente de productos para herramientas de roscado en Guhring Inc., tiene una solución similar. Él dice que la línea de grifos Pionex de la compañía está disponible en forma de corte y rollo. Según la herramienta, generalmente se tratan con los recubrimientos Sirius o Slidur de la empresa para reducir la fricción y ayudar con la evacuación de virutas. Los machos de roscar Pionex también se rectifican y pulen después del esmerilado, y luego se vuelven a pulir después del recubrimiento, todo para proporcionar un borde de corte suave y fuerte y aumentar la vida útil de la herramienta. También menciona que la versión de forma del grifo Pionex tiene menos contacto con la superficie y una ranura de lubricación que reduce las fuerzas de golpeteo en un 30 por ciento.
“Hace muchos años, uno de mis colegas en Alemania me dijo que un buen chip es un chip feliz”, dice Motzel. “Eso significa que tiene un lugar a donde ir y una manera de llegar allí. Cuando te detengas a considerar que quizás el 90 por ciento de los problemas de tapping están relacionados con el chip, comprenderás que sus comentarios estaban en lo cierto”.
Dejando de lado los revestimientos avanzados y las geometrías de las herramientas, Motzel sugiere que uno de los errores más comunes que cometen los talleres es seleccionar el estilo de macho incorrecto.
"Los grifos con punta en espiral empujan el chip hacia adelante, por lo que nunca deben usarse en un agujero ciego, incluso si hay mucho espacio en la parte inferior", dice. “Están diseñados para atravesar toda la pieza de trabajo y, cuando no lo hacen, las virutas que cuelgan pueden quedar atrapadas detrás de la cara de alivio, lo que posiblemente explote el grifo”.
"La solución es utilizar siempre machos de roscar con flauta helicoidal en los agujeros ciegos, ya que su ángulo de hélice más alto ayuda a expulsar las virutas de la pieza de trabajo y reserva las puntas helicoidales para los agujeros pasantes", añade.
¿Qué consejos, trucos y técnicas puedes compartir sobre la gestión de chips? Comparta sus pensamientos en los comentarios a continuación.
¿No está seguro de si los refrigerantes a base de agua son adecuados para su taller? Mire este video para obtener una introducción a los líquidos refrigerantes:
Tecnología Industrial
- Cómo la línea de fresas de extremo TuffCut XT de M.A. Ford lo ayuda a mejorar la productividad
- 8 consejos vitales para mejorar el control de virutas al taladrar
- 5 formas de prolongar la vida útil de la herramienta y aumentar la productividad
- Cómo maximizar la productividad de la máquina:adelgazamiento de virutas
- Cómo maximizar el rendimiento y la calidad de las piezas al enhebrar
- Software OEE:comprenda cómo realizar un seguimiento y mejorar la productividad
- Cómo calcular y mejorar la disponibilidad de la máquina
- Cómo mitigar y administrar su fábrica después de un accidente
- Cómo reducir el tiempo de inactividad y aumentar la productividad
- Cómo mejorar la productividad y la calidad de fabricación en entornos industriales
- Comprender el acero para herramientas y cómo se fabrica