


Fundición a presión a baja presión:una guía sencilla para comprender el proceso
Por su nombre, la fundición a presión a baja presión implica inyectar el material fundido en la fundición a presión bajo una presión baja bien controlada que le da ventajas al proceso. Por ejemplo, permite la fabricación precisa de ruedas axialmente simétricas, por lo que la industria automotriz es uno de los principales usuarios del proceso.
Antes de subcontratar un servicio de fundición a presión, es importante conocer el proceso usted mismo. Por lo tanto, este artículo presentará la fundición a presión a baja presión, cómo funciona, sus ventajas y desventajas, y otras alternativas que podría utilizar.
¿Qué es la fundición a presión a baja presión?
LPDC consiste en llenar un molde fundido a presión con metal fundido a baja presión. Es de alta precisión debido al constante llenado de la cavidad de la matriz durante la fase de contracción (solidificación). Esto significa que compensa la reducción de volumen. Otros atributos incluyen la reducción de la formación de óxido y la porosidad y una consistencia superior del metal fundido de arriba a abajo.
¿Cómo funciona la fundición a presión a baja presión?
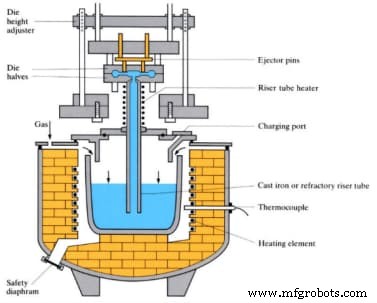
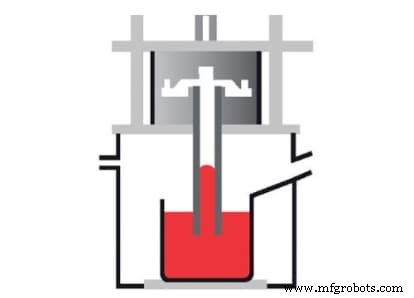
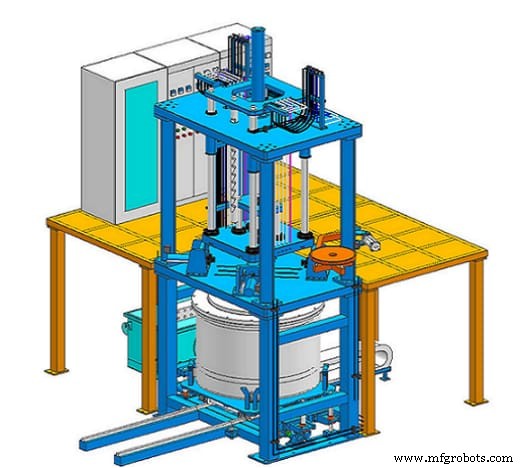
La fundición a presión a baja presión utiliza una pequeña presión, normalmente alrededor de 20 a 100 kPa (2,9 a 14,5 psi), en lugar de la gravedad para llenar un molde. A diferencia del proceso tradicional de fundición a presión, tiene una configuración única y utiliza varios equipos. A continuación se muestra una ilustración de la configuración y los equipos necesarios.
El proceso comienza con un horno de fusión que funde las aleaciones metálicas y las lleva a la temperatura de fundición. Por ejemplo, el aluminio tiene una temperatura de fundición de 710-720 0 C.
Luego, el metal fundido irá a un horno de mantenimiento debajo del molde, que funciona como un recipiente mientras mantiene el líquido a la temperatura de fundición.
La baja presión fuerza el metal fundido a través de un tubo ascendente hacia el molde. El metal líquido se mueve bajo una presión constante hasta que el metal fundido se solidifica en la cavidad de la matriz.
Al solidificarse, se libera la presión y el metal fundido restante regresa a través del tubo ascendente al horno de mantenimiento para su reciclaje. Finalmente, la fundición se quitará fácilmente una vez que el molde se enfríe.
Ventajas de Fundición a presión a baja presión
LPDC tiene muchas ventajas que lo convierten en un método de fundición a presión aplicable en varias industrias. A continuación se presentan algunas ventajas del proceso.
· Alta precisión
Las piezas fabricadas con este proceso son muy precisas. Esto se debe a la baja presión mantenida durante la solidificación. Por lo tanto, hay un llenado continuo de la cavidad de la matriz, compensando la contracción en volumen a medida que se solidifica el metal fundido. Debido a su alta precisión, es el mejor método para fabricar piezas axialmente simétricas, como ruedas.
· Forma vaciados de gran pureza
Las fundiciones son muy puras debido a la poca o ninguna escoria responsable de la impureza. El bajo nivel de escoria se debe a la configuración de la máquina de fundición. Generalmente, las escorias se encuentran en la superficie de los metales fundidos. Sin embargo, dado que los tubos ascendentes descienden por el horno de mantenimiento, el metal líquido forzado a la cavidad no contiene escorias. De ahí la fundición de gran pureza. Además, dado que se trata de un proceso de baja presión, la posibilidad de que entre escoria en el molde es baja.
Además, el proceso no conduce a la oxidación del metal fundido debido al proceso de llenado estable. La estabilidad reduce o elimina las caídas, los impactos y las salpicaduras del metal fundido durante el proceso. Por lo tanto, no hay formación de escorias de oxidación que puedan afectar la pureza de las piezas coladas.
· Tiene una buena conformabilidad
El llenado a baja presión conduce a una buena formabilidad debido a la mejora en la fluidez del metal líquido. Por lo tanto, las piezas fundidas realizadas con este proceso tienen un contorno claro y una superficie lisa. Generalmente, el proceso es ideal para fabricar piezas fundidas con geometrías complejas debido a su alta formabilidad.
· Cristalización
Dado que la fundición se solidifica bajo presión, puede cristalizar y formar una estructura compacta. Por lo tanto, las piezas fundidas realizadas a través del proceso son sólidas y adecuadas para fabricar piezas que requieren buenos valores de resistencia.
Desventajas de Fundición a presión a baja presión
Si bien el proceso de fundición a presión a baja presión es ideal para lograr resultados precisos, también tiene desventajas.
· Ciclo de fundición más lento
Una desventaja es que tiene un ciclo más lento debido a la baja presión. Por lo tanto, el número de piezas que se pueden fabricar es bajo y las piezas tienen un coste elevado.
· Pieza de metal erosionada
Erosionado fundición de aluminio puede formarse debido a que la parte metálica del equipo entra en contacto con el metal fundido. Esto puede generar altos costos de mantenimiento, especialmente en grandes configuraciones de fabricación. Además, los componentes de la parte metálica del equipo pueden ingresar al metal líquido y afectar el rendimiento.
· No apto para fabricar piezas de paredes delgadas
El grosor mínimo de la pared de las piezas fundidas que puede hacer con este proceso es de unos 3 mm. Por lo tanto, no es adecuado para fabricar piezas de paredes delgadas que la fundición a presión a alta presión.
Directo Rápido :Su socio de fundición a presión a baja presión
El proceso de fundición a baja presión debe estar en la parte superior de su lista si su proyecto requiere precisión, fundición pura y propiedades sobresalientes del material. Aunque tiene un ciclo de fundición lento, elegir el proceso perfecto para su proyecto requiere experiencia y conocimiento. Por lo tanto, es bueno obtener asesoramiento de expertos desde el principio.
Comuníquese con RapidDirect para obtener ayuda con sus necesidades de fabricación. Ofrecemos servicios de fundición a presión a baja presión y una amplia gama de otros servicios de fabricación, incluido el mecanizado CNC, la impresión 3D y la fabricación de láminas de metal que pueden cumplir con sus requisitos con nuestro poderoso equipo de ingeniería y plantas.
Puede solicitar una cotización hoy cargando sus archivos de diseño o consulte nuestra guía de fundición a presión, que brinda información más detallada sobre la técnica de fundición a presión, incluido su proceso, materiales, acabado superficial, aplicaciones y costos.
Fundición a presión a baja presión frente a fundición a presión a alta presión
La fundición a presión a baja y alta presión es aplicable en diferentes escenarios según la complejidad del componente, el número de piezas y el presupuesto de fabricación. A continuación hay una aclaración sobre las diferencias entre los dos y las ventajas de la fundición a presión a baja presión sobre la fundición a presión a alta presión.
· Tiempo de ciclo
El rango de presión de fundición a presión a baja presión es de alrededor de 0,7 bar a 1 bar. Por otro lado, la fundición a presión a alta presión implica alta presión (a menudo más de 1000 bares).
Como resultado, la fundición a presión a baja presión tiene un tiempo de ciclo más bajo que la fundición a presión a alta presión. Esto es visible en el hecho de que este último es responsable de aproximadamente el 50 % de las fundiciones de metal ligero, por delante del 20 % de las de baja presión.
· Resistencia de la pieza
Las piezas hechas de fundición a baja presión tienen altos valores de resistencia ya que la solidificación se produce bajo presión constante durante mucho tiempo para formar una estructura compacta y densa. Las piezas fabricadas con alta presión también tienen un buen valor de resistencia. Sin embargo, no puede comparar su resistencia con las piezas fabricadas con baja presión, ya que la presión es alta y el tiempo es rápido.
· Calidad de fundición
Las fundiciones hechas con baja presión tienen mayor calidad que las de alta presión. Esto se debe a la reducción de volumen debido a la contracción que se complementa con la inyección constante de metal fundido en la cavidad de la matriz hasta la solidificación.
Además, estas fundiciones son más puras debido a la menor cantidad de escoria presente y no tienen poros. Esto es diferente a las fundiciones de alta presión, que pueden tener poros debido a la alta presión, y las escorias son inyectables en la cavidad de la matriz.
· Coste
La fundición a presión a alta presión incurre en un mayor costo operativo y de inversión que la fundición a presión a baja presión debido a las máquinas requeridas. Sin embargo, tiene un costo de pieza más bajo debido a su tiempo de ciclo rápido.
· Espesor
La fundición a baja presión es el método ideal para fabricar piezas gruesas. Sin embargo, no es adecuado para piezas de paredes delgadas (no apto para espesores inferiores a 3 mm). Por otro lado, la fundición a alta presión puede fabricar piezas de paredes delgadas (menos de 0,40 mm).
Alternativas a Fundición a presión a baja presión
Aunque tiene numerosas ventajas, ciertas condiciones pueden limitar el uso de fundición a baja presión. Por lo tanto, presentamos varias alternativas al proceso y cómo se comparan con el proceso de fundición a baja presión.
· Fundición por gravedad
La fundición a presión por gravedad, también conocida como proceso de fundición en molde permanente, es un proceso que consiste en llenar el molde con metal fundido utilizando la gravedad. Es adecuado para aleaciones de materiales no ferrosos como aluminio, cobre, magnesio y zinc.
Una de las ventajas de la fundición por gravedad sobre la fundición a baja presión es su amplia gama de materiales compatibles. Esto es diferente a que este último sea más popular para trabajar con aleaciones de aluminio. De ahí el nombre "fundición de aluminio a baja presión".
· Casting de inversión
La fundición de inversión o fundición de precisión se basa en un antiguo proceso llamado fundición a la cera perdida. El proceso consiste en hacer un patrón de cera con la forma del producto final a través de procesos como el moldeo por inyección.
La cera se sumerge en una suspensión de cerámica con el espesor controlado para formar un molde. Al solidificar la cera, se precalienta el molde y se retira la cera para crear una carcasa de metal. Luego, el metal fundido se puede inyectar en el molde y se siguen los procedimientos adecuados
La fundición de inversión es más precisa que la fundición a baja presión, ya que el patrón de cera proviene de procesos de fabricación precisos, como la impresión 3D. Además, la cerámica no se expande.
· Fundición en arena
La fundición en arena es el proceso de fundición de metales más común utilizado en fábricas especializadas llamadas fundiciones. El proceso tradicional consiste en hacer un molde con arena, arcilla y agua, llenarlo con metal fundido y romper el molde al terminar. La fundición a presión frente a la fundición en arena la comparación se basa principalmente en el tipo de metal con el que está trabajando. La fundición en arena supera a la fundición a baja presión cuando desea trabajar con un metal de alta temperatura.
Conclusión
La fundición a presión a baja presión consiste en inyectar metal fundido (principalmente aluminio) en la matriz con una sobrepresión relativamente baja. El proceso tiene un tiempo de ciclo corto. Además, es muy preciso para fabricar piezas fundidas con geometrías complejas y proporciona piezas fundidas puras con propiedades de material sobresalientes, lo que lo convierte en un proceso superior en muchas industrias. Este artículo presentó cómo funciona, sus ventajas y desventajas y otras alternativas que podría usar.
¿Tienes alguna pregunta sobre el proceso? Comuníquese con RapidDirect. También puede cargar su diseño para obtener una cotización hoy y descubrir cómo podemos ayudarlo con sus necesidades de fundición a presión.
Preguntas frecuentes
¿Por qué el aluminio es bueno para la fundición a presión? El aluminio es el material más común para la fundición a presión debido a su peso ligero. Aunque es liviano, la fundición de aluminio tiene una alta resistencia a la tracción. Además, hay más opciones de acabado superficial para la fundición de aluminio. Por lo tanto, son más materiales estéticamente que otros materiales no ferrosos.
¿Cuáles son los tipos de fundición a presión?
Hay dos tipos de fundición a presión:fundición a alta presión y fundición a baja presión. Ambos procesos son similares en la configuración. Sin embargo, difieren en proceso y propiedades. Por lo tanto, son aplicables en diferentes escenarios.
La fundición a alta presión tiene una aplicación más amplia debido a los elevados ciclos de fundición. Sin embargo, la fundición a baja presión es más precisa y adecuada para fabricar piezas axialmente simétricas.
Tecnología Industrial
- Los pros y los contras de la fundición a presión
- Una descripción general rápida del proceso de casting
- ¿Qué es el proceso de forjado de bridas
- El resumen más completo del proceso de casting
- ¿Qué es el proceso de fundición a presión a alta presión (HPDC)
- Mercado de inversión frente a moldeado a presión:¿cuáles son las diferencias?
- Fundición en arena frente a fundición a presión:¿cuáles son las diferencias?
- Comprender la estructura del proceso de fundición de inversión
- Introducción al proceso de fundición a la cera perdida de acero inoxidable
- Cuándo seleccionar el proceso de fundición en arena de resina
- La simplicidad de la fundición por gravedad