


Diferencia entre soldadura A-TIG y soldadura FB-TIG
La soldadura de gas inerte de tungsteno (TIG) es un proceso de soldadura popular basado en arco donde el arco eléctrico se constituye entre un electrodo de tungsteno no consumible y la pieza de trabajo. Es un proceso confiable y económico para unir de manera eficiente y permanente partes metálicas con o sin el uso de metal de aporte. Aparte de su capacidad para producir uniones sólidas, la espléndida apariencia del cordón de soldadura hace que este proceso sea abrumadoramente aceptable en varias aplicaciones que van desde los dominios estructurales hasta los aeroespaciales. A pesar de sus muchas ventajas, está limitado por la máxima profundidad de penetración alcanzable. Utilizando un conjunto óptimo de parámetros y todas las condiciones favorables, puede obtener una penetración máxima de hasta 3,5 mm en una sola pasada. Por lo tanto, la unión de componentes más gruesos requiere la preparación de los bordes y varias pasadas, lo que requiere mucho tiempo y, por lo tanto, afecta la productividad general.
Variantes de la soldadura con gas inerte de tungsteno (TIG)
La penetración limitada despierta el interés de la investigación sobre este tema y el resultado es la aparición de algunas variantes de soldadura TIG que muestran una mejora notable en la profundidad de penetración alcanzable. La soldadura con gas inerte de tungsteno activado (A-TIG) y la soldadura con gas inerte de tungsteno ligado con fundente (FB-TIG) son dos de esas variantes que utilizan un fundente activador adecuado para mejorar varias características de la soldadura TIG convencional. Estos procesos también se denominan soldadura TIG asistida por fundente ya que requieren obligatoriamente una capa de fundente activador sobre los componentes a unir.
Flujo activador y su aplicación sobre superficies metálicas
En ambos casos, se aplica una capa delgada (generalmente de menos de 50 µm de espesor) de fundente activador sobre la superficie del material base antes de la soldadura. Dicho fundente activador incluye una gran cantidad de óxidos y haluros de metal como el óxido de titanio (TiO2 ), sílice (SiO2 ), óxido de cromo (Cr2 O3 ), carbonato de magnesio (MgCO3 ), óxido de magnesio (MgO), dióxido de manganeso (MnO2 ), óxido de calcio (CaO), óxido de aluminio (Al2 O3 ), dióxido de circonio (ZrO2 ), etc. También se utiliza una mezcla homogénea de dichos fundentes en diferentes proporciones.
Dicho fundente se mezcla primero con acetona para formar una solución similar a una pasta y luego se aplica sobre la superficie del metal principal, ya sea manualmente con un cepillo suave o automáticamente con un sistema mecanizado. La relación de mezcla no es importante ya que la acetona es altamente volátil y, por lo tanto, esta relación no permanecerá constante incluso durante la aplicación de la capa de fundente sobre el metal. Sin embargo, mantener la uniformidad en el espesor del recubrimiento de fundente es un factor crucial para obtener una soldadura sin defectos. Después de aplicar el recubrimiento de fundente, la soldadura se realiza exactamente de la misma manera que en el caso de la soldadura TIG convencional. Todos los parámetros del proceso siguen siendo los mismos, excepto que el voltaje del circuito cerrado aumenta ligeramente en algunos casos (por lo general, este cambio es insignificante).
Soldadura con gas inerte de tungsteno activado (A-TIG)
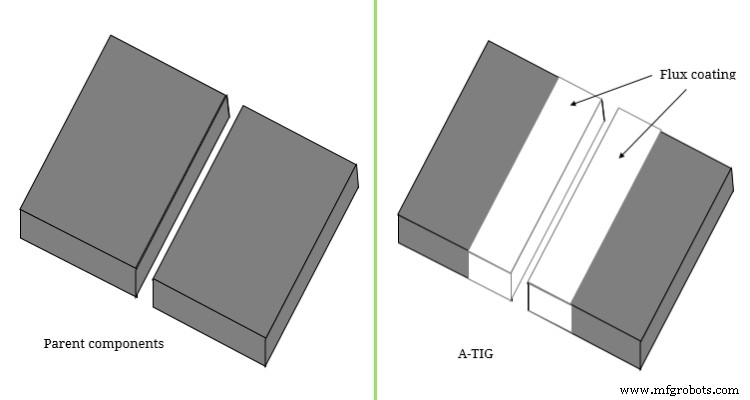
Aunque A-TIG y FB-TIG siguen el mismo principio mencionado anteriormente, difieren en la posición de aplicación del fundente activador en los metales base. En la soldadura con gas inerte de tungsteno activado (A-TIG), el fundente se aplica en la superficie de contacto del metal base y a su alrededor. Por lo general, los flus se aplican hasta un ancho de aproximadamente 4 mm desde la superficie de contacto a través del espacio de la raíz en cada lado. Entonces, aquí el flujo se encuentra justo debajo del arco durante la soldadura. Aquí se muestra esquemáticamente una capa típica de fundente sobre el metal principal para la soldadura A-TIG.
Soldado con gas inerte de tungsteno ligado con fundente (FB-TIG)
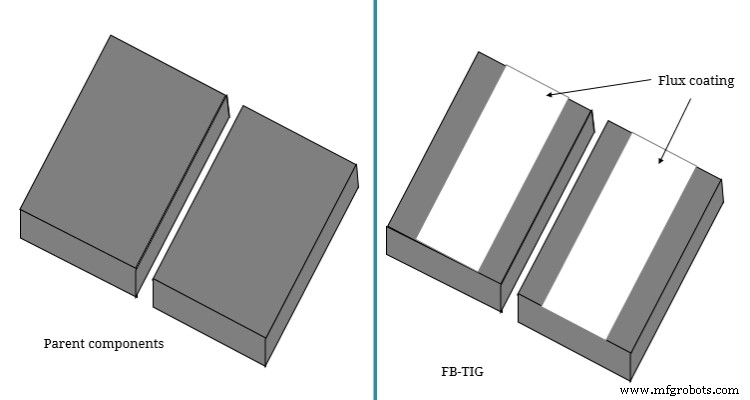
En la soldadura con gas inerte de tungsteno ligado con fundente (FB-TIG), no se aplica fundente sobre la superficie de contacto ni alrededor de ella; en su lugar, se aplica sobre la superficie superior del metal principal manteniendo un pequeño espacio después de la separación de la raíz. Entonces, aquí el flujo no se encuentra justo debajo del arco eléctrico durante la soldadura. El fundente activador, el método de su aplicación sobre la superficie metálica y el procedimiento de soldadura siguen siendo exactamente los mismos que con la soldadura A-TIG. La única diferencia radica en la posición en la que se aplica el flujo. Sin embargo, ambos exhiben una mejora palpable en la profundidad de penetración alcanzable. Aquí se muestra esquemáticamente una capa típica de fundente sobre el metal base para FB-TIG.
Ventajas que ofrece A-TIG y FB-TIG frente al TIG convencional
Varias investigaciones han revelado que el uso de dicho fundente puede ofrecer numerosas ventajas en comparación con la soldadura TIG convencional. Tanto A-TIG como FB-TIG brindan resultados similares y, por lo tanto, sus ventajas también son las mismas en comparación con la convencional. Sus ventajas se enumeran a continuación.
- Profundidad de penetración mejorada: El uso de fundente activador conduce a un arco constreñido que aumenta la densidad de calor del arco. Muchos defensores afirmaron que la reversión del Efecto Marangoni causa tal aumento en la penetración. La soldadura TIG asistida por fundente generalmente proporciona una penetración en el rango de 6 a 9 mm; sin embargo, con el uso de parámetros óptimos, también se puede lograr una penetración de hasta 11 mm en una sola pasada. Esto indica un aumento de aproximadamente 3 veces en la penetración en comparación con el proceso de soldadura TIG convencional.
- Cordón de soldadura estrecho: El arco restringido también da como resultado un cordón de soldadura estrecho. Esto tiene ciertas ventajas indirectas como menor deformación, menos zona afectada por el calor (HAZ), etc. La HAZ se considera un punto débil en la unión soldada ya que sus propiedades metalúrgicas se ven gravemente afectadas por el calentamiento del arco y siempre es deseable una HAZ más estrecha.
En este artículo se proporciona una comparación científica entre la soldadura con gas inerte de tungsteno activado (A-TIG) y la soldadura con gas inerte de tungsteno ligado con fundente (FB-TIG). El autor también sugiere que revise las siguientes referencias para una mejor comprensión del tema.
- Babu et al. (2016); Desarrollo de un proceso de soldadura con gas inerte de tungsteno limitado por flujo para unir aleaciones de aluminio; Diario Americano de Ingeniería Mecánica e Industrial; vol. 1 (3); págs. 58-63.
- Saha et al. (2018); Investigación sobre el efecto del fundente activador en la soldadura con gas inerte de tungsteno de acero inoxidable austenítico utilizando polaridad ac; Diario indio de soldadura; vol. 51 (2).
Tecnología Industrial
- Diferencia entre transmisión por cadena y transmisión por engranajes
- Diferencia entre transmisión por correa y transmisión por cadena
- Diferencia entre el proceso de torneado y el proceso de fresado
- Diferencia entre mecanizado y rectificado
- Diferencia entre la soldadura de metal con gas inerte y metal con gas activo
- Diferencia entre los procesos de soldadura GMAW y GTAW
- Diferencia entre soldadura MIG y soldadura TIG
- Diferencia entre soldadura de derecha y de revés
- ¿Cuál es la diferencia entre Industria 4.0 e Industria 5.0?
- ¿Cuál es la diferencia entre la fabricación de metal y la soldadura de metal?
- ¿Cuál es la diferencia entre la fabricación de metal y la soldadura?