


Configuración y perfiles ideales de Cura PETG para impresiones perfectas!
El PETG es uno de los polímeros más utilizados en la impresión 3D superado únicamente por el PLA. Es una versión modificada del plástico que se usa en las botellas de refrescos, por ejemplo. La modificación lo hace más adecuado para impresoras 3D, ya que reduce su temperatura de fusión y facilita la extrusión. En comparación con el PLA, el PETG es más resistente pero más blando. Algunos filamentos también tienen opacidades variables y pueden lograr buenos niveles de transparencia, lo que puede ser bueno no solo por razones estéticas sino también para proyectos que incorporan luces en ellos. También tiene un rango de temperatura de trabajo más alto y es más adecuado para condiciones al aire libre.
Ahora que conocemos las ventajas de usar PETG, ¡veamos cómo ajustar la configuración de la impresora para lograr los mejores resultados posibles!
Para imprimir con PETG, la temperatura del be debe establecerse a 70+ºC, mientras que la temperatura de impresión debe estar entre 220ºC-240ºC. Es importante apagar el ventilador para las capas iniciales y configurar la velocidad de impresión entre 30 y 500 mm/s. Con PETG debe tener cuidado con la formación de hilos, la adhesión del lecho y la separación o delaminación de capas, lo que significa que los ajustes de retracción son muy importantes.
Repasaré cada una de las configuraciones con mayor detalle y discutiré cómo ajustarlas. ¡Empecemos!
Los problemas con PETG
El PETG puede volverse muy fibroso, pero solo es cuestión de tener las retracciones bien calibradas o soplar rápidamente los modelos terminados con una pistola de aire caliente para eliminar los finos pelos de plástico. La adhesión a la cama también es una preocupación porque para algunos usuarios el PETG no se pega lo suficientemente bien y para otros, se pega demasiado bien y hace que sacar el modelo de la cama sea una molestia. Por último, hay una mala unión de capas que puede causar algunos problemas, pero por lo general también se puede manejar en la rebanadora
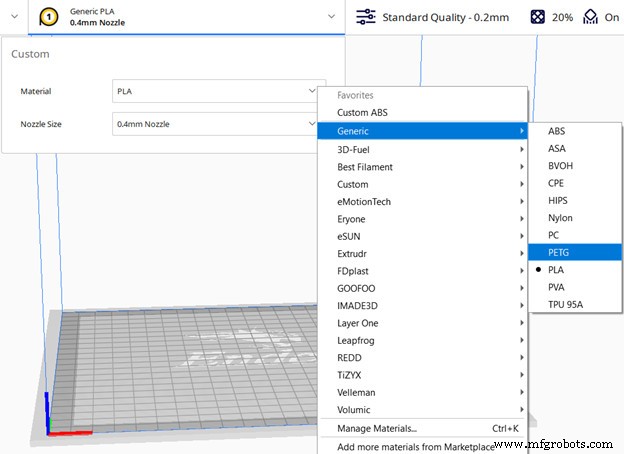
Habilite el perfil PETG predeterminado de Cura (utilícelo como punto de partida)
Cura tiene muchos perfiles integrados para marcas conocidas, por lo que es una buena idea usarlos como punto de partida y hacer pequeños ajustes desde allí. Si la marca no aparece en la lista, puede comenzar con un perfil PETG genérico.
Altura de capa
La altura de la capa tiene un efecto significativo en el tiempo de impresión, el detalle y la fuerza. Cuanto mayor sea la altura de la capa, menor será el tiempo de impresión, pero menos detalles y fuerza. Para PETG se recomienda elegir una capa fina para evitar la delaminación.
Según un estudio, cuanto mayor sea la relación entre la altura de la capa y el tamaño de la boquilla, menor será el espacio entre las capas y mayor será la resistencia. Por lo tanto, si necesita una capa más grande, es recomendable utilizar una boquilla más grande. Es posible emular una boquilla más grande cambiando el ancho de extrusión, pero probablemente sea mejor no exceder el 125 – 150 % del tamaño real de la boquilla. (Ejemplo:0,6 mm para boquilla de 0,4 mm).
Más información sobre este tema en este artículo nuestro
Ajuste fino
Imprima cambiando solo ligeramente la altura de la capa y verifique los resultados hasta que encuentre la altura de capa perfecta para su proyecto específico.
Altura ideal de la capa de PETG:
- Para detalles: 25 % del tamaño de la boquilla o ancho de extrusión (0,1 mm para boquilla de 0,4 mm)
- Mejor altura general de la capa: 25% - 40% del tamaño de la boquilla o ancho de extrusión (0,15 mm para boquilla de 0,4 mm)
- Impresión rápida/creación de prototipos: 50% - 80% del tamaño de la boquilla o ancho de extrusión (0,2 - 0,3 mm para boquilla de 0,4 mm)
Temperatura de impresión
La temperatura de impresión para PETG no es tan indulgente como para PLA. Si no se configura correctamente, obtendrá modelos realmente fibrosos con pocos detalles o una delaminación grave. Cuanto mayor sea la temperatura de impresión, mayor será la adhesión de la capa pero menor el detalle.
Ajuste fino
Se puede ajustar la temperatura imprimiendo una torre de calibración de temperatura y cambiando la temperatura de extrusión después de una distancia fija. Una vez finalizada la impresión, podrá ver claramente el rango en el que su filamento tiene la mejor adherencia y detalle de la capa.
Temperatura ideal de impresión de PETG: 220 – 240 ºC
¡Hay un buen video sobre este tema!
Temperatura de la cama
PETG es conocido por adherirse demasiado bien a algunas superficies, pero también mal si la temperatura de la cama no se ajusta correctamente. Con las camas de vidrio, la parte a veces puede desprenderse con trozos de la cama pegados. Un buen desmoldeante como pegamento en barra es vital en estas circunstancias.
Un estudio muestra que una temperatura del lecho ligeramente más alta que la temperatura de transición vítrea del filamento mejora en gran medida la adhesión.
A diferencia de sustancias como el agua, los polímeros tienen una temperatura característica adicional, la temperatura de transición vítrea. Cuando el polímero se calienta por encima de este umbral, sus propiedades físicas cambian de quebradizo y duro a dúctil y tenaz. La temperatura del vidrio del PETG ronda los 80ºC. Por lo tanto, si su máquina puede alcanzar esta temperatura, se recomienda encarecidamente que la ajuste a al menos 70 ºC o más. Es de esperar una pata de elefante más pronunciada, pero esto se puede compensar en el cortador o en el propio modelo agregando un chaflán en la parte inferior.
Ajuste fino
Comience configurando la cama a al menos 70 ºC y suba en incrementos de 5 ºC si la impresión falla. Tenga en cuenta que subir demasiado puede arruinar su cama porque el modelo se adhiere demasiado bien y elimina parte del revestimiento o incluso trozos de la cama.
Temperatura ideal de lecho de PETG:70ºC – 85ºC
Velocidad de impresión
La velocidad de impresión para PETG es similar a la velocidad de impresión para PLA, aunque ir más lento puede generar mejores resultados. La configuración predeterminada de CURA debería estar bien. De 30 a 50 mm/s es un rango razonable. Algunas fuentes sugieren que aumentar la velocidad de viaje puede mejorar el encordado. Si su impresora puede manejar más de 120 mm/s, vale la pena intentarlo.
Ajuste fino
Puede ajustar la velocidad de impresión de la misma pieza varias veces con distintas velocidades.
Configuración ideal de velocidad de PETG:
- Velocidad de impresión: 30 – 50 mm/s
- Velocidad de impresión de la capa inicial: 20 – 30 mm/s
- Velocidad de relleno: 40 – 60 mm/s
- Velocidad de viaje: 100+ mm/s dependiendo de la impresora
Retracción
El PETG puede ser bastante fibroso porque se imprime en caliente y no usa mucho enfriamiento, pero con las retracciones adecuadas y algunas otras opciones habilitadas, puede obtener resultados impresionantes.
Una prueba de encordado puede ayudar a ajustar la retracción. Primero, use una distancia de retracción de 3 mm si tiene una extrusora de accionamiento directo y de 6 mm si tiene una configuración Bowden. Una velocidad de retracción de 25 mm/s en cualquiera de las dos configuraciones sería una buena estimación inicial o intentar más lento. La configuración de stock de Cura suele funcionar bien.
¿Qué es peinar y qué configuración usar?
El peinado desactiva la retracción y modifica los movimientos de desplazamiento para repasar el relleno y depositar el plástico que rezuma. Puede ser útil establecerlo en "Dentro del relleno"
Ajuste fino
Puede ajustar su velocidad de impresión de la misma pieza varias veces con distintas velocidades y distancias de retracción.
Configuración ideal de retracción de PETG:
- Distancia de retracción: 3 mm para accionamiento directo o 6 mm para Bowden
- Velocidad de retracción: 25 mm/s
- Peinar: ENCENDIDO y configurado en "Dentro de relleno"
Adhesión al lecho
Como se mencionó en la sección de temperatura del lecho, si la temperatura se establece más alta que la temperatura de transición vítrea del filamento, la fuerza de adhesión mejorará significativamente.
Los bordes son un borde grueso de una sola capa que aumenta el contacto con la cama. Su uso es especialmente útil en modelos que no tienen una buena base para pegarse a la cama. La falda es la misma, pero nunca entra en contacto con la modelo. El faldón solo actúa como imprimación para la boquilla, por lo que no es muy eficaz para adherir capas.
Las balsas se comportan como un borde, pero consisten en al menos dos o tres capas debajo de todo el modelo. También ayuda a compensar las irregularidades de la cama. El pegamento en barra y la laca para el cabello son útiles no solo cuando la impresión no está pegada, sino también cuando está firmemente pegada.
Configuración ideal de adhesión al lecho de PETG:
- Temperatura de la cama: 70+ºC
- Tipo de adhesión al lecho: Hojas de PEI o vidrio revestido
- Ancho del ala: Al menos 10 mm
- Productos que ayudan con la adherencia: Pegamento en barra, laca para el cabello
Enfriamiento de impresión
Para evitar la delaminación y la deformación, no use enfriamiento con PETG. La primera mejor suposición para piezas fuertes es apagar el enfriamiento de las piezas por completo, excepto por el puente. Para obtener detalles nítidos y menos hilos, puede usar velocidades de ventilador del 100 % después de que se hayan colocado las primeras dos o tres capas
Ajuste fino
Configuración ideal de enfriamiento de PETG:
- Velocidad del ventilador de la capa inicial: apagado
- Velocidad del ventilador: 0 – 100 % dependiendo de si buscas detalle o fuerza
- Tipo de adhesión al lecho: Hojas de PEI o vidrio revestido
- Ancho del ala: Al menos 10 mm
¿Necesitas un Recinto para imprimir PETG?
La impresión con un recinto no es estrictamente necesaria para PETG, pero en cámaras frigoríficas pueden ser útiles.
Resumen:configuración/perfil ideal de Cura para imprimir PETG
- Altura de la capa: 25% - 40% del tamaño de la boquilla o ancho de extrusión (0,15 mm para boquilla de 0,4 mm)
- Temperatura de impresión: 220 – 240 ºC
- Temperatura de la cama: 70+ºC
- Tipo de adhesión al lecho: Falda
- Distancia de retracción: 3 mm para accionamiento directo o 6 mm para Bowden
- Velocidad de retracción: 25 mm/s
- Peinar: ENCENDIDO y configurado en "Dentro de relleno"
- Velocidad de impresión: 30 – 50 mm/s
- Velocidad de viaje: 100+ mm/s dependiendo de la impresora
- Capas iniciales de velocidad del ventilador: apagado
- Velocidad del ventilador resto de la impresión: 0 – 100 % dependiendo de si buscas detalle o fuerza
Impresión 3d
- Añadiendo el acabado perfecto a sus impresiones SLS
- Cómo conseguir colores vivos para sus impresiones SLS
- Acabado de primera clase para sus impresiones FDM
- Contaminación por polvo:un peligro oculto para las impresiones en metal
- 4 formas de lograr un acabado perfecto para sus piezas FDM
- OSGi para soluciones de IoT:una combinación perfecta
- Cómo crear archivos STL de alta calidad para impresiones 3D
- Aplicaciones ideales para actuadores neumáticos
- ¿El PLA es resistente al calor? ¡ABS, ASA, PETG y más!
- ¡Configuración ideal de PETG de Ender 3 (Pro y V2)!
- Configuración y perfiles de Ideal Cura ABS (para todas las impresoras)