


¡Configuración ideal de PETG de Ender 3 (Pro y V2)!
Decidí probar qué tan bien mi Ender 3 puede imprimir PETG e imprimí varios cubos de 20 mm e incluso un jarrón.
En este artículo, compartiré con ustedes mis hallazgos, qué configuraciones funcionaron bien y cuáles no, ¡y más!
También incluiré un par de fotos de los modelos que creé para que puedan ver la calidad de impresión que logré lograr.
Si no quiere tener que pasar por todas las pruebas y errores que hicimos para encontrar la configuración ideal para crear impresiones de alta calidad en su Ender 3, definitivamente consulte nuestros propios perfiles de Cura diseñados específicamente para la serie de impresoras Ender 3 (puede obtenerlas todas por solo $7).
Sin más preámbulos, ¡comencemos!
Temperatura de impresión
En términos generales, PETG imprime muy bien entre el rango de 220 °C y 250 °C. Sin embargo, la Ender 3 utiliza una configuración de tipo Bowden que no está diseñada para imprimir a más de 240 °C o 245 °C, ya que podría dañarse, por lo que recomiendo permanecer en ese rango de 220 °C a 240 °C.
En mis pruebas, la impresión a 220 °C proporcionó la mejor calidad de impresión general.
Temperatura ideal de impresión de PETG en la Ender 3:
- 220 °C – 240 °C (220 °C produce resultados ligeramente mejores)
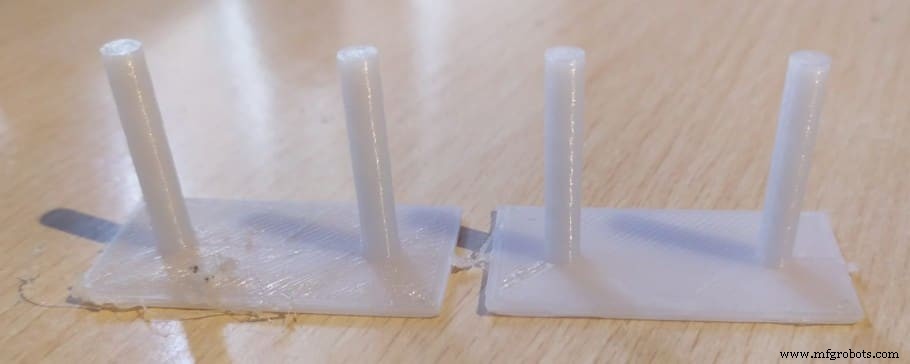
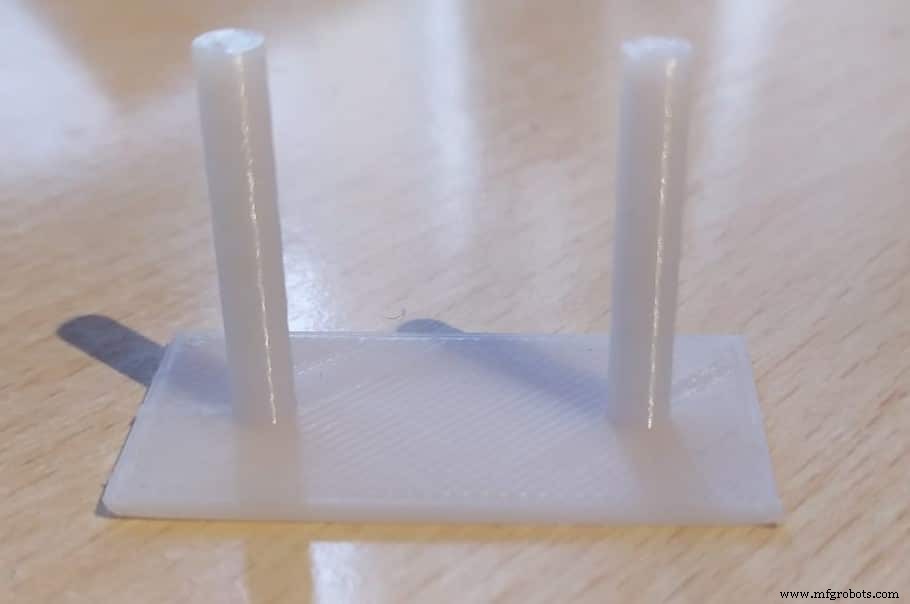
Después de probar varias temperaturas de impresión diferentes en más de 20 impresiones diferentes, descubrí que, en mi caso, 220 °C ofrecía los mejores resultados. 230°C y más crearían hilos y manchas en las capas superiores o en mis modelos, de hecho, puedes verlo aquí en las pruebas de hilo que realicé (imprimí más de 10 pruebas de hilo usando dos filamentos diferentes hasta que lo hice bien):
Adhesión al lecho
La adhesión de la cama es probablemente el factor más importante a tener en cuenta al imprimir, ya que desea que la primera capa se adhiera correctamente a la superficie de impresión para evitar que se deforme y que la impresión no se desprenda.
Factores como la temperatura de impresión, la temperatura de la cama, el tipo de superficie de construcción que está utilizando, etc. influirán en qué tan bien se adhiere el modelo a la superficie.
Temperatura de la cama
PETG debe imprimirse a una temperatura bastante alta, lo que significa que para evitar deformaciones, deberá configurar la cama entre 60 °C y 70 °C (60 °C es lo que generalmente se recomienda, sin embargo, no tenía excelentes resultados con él).
Ahora, aquí hay algo que quizás no sepa, pero cuanto más alta sea la temperatura de la cama, más fuerte será la adhesión. De hecho, se realizó un estudio en el que los resultados mostraron que la adhesión a la cama era más fuerte cuando se superaba ligeramente la temperatura de transición vítrea del plástico, que en el caso del PETG es de 80 °C (esencialmente, debe configurar la temperatura de la cama a un poco más de 80°C).
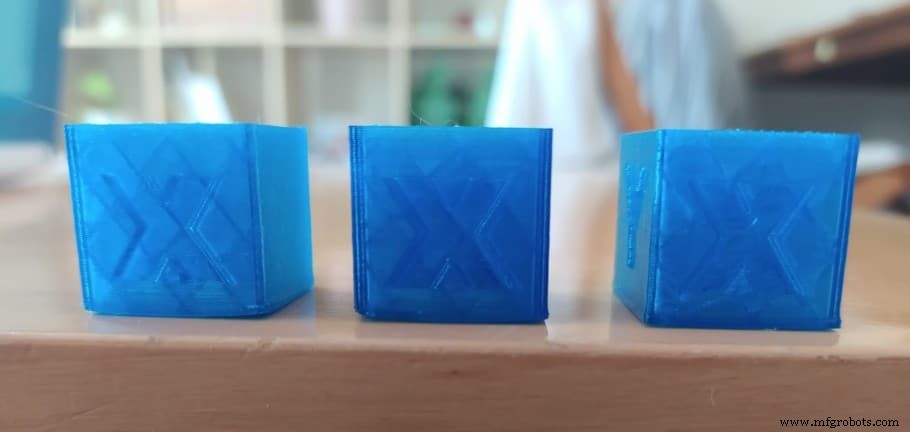
Imprimí un par de cubos diferentes de 20 mm a 230 °C con temperaturas de cama variables (60 °C, 70 °C y 85 °C), y las esquinas inferiores de los dos primeros cubos se deformaron (60 y 70 °C), pero a 85 °C, la adherencia fue lo suficientemente fuerte como para eliminar casi por completo la deformación.
Entonces, comience con 60 °C y, si la impresión se deforma, considere aumentar la temperatura de la cama a 70 °C y, si eso no funciona, intente con 80 °C o 85 °C.
Temperatura ideal del lecho de PETG para Ender 3:
- Para lograr la adhesión más fuerte posible, establezca la cama ligeramente por encima de la temperatura de transición vítrea de PETG (80 °C). 85°C parece producir la adhesión más fuerte.
Superficie de construcción

Mis pruebas de impresión de PETG en la Ender 3 se realizaron con la cama de vidrio Creality y, aunque los objetos pequeños como el cubo de 20 mm sufrieron un poco de deformación, nunca se separaron de la placa de construcción, incluso sin importar la temperatura de la cama.
Muchas personas recomiendan usar cinta Kapton o cinta de pintor azul, ya que ambas permiten que el PETG se adhiera con mucha más fuerza.
Sin embargo, la solución ideal parece ser la superficie de construcción que viene incluida tanto con la Ender 3 Pro como con la V2, no con la Ender 3, que es la BuilTak o superficie de construcción magnética, ya que proporciona una excelente superficie para que PETG se adhiera, y quitar las huellas también es bastante simple.
Nota importante :Algunos sitios web dicen que el PETG puede adherirse tan bien a un lecho de vidrio que quitarlo podría hacer que el vidrio se rompa o incluso que se lleve algunos pedazos de vidrio. No he tenido esa experiencia en absoluto, de hecho, mi experiencia con PETG fue que la adherencia no era tan fuerte como con otros materiales como PLA, TPU, etc.
Pruébelo usted mismo y vea qué funciona. Si le resulta difícil quitar la impresión, deje que la cama se enfríe primero (incluso meter la cama en el refrigerador podría ayudar a que se contraiga, lo que debería facilitar la eliminación del PETG).
¿Imprimir usando una falda, borde o balsa para PETG?
Escribí un artículo completo explicando qué son una falda, un ala y una balsa y definitivamente deberías echarle un vistazo ya que realmente pueden ayudar a mejorar la adherencia a la cama.
Al imprimir los diferentes cubos de prueba, todos se deformaron al imprimir con una Falda, así que intenté imprimir otro usando un Brim con la cama a 60°C y no solo se deformó, sino que se desprendió de la construcción plato (Lo intenté varias veces y siempre terminé con el mismo resultado).
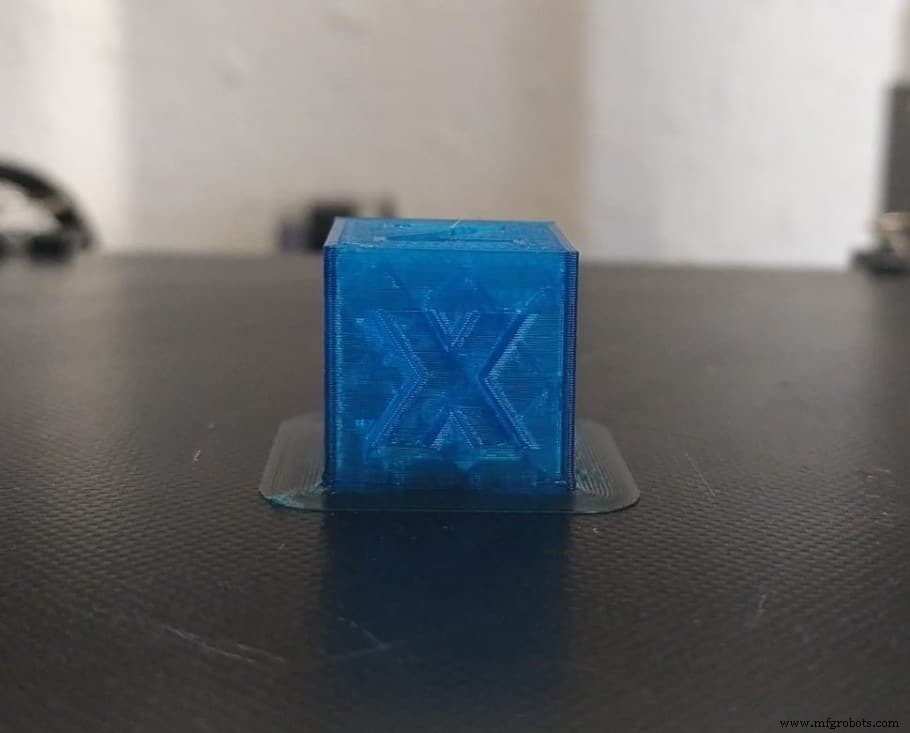
Los mejores resultados absolutos que obtuve fue imprimir con Brim y configurar la temperatura de la cama a 85 °C ya que esto mantuvo la huella pegada a la cama en todo momento sin permitir que se deformara ni un poco.
Una balsa aumentará aún más la adherencia a la cama, pero asegúrese de leer el artículo que acabo de vincular sobre balsas, bordes y faldones, ya que una balsa usará más material y dejará marcas en el modelo.
En general, recomiendo usar una falda y, si necesita una mejor adherencia, elija una visera.
Configuración de retractación
La retracción es cuando el extrusor tira del filamento hacia atrás para aliviar algo de presión dentro del hotend para evitar que el filamento se salga, lo cual es esencial cuando se trata de evitar que se enrede. Ahora, PETG, cuando está en su estado fundido, es mucho más viscoso que otros filamentos y requiere que se habiliten los ajustes de retracción adecuados si evitar que se enrede sea una prioridad para usted.
Sin embargo, PETG imprime de forma muy similar a PLA y los ajustes de retracción suelen ser los mismos o muy similares.
Por lo tanto, si está utilizando Cura, la configuración de retracción predeterminada debería funcionar bien, en la mayoría de los casos.
Configuración ideal de retracción de PETG para la Ender 3:
- Distancia de retracción:6,5 mm.
- Velocidad de retracción:25 mm/s.
- Recuento máximo de retracción:10.
- Ventana de distancia mínima de extrusión:10 mm.
- Modo de peinado:activado y configurado en "Dentro de relleno" (sin hilos).
Si desea conocer todos los entresijos de la retracción en la Ender 3, consulte este artículo que escribimos.
Velocidad de impresión
PETG realmente no necesita imprimirse más lento que PLA, por lo que la configuración Cura predeterminada para la Ender 3 debería funcionar bien (50 mm/s).
Si desea mejorar la calidad de la impresión, definitivamente puede ralentizarla tanto como desee, pero entre 30 mm/s y 50 mm/s parece ser el punto óptimo.
Configuración ideal de velocidad de PETG para la Ender 3:
- 30 mm/s – 50 mm/s.
Enfriamiento de impresión
Como mencioné anteriormente, desea lograr una primera capa bien adherida y, para lograrlo, el ventilador de capa debe apagarse mientras se imprimen las primeras dos capas.
Después de esto, el ventilador debe estar al 100 % para aumentar los detalles y reducir los hilos.
Sin embargo, si el detalle no es una prioridad y se desea más fuerza, imprima con la capa en abanico durante toda la duración de la impresión. Esto garantizará una mejor unión entre las capas y aumentará la resistencia de las capas, así como la resistencia general del modelo.
Configuración ideal de velocidad de PETG para la Ender 3:
- Para más detalles, el abanico de capas debe estar al 100 %, excepto en el primer par de capas para garantizar una buena adherencia de la primera capa.
- Para mayor resistencia, imprima el modelo completo con el ventilador de capas apagado.
¿Necesitas un Enclosure para imprimir con PETG?
No es necesario un recinto cuando se imprime con PETG, ya que es un material bastante simple con el que trabajar; sin embargo, definitivamente ayudará a evitar que los modelos se deformen o se desprendan de la superficie de construcción porque la temperatura interior se mantiene relativamente cálida y constante.
Ahora, imprimir con un gabinete generalmente ayuda a evitar un par de problemas y, aunque puede que no sea una necesidad, tener una impresora cerrada puede salvarlo de un par de impresiones fallidas.
PETG es lo suficientemente simple para trabajar, pero definitivamente se deforma más que el PLA, aunque no tanto como el ABS, y si vive en un clima más frío, es posible que desee encerrarlo para reducir el riesgo de deformación.
Configuración ideal de Ender 3 para imprimir con PETG
Los ajustes para imprimir con PETG son muy similares a los que se utilizan para imprimir con PLA, ya que son materiales muy parecidos. Sin embargo, hay un par de diferencias clave:
- Temperatura de impresión: 220-240°C (las capas superiores se ven mejor a 220).
- Temperatura de la cama: 85°C para una mejor adhesión.
- Altura de la capa inicial: 0,2 mm para una mejor adherencia de la primera capa.
- Distancia de retracción: 6,5 mm.
- Velocidad de impresión: 30 mm/s – 50 mm/s.
- Velocidad del ventilador: 100 % para los detalles, apagado para la fuerza.
Si no quiere tener que pasar por todas las pruebas y errores que hicimos para encontrar la configuración ideal para crear impresiones de alta calidad en su Ender 3, definitivamente consulte nuestros propios perfiles de Cura diseñados específicamente para la serie de impresoras Ender 3 (puede obtenerlas todas por solo $7).
Conclusión
El principal problema que tuve con el PETG fue la adhesión de la cama, especialmente cuando intentaba imprimir con la cama a 60 °C, que generalmente es la temperatura recomendada que he visto en línea, ya que las impresiones se deformarían o incluso se desprenderían de la placa de construcción.
Decidí aumentar la temperatura de la cama a 70 °C, pero no hubo ningún cambio real.
Dado que la temperatura de transición vítrea del PETG es de 80 °C, decidí probar con 85 °C y funcionó de maravilla (consulte el estudio que vinculé anteriormente donde la conclusión es que ir ligeramente por encima de la temperatura de transición vítrea aumenta la adherencia), tanto al imprimir con - y sin borde, pero esto puede deberse a que estoy usando una cama de vidrio y no la BuildTak, tal vez con la cama BuilTak puedas imprimir cómodamente a 60°C.
Por lo tanto, si tiene problemas de adhesión a la cama con PETG, intente aumentar la temperatura de la cama.
Aparte de eso, la Ender 3 es perfectamente capaz de imprimir PETG sin ningún problema y las impresiones se ven muy bien, aunque debo decir que PLA parece imprimir mejor en esta máquina y logra un mejor acabado, pero las impresiones PETG son sigue siendo perfectamente aceptable.
Consulta nuestra sección de productos recomendados

Creamos una sección de productos recomendados que le permitirá eliminar las conjeturas y reducir el tiempo dedicado a investigar qué impresora, filamento o actualizaciones obtener, ya que sabemos que esta puede ser una tarea muy desalentadora y que generalmente genera mucha confusión. .
Hemos seleccionado solo un puñado de impresoras 3D que consideramos buenas tanto para principiantes como para intermedios e incluso expertos, lo que facilita la decisión, y los filamentos, así como las actualizaciones enumeradas, fueron probados por nosotros y cuidadosamente seleccionados. , para que sepa que cualquiera que elija funcionará según lo previsto.
Impresión 3d
- Impresión 3D FDM:comparación de filamentos ASA, PETG y PC
- Sensor de temperatura y luz Raspberry Pi
- ¡Cómo reemplazar la boquilla en una Ender 3 (Pro y V2)!
- Ender 3 Z Offset; ¡Cómo ajustarlo!
- Ender 3 flacidez del eje X; ¡Cómo resolverlo!
- ¿El PLA es resistente al calor? ¡ABS, ASA, PETG y más!
- Revisión de Ender 3 Pro:¿Vale la pena adquirirlo en 2022?
- problemas de nivelación de la cama Ender 3; ¡Cómo arreglarlos!
- Ender 3:¡Cómo nivelar la cama y mantenerla nivelada!
- Actualizaciones de Ender 3 (Pro y V2); ¡Imprimible y para comprar!
- Velocidad y temperatura de impresión 3D:la mejor configuración