


Cómo mejorar los ciclos fijos de taladrado profundo
La mayoría de los centros de mecanizado CNC ofrecen dos tipos de ciclos fijos de taladrado profundo:G73 rompe virutas para materiales maleables y G83 limpia virutas para agujeros profundos. G73 se utiliza para romper virutas a medida que se perforan los agujeros, retrayendo la broca una pequeña cantidad a intervalos regulares (cada 0,1 pulgadas o 2,5 mm, por ejemplo). G83 se usa para limpiar las virutas de las ranuras del taladro a medida que se perforan los orificios, retrayendo el taladro completamente fuera del orificio cada tres a cinco veces el diámetro del taladro.
¿Qué sucede si debe mecanizar orificios profundos en materiales maleables? Esto requiere una combinación de los dos ciclos fijos y la mayoría de los CNC no tienen un ciclo fijo para esto. Sin embargo, con FANUC Custom Macro, puede crear su propio ciclo fijo de taladrado y hacer que se comporte de la forma que desee. Incluso puede crear un comando de llamada modal y ejecutarlo con un código G de su elección, cancelando con G80.
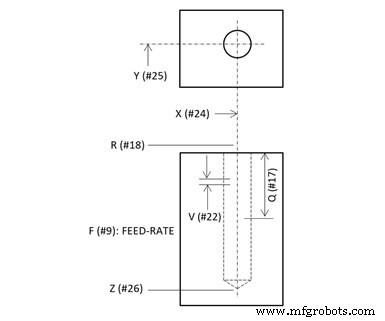
Idealmente, su macro personalizada de ciclo fijo creada por el usuario utilizará las mismas palabras CNC y se llamará de la misma manera que G73 y G83. Esto garantizará la coherencia, minimizará la confusión y evitará que los programadores realicen modificaciones importantes en los programas actuales que utilizan G73 o G83. Esta ilustración muestra las palabras relacionadas para nuestro ejemplo.
Tenga en cuenta que los argumentos de dirección de letra elegidos corresponden a los utilizados con G83, con la adición de la dirección de letra V para especificar la profundidad de picado de ruptura de viruta. Aquí hay un programa de llamada de ejemplo que mecanizará seis agujeros. Observe lo similar que es a un programa que usa G83.
%
O0001
(N005 T01 M06
N010 G54 G90 S600 M03
N015 G00 X0 Y0
N020 G43 H01 Z0.1
N025 G66.1 P9010 X1.0 Y1.0 Z-3.25 R0.1 Q1.0 V0.1 F5.0
N030
N035
N040
N045
N050
N055
N060 G91 G28 Z0 M19
N065 M30
%
G66.1 especifica un comando de llamada de macro personalizado modal. G67 lo cancela. Si desea utilizar un código G especial para llamar a la macro personalizada modal, digamos G89, coloque un valor de -89 en el parámetro de código G creado por el usuario relacionado con el programa O9010. Para los CNC de FANUC actuales, es el parámetro 6050. El valor 89 es el número del código G. Hacerlo negativo le dice al CNC que desea que provoque una llamada modal a la macro personalizada. También debe confirmar que el bit 3 del parámetro 6007 se establece en cero para asegurarse de que se utiliza el método G66.1 de llamada de macro personalizada modal (no G66).
Para cancelar con G80 en lugar de G67, cree otro código G creado por el usuario. Poner el valor 80 en el parámetro 6051. A partir de este momento el CNC ejecutará el programa O9011 cada vez que se lea G80:
%
O9011
G80 (Funcionamiento normal de G80, cancelar ciclo fijo)
G67 (Cancelar llamada de macro personalizada modal)
M99
%
Aquí está la macro personalizada de peck-drilling:
%
O9010
(CONSERVAR ARGUMENTOS MODALES)
SI[#24EQ#0] ENTONCES #101=#5001
SI[#24NE#0] ENTONCES #101=#24
SI[#25EQ#0] ENTONCES #102=#5002
SI[#25NE#0] ENTONCES #102=#25
SI[#26NE#0] ENTONCES #103=#26
SI[#18NE#0] ENTONCES #104=#18
SI[#17NE#0] ENTONCES #105=#17
SI[#22NE#0] ENTONCES #106=#22
SI[#9NE#0] ENTONCES #107=#9
#24=#101
#25=#102
#26=#103
#18=#104
#17=#105
#22=#106
#9=#107
(CONSTANTES)
#33=0.05 (APROXIMACIÓN AL AGUJERO)
#4=0.005 (CANTIDAD DE RETRACCIÓN DE ROTURA DE VIRUTA)
(INICIALIZAR PARA EL BUCLE DE LIMPIEZA DE VIRUTAS)
#28=REDONDO[[ABS[#26-#18]]/#17] (NÚMERO DE PICO DE LIMPIEZA DE VIRUTAS)
#17=[ABS[#26-#18]]/#28 (PROFUNDIDAD DE PEQUEÑO DE LIMPIEZA DE VIRUTA RECALCULADA)
#29=#18 (POS DE APROXIMACIÓN DE PEQUEÑO DE LIMPIEZA DE VIRUTA ACTUAL)
(INICIALIZAR PARA BUCLE DE ROTURA DE CHIP)
#31=REDONDO[#17/#22] (NÚMERO DE PICADURAS PARA ROMPER VIRUTAS)
#22=#17/#31 (PROFUNDIDAD DE PEQUEÑO DE ROTURA DE VIRUTA RECALCULADA)
#32=#18-#22 (POSICIÓN INFERIOR DE ROTURA DE CHIP ACTUAL)
(MOVIMIENTOS DE POSICIONAMIENTO INICIALES)
G00 X#24 Y#25
Z#18
(BUCLE DE PERFORACIÓN PICADORA DE LIMPIEZA DE VIRUTAS)
#27=1 (CONTADOR PARA PICO DE LIMPIEZA DE VIRUTAS)
MIENTRAS [#27 LE #28] HACER 1
G00 Z#29 (MOVER A LA POS DE APROXIMACIÓN Z ACTUAL)
(BUCLE DE PERFORACIÓN DE CORTE DE VIRUTA)
#30=1 (CONTADOR DE PICO PARA ROMPER VIRUTAS)
MIENTRAS [#30 LE #31] HACER 2
G01 Z#32 F#9 (HACER PICO)
G00 Z[#32+#4] (ROMPER CHIP)
(VALORES DE BUCLE DE PERFORACIÓN DE PASO CHIPB BREAK PECK)
#30=#30+1 (CONTADOR DE PASOS)
#32=#32-#22 (PASO ACTUAL CHIP ROTURA INFERIOR)
FIN 2
G00 Z#18 (RETRAER DEL AGUJERO)
#27=#27+1 (CONTADOR DE PASOS)
#29=#32+#22+#33
FIN 1
M99
%
Equipo industrial
- ¿Cómo mejora la seguridad un programa basado en confiabilidad?
- Cómo usar drones para mejorar la seguridad en el lugar de trabajo
- Cómo calcular y mejorar la disponibilidad de la máquina
- Cómo mejoran los amortiguadores la seguridad y la durabilidad
- Cómo las abrazaderas hidráulicas pueden mejorar la eficiencia de la producción
- ¿Cómo mejorar la implementación del mantenimiento preventivo?
- ¿Cómo mejorar la formación de los trabajadores?
- ¿Cómo mejorar el rendimiento de los trabajadores?
- Cómo mejorar la precisión de la máquina
- Cómo una máquina para coronar vigas puede mejorar la productividad
- ¿Cómo mejorar el proceso de anodizado de plástico?