


Tipos y características de rectificado de superficies
El esmerilado de superficies es un proceso de acabado que utiliza una muela abrasiva giratoria para alisar la superficie del material, alisar la superficie de materiales metálicos o no metálicos y darles un aspecto más refinado.
Los materiales abrasivos más utilizados para la superficie de las muelas abrasivas incluyen:alúmina, carburo de silicio, diamante y nitruro de boro cúbico (CBN).
Tipos de rectificado de superficies
De acuerdo con las características estructurales y la configuración de las amoladoras de superficie y las mesas de trabajo, las amoladoras de superficie se pueden dividir en 4 tipos, a saber, rectificado de superficie de mesa recíproca de husillo horizontal, rectificado de superficie de mesa giratoria de husillo horizontal, rectificado de superficie de mesa recíproca de husillo vertical, rectificado de superficie de mesa recíproca de husillo horizontal, rectificado de superficie de mesa giratoria de husillo.
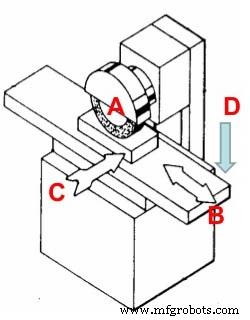
Esmerilado de superficie con mesa recíproca de husillo horizontal
La pieza de trabajo es succionada o sujeta en la mesa de trabajo por la mesa de trabajo electromagnética rectangular, y recíproca longitudinalmente. El carro de la muela abrasiva puede realizar un movimiento de alimentación intermitente transversal a lo largo del riel guía de cola de milano del asiento deslizante. El asiento deslizante puede hacer un movimiento de avance intermitente vertical a lo largo del riel guía de la columna, y la pieza de trabajo se rectifica alrededor de la muela abrasiva con alta precisión de rectificado.
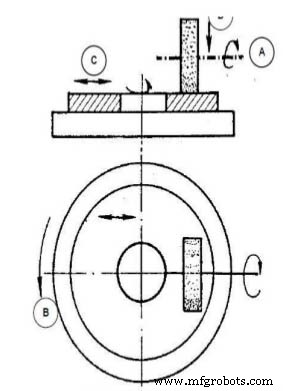
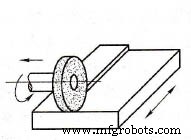
Esmerilado de superficies con mesa giratoria de husillo horizontal
El eje principal de la muela abrasiva es horizontal, la mesa de trabajo es un mandril electromagnético circular y la superficie se rectifica con la superficie circunferencial de la muela abrasiva. Al rectificar, el mandril electromagnético circular succiona la pieza de trabajo y gira a una velocidad uniforme. Además de la rotación de alta velocidad, la muela abrasiva también alterna entre el borde exterior y el centro de la mesa redonda para completar el avance de molienda. Cada movimiento alternativo o cada vez Después de la inversión, la muela abrasiva avanza verticalmente hacia la pieza de trabajo hasta que la pieza de trabajo se pule al tamaño requerido. Dado que la mesa de trabajo gira continuamente, la eficiencia de rectificado es alta, pero no puede rectificar planos complejos como superficies escalonadas.
Se utiliza para rectificar piezas de trabajo redondas y delgadas y puede usarse para rectificar piezas de trabajo anulares con diferentes espesores en la mesa de trabajo.
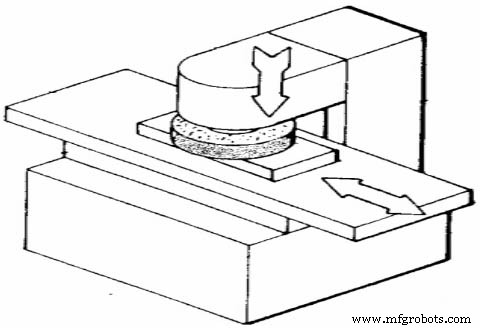
Esmerilado de superficie con mesa recíproca de husillo vertical
El eje principal de la muela es perpendicular a la mesa de trabajo. La mesa de trabajo es un mandril electromagnético rectangular, y la cara final de la muela abrasiva se usa para rectificar el plano. Este tipo de amoladora solo puede moler piezas planas simples. Dado que el diámetro de la muela abrasiva es mayor que el ancho de la mesa de trabajo, la muela abrasiva no necesita realizar un movimiento de avance lateral, por lo que la eficiencia de rectificado es mayor.
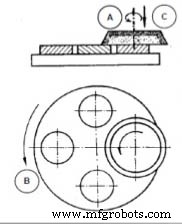
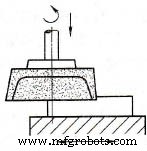
Esmerilado de superficies con mesa giratoria de husillo vertical
El eje principal de la muela es perpendicular a la mesa de trabajo. La mesa de trabajo es un mandril electromagnético circular. La cara final de la muela abrasiva se utiliza para rectificar el plano. Al moler, la mesa de trabajo redonda gira a una velocidad constante y la muela gira a alta velocidad y se alimenta verticalmente. Para facilitar la carga y descarga de piezas de trabajo, la mesa redonda también se puede mover longitudinalmente a lo largo de los rieles de la cama.
Dependiendo de la superficie de trabajo de la muela abrasiva, el rectificado de superficies se puede dividir en tres tipos:rectificado periférico, rectificado de extremos y rectificado periférico de extremos.
Esmerilado de periféricos :
También conocido como rectificado circunferencial, que utiliza la superficie circunferencial de la muela abrasiva para rectificar. Las amoladoras de superficies horizontales pertenecen a esta forma.
Esmerilado de extremos :
Rectificado con la cara frontal de una muela abrasiva. Las amoladoras planas con ejes verticales pertenecen a esta forma.
Esmerilado de caras de extremos periféricos :
Al mismo tiempo, la superficie circunferencial y la superficie final de la muela abrasiva se utilizan para rectificar. Al moler la superficie del escalón, si el escalón no es profundo, puede usar una muela abrasiva para moler la superficie del extremo periférico en un eje horizontal y un molinillo de superficie de mesa rectangular.
C Características del rectificado de superficies
La forma de rectificado de superficies es diferente y sus características también son diferentes.
1. Características del rectificado periférico
Puede reducir la deformación de la pieza de trabajo causada por el calentamiento, lo que es beneficioso para mejorar la precisión de rectificado de la pieza de trabajo. Es adecuado para el pulido fino del plano de varias piezas de trabajo, el error de planeidad se puede controlar dentro de 0,01~0,02 mm/1000 mm, y la rugosidad de la superficie puede alcanzar Ra0,8~0,2 μm. Sin embargo, debido a que el avance lateral intermitente se usa para completar el rectificado de la superficie de la pieza de trabajo cuando no se está rectificando, la eficiencia de producción es baja.
2. Características del rectificado de caras finales
La deformación por flexión es pequeña, la rigidez es buena y se puede seleccionar una cantidad de molienda mayor. Alta eficiencia de producción. La pieza de trabajo es propensa a la deformación térmica y quemaduras. Solo es adecuado para piezas de trabajo con baja precisión de rectificado y formas simples. Para mejorar la calidad del rectificado de caras frontales, se pueden adoptar las siguientes medidas:
- Elija una muela abrasiva con aglomerante de resina con un tamaño de partícula más grueso y una dureza más blanda.
- Se suministra suficiente líquido de corte durante el rectificado.
- Esmerilado con rueda de inserción.
- La cara del extremo de la muela abrasiva está recortada en un centro de cono interior para que la muela abrasiva y la pieza de trabajo estén en contacto en línea o el cabezal abrasivo se ajusta en un ligero ángulo para reducir el contacto entre la muela abrasiva y la pieza de trabajo. y mejorar las condiciones de disipación de calor.
3. Las características del rectificado de la cara del extremo periférico
La cantidad de molienda no debe ser demasiado grande.
Nuestros sistemas de esmerilado que pueden lograr acabados superficiales para 0,2~0,025 Ra con tolerancias de hasta 0,002 mm. La tolerancia detallada y los acabados superficiales pueden variar debido al tipo de material tanto de la pieza como de la muela abrasiva. Contáctenos ahora
Proceso de manufactura
- Tipos y características de la tela de fibra de vidrio
- ¿Qué es la máquina de pulir? - Definición y tipos
- Tipos de rectificadoras
- Servicios de rectificado de superficies:proceso y precisión
- Los principios fundamentales del rectificado de superficies
- ¿Qué es el pulido de superficies y por qué es importante?
- Rectificadora de superficies rotatorias y calidad de procesamiento
- ¿Quién necesita amoladoras planas?
- Rectificado Cilíndrico y Gran Productividad
- Cuatro tipos de rectificadoras y sus usos
- Tipos de rectificadoras y su funcionamiento.