


Ángulo de salida en moldeo por inyección:pautas de diseño e importancia crítica
El moldeo por inyección sigue siendo el método preferido para la producción rápida y de gran volumen de piezas complejas. Una única característica geométrica (el ángulo de salida) juega un papel fundamental para garantizar que esas piezas cumplan con las expectativas de calidad, costo y rendimiento.
En este artículo desmitificamos los ángulos de salida:qué son, por qué son importantes y cómo diseñarlos para obtener resultados óptimos. Si sigue estas pautas, evitará defectos costosos, reducirá los tiempos de los ciclos y logrará el acabado que necesita.
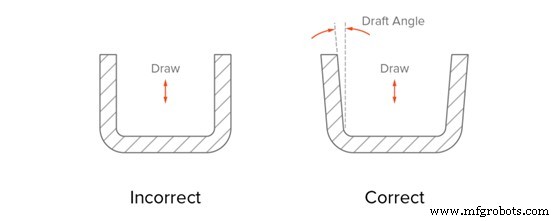
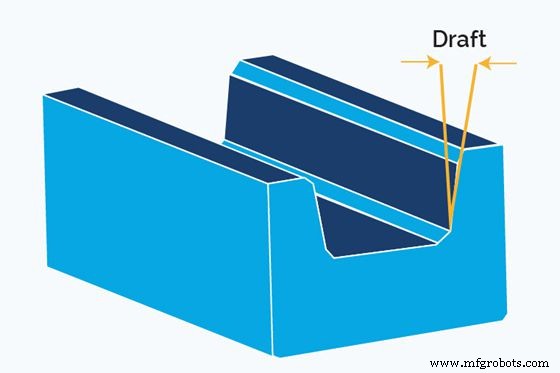
El ángulo de inclinación es la inclinación intencional aplicada a las paredes de un molde, medida en grados en relación con la dirección de dibujo de la pieza. Si bien el ángulo es una característica del molde, también es visible en el componente terminado. Los ingenieros suelen apuntar a alrededor de 1,5°, aunque los valores entre 0,5° y 10° son comunes para piezas especializadas.
Por qué es importante el ángulo de salida en el moldeo por inyección
Expulsión de piezas lisas
Durante la expulsión, la pieza hace contacto con las paredes del molde, creando fricción que puede deformar la superficie, aumentar la fuerza de expulsión requerida y acortar la vida útil de la herramienta. Un ángulo de inclinación adecuado libera la pieza instantáneamente cuando los pasadores expulsores la empujan hacia afuera, eliminando el contacto y la fricción.
Sin desmoldeo, la pieza se desliza a lo largo del molde, comprometiendo el acabado de la superficie, las tolerancias y provocando mayores fuerzas de expulsión.
Prevención de deformaciones
A medida que una pieza se separa del molde, se puede formar un vacío si no hay corriente de aire, empujando la pieza hacia adentro y provocando deformaciones. El tiro permite que el aire fluya inmediatamente, evitando la formación de vacío y manteniendo la geometría plana.

Acabado superficial superior
Al eliminar el roce contra el molde, el borrador preserva los detalles finos de la superficie y reduce la necesidad de un acabado posterior al proceso. Cuando se trata de texturas, el borrador debe adaptarse no sólo a la forma gruesa sino también a las protuberancias finas.
Reduce el dibujo profundo y el flash
El embutido profundo, cuando las mitades del molde se separan a lo largo de una línea que corta la pieza, presenta un riesgo de que la pieza se pegue. Un ángulo de tiro más grande mitiga esto al facilitar la separación y reducir el destello.
Ahorro de costes
Los ángulos de salida reducen la deformación, mejoran la calidad de la superficie y reducen las fuerzas de expulsión. Estos beneficios se traducen en menos rechazos, menos mecanizado y menor desgaste de herramientas, lo que en última instancia reduce los costos de producción y mantenimiento.
Pautas de diseño para ángulos desmoldados
Elegir el ángulo de inclinación correcto requiere equilibrar las preocupaciones funcionales, estéticas y de fabricación. A continuación se presentan reglas prácticas comprobadas.
1. Ajustes mecánicos y contracción térmica
Los ángulos de desmoldeo afectan la forma en que una pieza se contrae durante el enfriamiento. Las caras externas se mueven hacia afuera, mientras que las caras internas se mueven hacia adentro, alterando potencialmente las tolerancias dimensionales. Asegúrese de que la geometría dibujada aún cumpla con los requisitos de ajuste después de la contracción.
2. Borrador basado en texturas
Cuanto más rugosa sea la textura de la superficie, mayor será el tiro necesario para evitar la abrasión durante la expulsión. Para acabados de espejo, lo típico es 0,5°. Aumente el ángulo de inclinación en 0,4° por cada 0,1 mm de rugosidad añadida, hasta 10° para patrones extremos.
3. Borrador basado en profundidad
Las características más profundas generan más riesgo de vacío. Agregue 1° de inclinación por cada pulgada de profundidad de la pieza (≈25 mm). Ajuste ligeramente según el material o el tamaño de la pieza, pero esta regla se aplica a la mayoría de los casos.
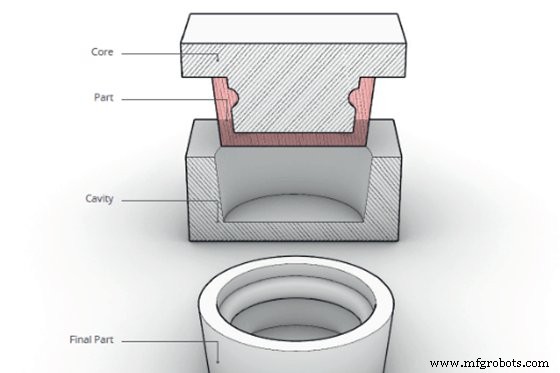
4. Enfoque de cavidad central
Cuando una superficie exterior debe permanecer lisa mientras que el interior puede ser rugoso (por ejemplo, carcasas protectoras), aplique un esfuerzo ligeramente mayor al núcleo. El núcleo se contrae dentro del molde, mientras que la superficie exterior se desprende limpiamente.
Referencia rápida:sugerencias para ángulos de desmoldeo
- Comience con una inclinación de 1,5° para la mayoría de las piezas.
- Dibuje tanto la cavidad como el núcleo; La inclinación del núcleo puede ser entre 0,2 y 0,5° mayor.
- Agregue 1° por pulgada de profundidad.
- Por cada 0,1 mm de rugosidad, aumente el ángulo de inclinación en 0,4°.
- Aplicar inclinación a todas las características verticales:paredes, nervaduras, rejillas, socavaduras.
- Utilice el método núcleo-cavidad para exteriores estéticamente lisos.
- Incluya también borradores en elementos dibujados lateralmente.
- Los materiales duros y abrasivos requieren corrientes de aire mayores que los blandos y dúctiles.
Conclusión
Los ángulos de salida son más que un detalle de molde:son la base de piezas moldeadas por inyección confiables y de alta calidad. Al incorporar las pautas anteriores, reducirá los defectos, reducirá los costos y mejorará el rendimiento general de fabricación.
WayKen Rapid Manufacturing se especializa en diseño de moldes de precisión y herramientas rápidas. Nuestros servicios incluyen análisis DFM detallados, simulación precisa de ángulos de inclinación y soluciones de producción llave en mano. Contáctenos hoy para acelerar sus proyectos de moldeo por inyección.
Preguntas frecuentes
¿Cuándo debo incluir un ángulo de desmoldeo?
Los ángulos de salida deben considerarse desde las primeras etapas de diseño (idealmente durante los bocetos conceptuales y el desarrollo de prototipos) para garantizar la capacidad de fabricación y la integridad de las piezas.
¿Puedo saltarme los ángulos de salida?
Omitir los ángulos de salida es arriesgado. Si bien las piezas pequeñas con tolerancias estrictas pueden tolerarlo, el riesgo de deformación, defectos superficiales y mayor desgaste de las herramientas lo hace desaconsejable en la mayoría de los casos.
¿Qué son los borradores positivos y los negativos?
Un tiro positivo significa que la pieza se estrecha hacia la cavidad del molde (más ancha en la base). Un tiro negativo que se estrecha hacia afuera, lo que rara vez se utiliza en el moldeo por inyección debido a los desafíos de expulsión.
Tecnología Industrial
- ¿Las flotas están cambiando a camiones eléctricos?
- Dispositivos semiconductores en SPICE
- Vacaciones permanentes de molestias:software de gestión de inventario y hostelería
- De la feria CIFF y WMF para ver cómo se desarrollaron las empresas extranjeras de carpintería en China
- Moldeo por inyección:¿cómo funciona y cuándo elegirlo?
- Contactor vs. Relé:una comparación detallada
- 555 Multivibrador monoestable
- 4 métodos de inspección y 3 soluciones para mecanizado CNC
- La IA puede revelar objetos invisibles en la oscuridad total
- Fabricación de conductos industriales grandes
- Cómo optimizar su cadena de suministro y su negocio