


Optimización de los pasadores eyectores para un rendimiento superior en el moldeo por inyección
Los pasadores eyectores son componentes críticos del ciclo de moldeo por inyección, ya que impulsan las piezas terminadas fuera de la cavidad del molde inmediatamente después del enfriamiento. Junto con las cuchillas y los bloques expulsores, garantizan una liberación rápida y fiable de las piezas.
Seleccionar el pasador expulsor adecuado es fundamental, ya que afecta directamente la integridad de la pieza y la calidad de la superficie. Esta guía explica los fundamentos, los tipos, los defectos comunes y la selección de mejores prácticas del pasador expulsor.
En el moldeo por inyección, el mecanismo del pasador expulsor elimina las piezas enfriadas del troquel, lo que aumenta significativamente la eficiencia del ciclo.
El molde consta de dos mitades:un lado móvil A y un lado estacionario B que alberga el sistema eyector. Una vez que la cavidad se enfría y se abre, el pasador expulsor empuja el plástico endurecido fuera del molde.
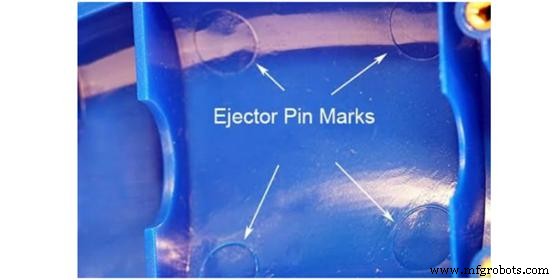
Nota: La fuerza del eyector puede dejar una abolladura superficial en la pieza.
Tipos de pasadores eyectores utilizados durante el moldeo por inyección
Los fabricantes ofrecen varias configuraciones de pasadores expulsores adaptadas a materiales y geometrías de piezas específicas. A continuación se muestran las opciones más comunes utilizadas en herramientas rápidas.

Pasador de expulsión n.º 1:eyector pasante
Los pasadores duros se someten a un tratamiento térmico para aumentar la resistencia del diámetro, lo que permite su uso con polímeros por debajo de 200 °C.

Pin eyector n.º 2:Eyector de nitruro H13
Los pasadores H13 cementados pueden soportar temperaturas de hasta 600 °C. Se pueden perforar o roscar, pero son más blandos y más propensos a astillarse que las variantes de mayor calidad.

Pin eyector n.º 3:eyector negro
Los pasadores eyectores negros reemplazan al nitruro H13 en aplicaciones de alta temperatura. Su superficie autolubricante tolera hasta 1000 °C, lo que los hace ideales para componentes de automoción, aunque a un coste mayor.
Otros sistemas de eyección
- Manguitos eyectores Son pasadores huecos que protegen y guían el pasador central.
- Placas eyectoras trabaje con los pasadores sujetando la cabeza del pasador, evitando que se desacople accidentalmente durante el moldeo.
- Bloques eyectores cuentan con ranuras lubricantes y se utilizan en piezas delgadas para reducir las marcas de pasadores y mejorar el acabado de la superficie.
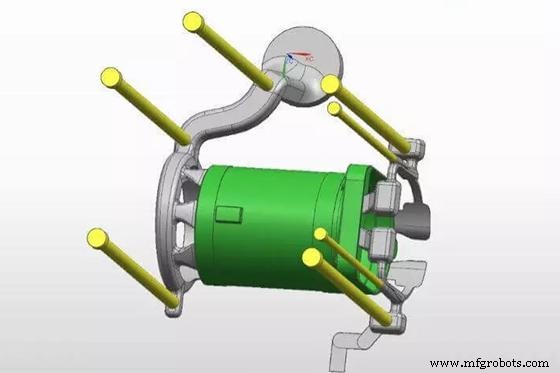
¿Cómo funciona un pasador eyector?
Comprender el ciclo del pasador expulsor, que comprende inyección, enfriamiento y liberación de piezas, ayuda a seleccionar la máquina adecuada y evitar defectos.
- Fase de inyección: Se introduce plástico fundido en la cavidad del troquel.
- Fase de enfriamiento: El plástico se solidifica formando una pieza endurecida.
- Fase de liberación de piezas: El sistema eyector empuja la pieza fuera de la cavidad, ya sea de forma manual o automática.
Los pasadores expulsores automáticos brindan un único empuje axial, guiado por las placas de sujeción y la caja expulsora, lo que garantiza una liberación constante.
Causas y soluciones de las marcas del pasador eyector
Si bien las marcas de alfiler son inevitables, se pueden minimizar con un control adecuado del proceso. Las causas y soluciones comunes incluyen:
Menos tiempo de enfriamiento
Un enfriamiento insuficiente permite que el pasador se incruste en la pieza, creando abolladuras profundas. Asegúrese de que la pieza se solidifique completamente antes de expulsarla.
Producto fino y otras características
Las piezas muy delgadas (espesor de pared ≤2,5 mm) son más propensas a dejar marcas visibles. Para piezas con un alto acabado superficial, considere bloques o paletas expulsoras en lugar de pasadores.
Tiempo de permanencia y temperatura de permanencia
Un tiempo de permanencia excesivo aumenta la temperatura de transición vítrea, lo que provoca una expulsión prematura y piezas débiles. Reduzca el tiempo de permanencia para igualar el perfil térmico del polímero.

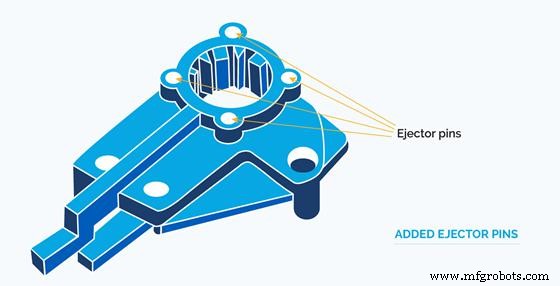
Colocación y disposición del pasador eyector
- Las piezas complejas pueden necesitar más pasadores.
- Coloque alfileres en superficies planas:los escalones o pendientes reducen el soporte y aumentan las marcas.
- Mantenga los pines a una distancia segura de los canales de refrigeración para evitar interferencias.
- Apunte a áreas de alta fuerza, como núcleos y nervaduras.
Selección de máquina
Las máquinas de gran capacidad pueden generar una presión excesiva en moldes pequeños y de bajo volumen, generando tensiones internas y marcas. Haga coincidir la capacidad de la máquina con el tamaño del molde.
Mantener la presión
Ajuste la presión de sujeción para equilibrar la integridad de la pieza y la facilidad de expulsión; una presión demasiado alta dificulta la eliminación.
Otros métodos para reducir las marcas de los pines de expulsión
- Utilice polímeros resistentes a la abrasión como nailon, polioxietileno o UHMWPE.
- Aplique un agente desmoldante para una expulsión más suave.
- Incorpore ángulos de tiro para reducir la fuerza de expulsión.
¿Cómo elegir los pasadores eyectores adecuados en el moldeo por inyección?
Seleccionar los pasadores correctos implica evaluar el material, el tamaño y los parámetros del proceso. Las consideraciones clave son:
Diámetro de pasador grande para piezas grandes
Un diámetro mayor reduce la fuerza de penetración, minimizando las abolladuras. Utilice valores enteros para evitar irregularidades en la fabricación.
Tamaño del pasador en relación con el tamaño de la pieza
Si bien el diámetro debe ser grande, el tamaño total del pasador debe coincidir con las dimensiones de la pieza para evitar una penetración excesiva.
Requisitos de fuerza
Asegúrese de que el pasador pueda soportar la presión de inyección; se recomiendan diámetros de al menos 2,5 mm. Para las socavaduras, considere la posibilidad de colocar alfileres en los hombros.
También tenga en cuenta el tipo de material y el costo; un pasador robusto reduce los gastos de mantenimiento a largo plazo.
Conclusión
Los pasadores eyectores son esenciales para una liberación eficiente de las piezas en el moldeo por inyección. Comprender sus tipos, funcionamiento y selección de mejores prácticas puede mejorar significativamente la calidad de las piezas y la confiabilidad del proceso.
¿Busca servicios rápidos de herramientas y moldeo por inyección? Póngase en contacto con WayKen para obtener piezas de moldes de alta calidad entregadas de forma rápida y rentable.
Preguntas frecuentes
¿Qué es la marca de un alfiler?
Las marcas del pasador de expulsión son impresiones brillantes o blancas que el pasador deja en la superficie de clase A del componente. Pueden provocar grietas en la superficie si no se controlan.
¿Cómo puedo detectar las marcas del pasador de expulsión?
Las marcas de los pasadores aparecen como abolladuras brillantes o blanquecinas en los lugares exactos donde los pasadores hacen contacto con la pieza.
¿De qué material están hechos los pasadores expulsores?
Los materiales comunes incluyen acero, acero inoxidable H‑13, M‑2 y 420, a menudo tratados térmicamente para mayor resistencia.
Tecnología Industrial
- Dominar el seguimiento de ventas:7 estrategias comprobadas para mantener a los clientes potenciales interesados
- Cómo hacer un diseño CNC:guía de diseño de mecanizado CNC, reglas, consejos y restricciones | CNCLATHING
- Historia de éxito:el proyecto de impresión 3D produce resultados rápidos
- Cree su entorno operativo con Nexus Apps
- Cómo la energía inalámbrica está transformando la fabricación
- Aplicación de principios de diseño inteligente para amplificar los beneficios de la fabricación aditiva
- Seminario web:Construcción de un detector de humo más inteligente del tamaño de una tapa de botella
- Infografía:IoT y la cadena de suministro
- Cinco desafíos de envío que ponen en riesgo la entrega de vacunas
- ¿Qué es la soldadura oxiacetilénica? | Soldadura con oxicombustible
- Fundamentos, características del mecanizado CNC | Mecanizado CNC de piezas de bloqueo