


Comprensión y eliminación de rebabas en el moldeo por inyección
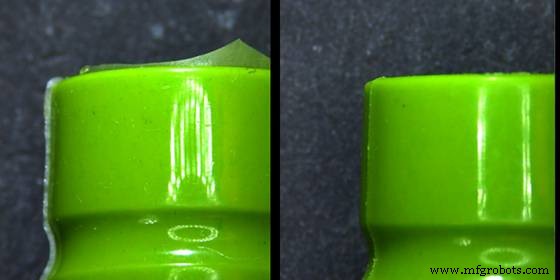
La rebaba, una fina película no deseada de plástico fundido que se escapa de la cavidad del molde, disminuye la calidad de la pieza y puede dañar el propio molde. Saber por qué ocurre y cómo detenerlo es esencial para cualquier operación de moldeo por inyección.
¿Qué desencadena el flash?

La rebaba se origina con mayor frecuencia en la línea de separación, pero también puede aparecer en otras partes de la cavidad. Los culpables comunes incluyen:
1. No coincide la línea de partición
Si las dos mitades del molde no se unen perfectamente (debido a residuos, desgaste o un defecto de diseño), el sello está incompleto y deja escapar el plástico fundido.
2. Ventilación inadecuada
Las rejillas de ventilación demasiado pequeñas, obstruidas o desgastadas impiden que el aire se escape, lo que aumenta la presión en la cavidad y expulsa el material del molde.
3. Presión de sujeción insuficiente
Incluso con una línea de separación impecable, una fuerza de sujeción débil permite que el molde se abra bajo una alta presión de inyección, creando rebabas.
4. Baja viscosidad
El plástico que fluye con demasiada facilidad (debido a la alta temperatura o la baja presión) tiende a filtrarse más allá del sello antes de solidificarse.
5. Llenar demasiado el molde
El exceso de material aumenta la presión en la cavidad más allá de lo que puede contener la abrazadera, lo que provoca fugas.
Cómo reparar el flash después de que ocurre
Cuando ya se ha formado una llamarada, hay varias técnicas de reparación disponibles:
1. Desbarbado con aire caliente
Soplar aire caliente sobre la pieza derrite finas capas rebajadas nuevamente en la superficie. Funciona mejor para destellos finos; para los más gruesos, combinar con eliminación mecánica.
2. Desbarbado criogénico
Enfriar rápidamente la pieza con nitrógeno líquido hace que la rebaba se vuelva quebradiza y fácil de despegar sin afectar el acabado. Aunque eficaz, el equipo puede resultar costoso.
3. Desbarbado manual
Los operadores capacitados utilizan tijeras, cuchillos o amoladoras para recortar las rebabas a lo largo de la línea de separación. Este método ofrece alta precisión e inspección visual inmediata.
4. Desbarbado de llama
La aplicación de una llama controlada puede eliminar las rebabas, pero se corre el riesgo de alterar la textura de la superficie y complicar los procesos posteriores, como la pintura.
Medidas proactivas para prevenir el flash
Siempre es preferible prevenir que corregir. Las estrategias clave incluyen:
1. Mantener un molde limpio
Utilice un trapo limpio, un limpiador de moldes y aire comprimido para eliminar residuos, residuos de plástico y fragmentos ocultos antes de cada ejecución.
2. Aplicar tonelaje de sujeción óptimo
Equilibre la fuerza de sujeción para mantener el molde cerrado sin sobrecargar las piezas ni el propio molde.
3. Diseño para la fabricabilidad (DFM)
Incorpore reglas de diseño aceptadas en la industria:ubicación adecuada de la puerta, espesor de pared uniforme y ubicaciones claras de las líneas divisorias para eliminar el riesgo de inflamación.
4. Utilice moldes sin rebaba
Los moldes de alta precisión con tolerancias estrictas son ideales para piezas críticas donde la estética y la funcionalidad son más importantes.
5. Controlar los parámetros de inyección
Disminuir la velocidad de inyección reduce la presión máxima. Combine esto con ajustes adecuados de temperatura y presión para mantener la viscosidad del material bajo control.
Otros defectos comunes del moldeo por inyección
El destello es sólo una de las muchas imperfecciones que pueden comprometer una pieza. Los problemas típicos incluyen:

1. Líneas de soldadura
Cuando dos frentes de flujo se encuentran prematuramente, aparece una línea visible. Aumente la temperatura y la presión, o ajuste el espesor de la pared para mitigar.
2. Delaminación de superficies
La humedad o los contaminantes hacen que la superficie se pele, especialmente cerca de la puerta. Utilice materiales secos y compatibles.
3. Lanzamiento
La solidificación temprana del chorro inicial crea una piel en la pieza. Aumentar la temperatura del material o reducir la presión ayuda.
4. Agrietamiento
La tensión de los moldes fríos o las bajas velocidades de inyección pueden agrietar la pieza. Una mayor velocidad y temperatura de inyección, además de un acondicionamiento adecuado del molde, reducen el riesgo.
5. Líneas de flujo
Líneas estampadas de diferentes velocidades de enfriamiento. Mantenga una presión de inyección constante y un enfriamiento adecuado antes de llenar.
Conclusión
La rebaba no sólo reduce la calidad del producto sino que también puede acortar la vida útil del molde. Al comprender sus causas y aplicar medidas correctivas y preventivas, los fabricantes pueden producir piezas impecables y al mismo tiempo proteger sus equipos. Para obtener más información sobre el moldeo por inyección rápida y soluciones sin rebabas, comuníquese con WayKen.
Preguntas frecuentes
¿Cuál es la forma más eficaz de detener el flash?
Reducir la velocidad de inyección reduce la presión y aumentar el tonelaje de sujeción garantiza que el molde permanezca cerrado.
¿Aire caliente versus desbarbado criogénico?
La criogenia es ideal para destellos grandes y espesos porque evita el daño por calor, mientras que el aire caliente es mejor para eliminar destellos finos y finos.
¿Causa principal del destello?
Fugas a lo largo de la línea de separación debido a una alta presión de inyección y una línea de separación mal diseñada o desgastada.
Tecnología Industrial
- ¿Qué son las estanterías de almacén?
- Fresado convencional de precisión:estrategias avanzadas para componentes de alta tolerancia
- Cómo dejar de perseguir tu cola Gasta
- Introducción de comprobaciones de diseño automatizadas para la fabricación de piezas
- 6 pasos para convertir su idea de PCB prototipo en producción
- Controlador de potencia PWM
- Técnicas de fabricación de metal explicadas
- Cómo la industria de alimentos y bebidas puede superar la escasez de conductores
- Espesor de placa de circuito impreso
- Guía de diseño de placa de circuito impreso
- 8 expertos comparten los mayores errores cometidos al implementar sistemas de automatización de almacenes