


Guía completa sobre tipos de puertas de moldeo por inyección y mejores prácticas de diseño
Elegir la puerta adecuada es fundamental para conseguir piezas de plástico de alta calidad. Cada diseño de compuerta ofrece distintas ventajas en términos de flujo, acabado y eficiencia de producción. A continuación se muestra una descripción detallada de los tipos de puertas más comunes, junto con orientación práctica sobre ubicación, tamaño y aplicación.
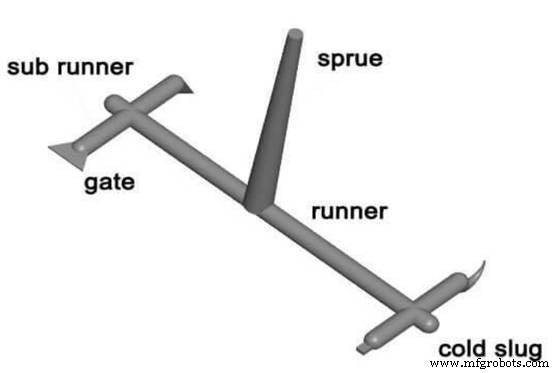
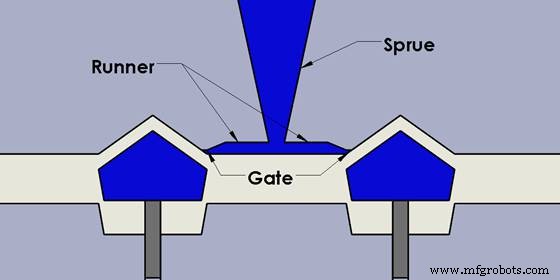
1. Compuertas Directas o Bebedero
Las compuertas directas (bebedero) son las más simples y las más utilizadas. El plástico fundido viaja directamente desde el bebedero a la cavidad, lo que permite un llenado rápido de grandes volúmenes con una presión mínima y tiempos de alimentación cortos. Son ideales para piezas no estéticas y de cavidades profundas, como carcasas de electrodomésticos, contenedores e impresoras.
Si bien son rentables, estas puertas dejan una marca visible que debe recortarse manualmente, lo que puede aumentar el tiempo de posprocesamiento y generar imperfecciones en la superficie.
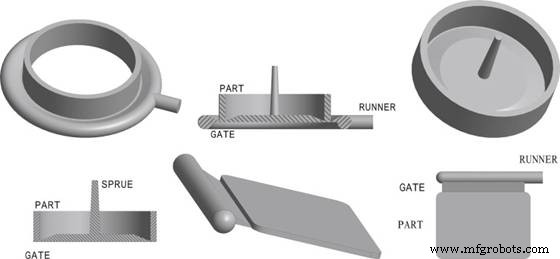
2. Puertas de borde
Las puertas de borde se ubican a lo largo del perímetro de la pieza, creando una marca clara y fácilmente removible. Su sección transversal más grande promueve un flujo suave, lo que los hace adecuados para componentes planos o de espesor medio donde la estética es menos crítica.
No requieren resina especial y su geometría sencilla mantiene bajos los costos de herramientas.
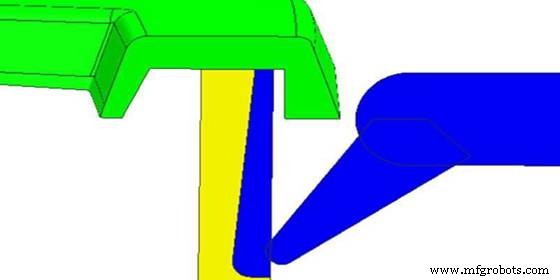
3. Puertas submarinas (túnel)
Situadas debajo de la línea de separación, las compuertas submarinas alimentan la cavidad desde abajo, lo que permite el recorte automático durante la expulsión. El canal estrecho limita el volumen de fusión, lo que los hace mejores para piezas pequeñas y de precisión.
Usarlos en piezas grandes puede alargar los tiempos de ciclo y producir defectos superficiales relacionados con el cizallamiento.
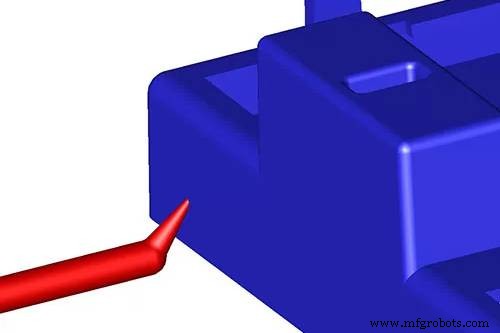
4. Puertas de anacardos
Con forma de nuez, las puertas de anacardo llegan a áreas estrechas o irregulares a las que los túneles convencionales no pueden acceder. Su geometría curva requiere un diseño cuidadoso para evitar distorsiones durante la extracción de la pieza.
Debido a que no se limitan a una resina específica, las puertas de anacardo son versátiles para geometrías complejas.
5. Puertas de diafragma
Las compuertas de diafragma se estrechan desde debajo de la compuerta, lo que minimiza las líneas de soldadura en las partes angulares. Proporcionan un flujo uniforme para componentes más grandes y funcionan bien con la mayoría de los tipos de resina.
Al controlar la temperatura, la velocidad y la presión, las compuertas de diafragma ofrecen superficies lisas y defectos reducidos.
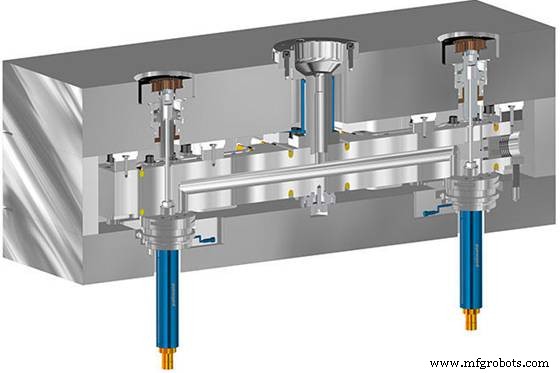
6. Compuertas de válvula de canal caliente
En los sistemas de canal caliente, las compuertas de válvula mantienen la masa fundida a una temperatura y presión constantes. Un pasador retráctil regula el flujo:al tirar del pasador se libera el derretimiento, al empujarlo hacia atrás se empuja el exceso hacia el molde, evitando la acumulación de compuertas.
Este control preciso aumenta la eficiencia y permite la gestión independiente de múltiples puertas.
7. Puertas Térmicas de Canal Caliente
Las compuertas térmicas funcionan sin válvula y se apoyan justo encima de la línea de separación. Cuando se detiene el flujo, el residuo fundido forma una “babosa fría” que se funde en la cavidad cuando comienza la siguiente inyección, eliminando el recorte de la compuerta.
Son compatibles con una amplia gama de resinas y son especialmente ventajosos para la producción de gran volumen y alta velocidad.
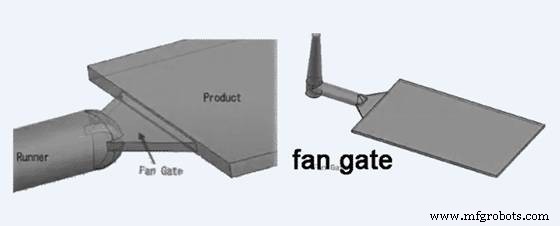
8. Puertas de ventilador
Las compuertas de ventilador cuentan con una abertura amplia que garantiza un espesor uniforme en piezas grandes o planas. Su diseño mitiga la tensión direccional y las marcas de flujo, lo que los hace ideales para policarbonato y otros plásticos de alta claridad.
9. Puertas de pasador
Las puertas de los pasadores son pequeñas y a menudo están ubicadas cerca de los pasadores expulsores en el lado B del molde. Si bien reducen el tamaño de la puerta, pueden aumentar el desperdicio debido al gran canal necesario, lo que los hace mejores para moldes de placas múltiples específicos.
Al seleccionar una puerta, considere los siguientes factores críticos:
Colocación de la puerta
Coloque la compuerta en la sección transversal más profunda para promover un flujo uniforme y minimizar los huecos. Evite colocar puertas cerca de áreas de alto estrés que podrían comprometer la integridad de las piezas.
Tamaño de la puerta
Elija una dimensión de compuerta que equilibre el calentamiento por corte y la presión de flujo. Una cantidad demasiado pequeña aumenta el cizallamiento, mientras que una cantidad demasiado grande puede provocar picos de presión excesivos.
Forma y acabado de la pieza
Haga coincidir el diseño de la puerta con la geometría de la pieza y la calidad de superficie deseada. Por ejemplo, las puertas de anacardo destacan por sus piezas pequeñas e intrincadas que requieren un acabado suave.
Preguntas comunes
¿Dónde se debe colocar la puerta? Instálelo en la sección más profunda, en un lado del molde, para garantizar un flujo óptimo y reducir la tensión.
¿Cuáles son los pasos básicos del moldeo por inyección? Sujeción → Inyección → Enfriamiento → Expulsión.
¿Qué defectos son típicos? Pueden ocurrir marcas de hundimiento, líneas de flujo, deformaciones, delaminación, disparos cortos y chorros si el diseño de la compuerta o los parámetros del proceso no son óptimos.
Tecnología Industrial
- Comprensión de la soldadura por plasma:proceso, aplicaciones y beneficios
- Historia de éxito:el personal supera la brecha de conocimientos mediante la capacitación de la fuerza laboral
- Cuando cambiar la producción desde China no es una opción
- Cómo la capacitación puede minimizar el riesgo en las plataformas de petróleo y gas
- Cómo mantener su línea de montaje segura y protegida
- ¿Qué es el mantenimiento preventivo y por qué es importante?
- Qué buscar en las válvulas de hidrógeno
- IMTS 2018:Kennametal se vuelve innovador con conexiones de husillo
- Conexión de PLCnext a RS232/RS485 remoto a través de pseudo TTY
- Conjuntos y diagramas de Venn
- Para las cadenas de suministro, la experiencia del cliente es el nuevo diferenciador