


14 Capítulo 5:Rectificadora de superficies
OBJETIVO
Después de completar esta unidad, debería poder:
• Identifique la amoladora de superficies.
• Identificar Procedimientos.
• Describir los procedimientos de Dressing the Wheel.
• Describir la prueba del timbre.
• Describa cómo reemplazar la muela abrasiva.
• Describa el procedimiento para seleccionar la muela abrasiva.
• Enumere los principales abrasivos con sus áreas generales de mejor uso.
• Enumere el vínculo principal con los tipos de aplicación donde se utilizan más.
• Identificar por número de tipo y nombre, a partir de bocetos sin marcar o de ruedas reales.
• Interpretar las marcas de forma y tamaño de la rueda junto con cinco símbolos básicos de la especificación de una rueda en la descripción de la rueda abrasiva.
• Dados varios trabajos de esmerilado estándar y comunes, recomiende el abrasivo, el tamaño de grano aproximado, el grado y la unión apropiados.
El Surface Grinder se utiliza principalmente en el proceso de acabado. Es una herramienta muy precisa que utiliza una rueda giratoria abrasiva estacionaria para rasurar o acabar una superficie metálica que se mantiene en su lugar con un tornillo de banco. Este tornillo de banco, que es parte de una mesa o carro, se mueve hacia adelante y hacia atrás debajo de la rueda abrasiva. La amoladora de superficie puede cortar acero en piezas que no superen las 18” de largo por 6” de alto por 8” de ancho. La mesa del molinillo también es magnética, lo que ayuda a mantener el material quieto. Estos imanes se pueden alternar por medio de una palanca ubicada en la parte frontal del molinillo. Este instrumento tiene un corte máximo de 0,005 de pulgada y un corte mínimo de 0,005 de pulgada. El movimiento de la amoladora puede ser automático, de ida y vuelta, o manualmente según sea necesario.
Precauciones de seguridad
Además de las reglas regulares de seguridad del taller mecánico, estos son algunos consejos sobre cómo usar esta máquina de manera segura:
• Utilice siempre gafas de seguridad, ya que esta máquina puede enviar virutas en todas las direcciones.
• Siempre espere a que la rueda alcance la velocidad máxima antes de usarla, ya que puede haber
• Si tiene el cabello largo, debe llevarlo recogido hacia atrás, para que no se enganche en la máquina.
• Nunca golpee la rueda contra el material ya que esto podría causar fallas en la rueda, lo que podría resultar en una pérdida de integridad y podría salir despedida.
• Asegúrese siempre de que la protección esté colocada sobre la muela abrasiva, ya que protege al usuario de las virutas que se desprenden del material.
• Siempre asegúrese de que el material esté bien sujeto en su lugar.
• Siempre asegúrese de que la mesa magnética esté limpia antes de colocar material sobre ella, ya que las virutas pueden rayar el material o incluso hacer que el material deslice la rueda con la que está usando la amoladora.
• Asegúrese de que el molinillo tenga un botón de inicio/parada al alcance del operador.
• Compruebe la muela abrasiva antes de montarla. Asegúrese de que esté bien mantenido y en buen estado de funcionamiento.
• Siga las instrucciones del fabricante para montar las muelas abrasivas.
• Mantenga la cara de la rueda uniformemente revestida.
• Asegúrese de que la protección de la muela cubra al menos la mitad de la muela abrasiva.
• Lime cualquier rebaba en la superficie de trabajo que se coloca en el mandril magnético.
• Limpie el mandril magnético con un paño y luego límpielo con la palma de su mano.
• Coloque una hoja de papel un poco más grande que la pieza de trabajo en el centro del mandril.
• Coloque el trabajo sobre el papel y encienda el mandril magnético.
• Verifique que el mandril magnético se haya encendido tratando de quitar el trabajo del mandril.
• Verifique que la rueda despeje el trabajo antes de encender la amoladora.
• Haga funcionar una rueda abrasiva nueva durante aproximadamente un minuto antes de colocar la rueda en el trabajo.
• Espere a que la rueda alcance la velocidad máxima antes de usarla, ya que puede haber fallas invisibles en la rueda.
• Párese a un lado de la rueda antes de encender la amoladora.
• Apague el refrigerante antes de detener la rueda para evitar crear una condición de desequilibrio.
• Mantenga la superficie de trabajo libre de desechos, herramientas y materiales.
• Mantenga el piso alrededor del molinillo limpio y libre de aceite y grasa.
• Utilice un sistema de escape de ventilación adecuado para reducir la inhalación de polvo, escombros y neblinas de refrigerante. Los sistemas de escape deben diseñarse y mantenerse adecuadamente.
• Siga los procedimientos de bloqueo cuando realice trabajos de mantenimiento.
Procedimiento de uso
• El primer paso para usar la amoladora de superficies es asegurarse de que el material que desea moldear pueda usarse en la amoladora. Los materiales blandos, como el aluminio o el latón, taparán la rueda abrasiva y evitarán que funcione de manera efectiva, por lo que será necesario limpiarla. Este proceso se explica en la sección Mantenimiento. El tamaño máximo de un material que la amoladora puede mecanizar es de 18" de largo por 8" de ancho por 6" de alto.
• El siguiente paso es asegurarse de que el material esté asegurado. Esto se hace mediante el uso de un tornillo de banco y luego enganchando la abrazadera magnética. Una vez que el material esté seguro, debe colocarse manualmente debajo de la rueda abrasiva. Esto se hace girando las ruedas de longitud y latitud ubicadas en la parte delantera del molinillo. La rueda abrasiva en sí se puede mover ligeramente para colocar el material en la posición perfecta.
• Entonces la máquina puede ponerse en marcha. Debe alcanzar la velocidad máxima antes de intentar usarlo por razones de seguridad. Si la rueda funciona correctamente, se usa manualmente cuando se necesita hacer un trabajo muy preciso.

Figura 1. Amoladora de superficie Chevalier
Preparando la Rueda
1. Coloque el pulidor de ruedas de diamante sobre la cama.
2. Mantenga el tocador de diamantes ¼ de pulgada a la izquierda del centro de la rueda.
3. Asegure la cómoda a la cama girando el mandril magnético.
4. Encienda la máquina girando el interruptor a la posición "ON". Luego presione el botón verde para iniciar el eje.
5. Mueva la muela abrasiva hacia abajo usando el volante de la mesa vertical hasta que apenas haga contacto con el tocador.
6. Apague la máquina después de hacer contacto con la cómoda.
7. Vuelva a encender la máquina. Mientras la rueda gira, baje la rueda abrasiva en la dirección Z hasta que se forme una pequeña columna de polvo.
8. Una vez que se haya formado la pequeña columna de polvo, haga una pasada hacia adelante y hacia atrás a lo largo del eje Y. Detenga la máquina cuando el tocador haya hecho un pase hacia adelante y hacia atrás.
9. Al detener la máquina, asegúrese de que la tocadora esté aproximadamente a ½ pulgada de la rueda.
10. Revise la rueda para ver si está limpia. Si no, repita los pasos 8 y 9.
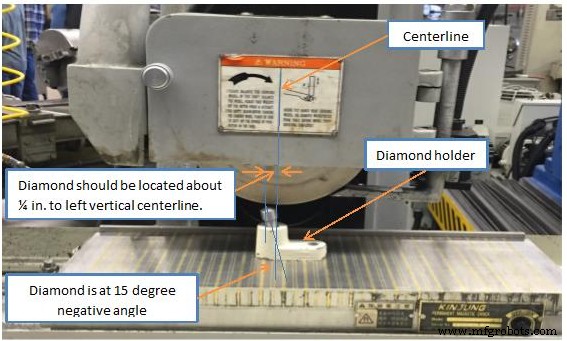
Figura 2. Preparando la rueda
Prueba de llamada
Las muelas abrasivas deben inspeccionarse y someterse a una “prueba de anillo” antes de montarlas para asegurarse de que no tengan grietas u otros defectos. Las ruedas deben golpearse suavemente con un instrumento ligero no metálico. Una rueda estable y sin daños dará un tono metálico claro o "anillo".
Realización de la prueba del timbre:
Asegúrese de que la rueda esté seca y libre de aserrín u otro material que pueda amortiguar el sonido del anillo.
Necesitará un objeto de plástico duro o de madera dura, como el mango de un destornillador u otra herramienta, para realizar la prueba. Use un mazo de madera para herramientas más pesadas. No utilices objetos metálicos.
- Suspenda la rueda en un pasador o un eje que pase por el orificio para que sea fácil de girar, pero no meta la rueda en la amoladora. Si la rueda es demasiado grande para suspenderla, colóquela sobre una superficie limpia y dura.
- Imagina una plomada vertical en el centro de la rueda.
- Golpee la rueda unos 45 grados a cada lado de la línea vertical, aproximadamente a una o dos pulgadas del borde de la rueda. (Las ruedas grandes pueden golpearse en el borde en lugar de en el costado de la rueda).
- Gire la rueda 180 grados para que la parte inferior de la rueda quede ahora arriba.
- Golpee la rueda unos 45 grados a cada lado de la línea vertical nuevamente.
- La rueda pasa la prueba si emite un tono metálico claro cuando se golpea en los cuatro puntos. Si la rueda suena muerta en cualquiera de los cuatro puntos, está rota. No lo use.
Reemplazo de la muela abrasiva
- Abra la caja de la rueda. Si la caja de la rueda está muy apretada, esto puede requerir un par de llaves de tuercas, una llave inglesa y un mazo de goma.
- Retire la placa de metal en la parte superior aflojando los tornillos que la sujetan a la caja de la rueda.

Figura 3. Retire la placa de metal y la caja de la rueda
3. Detrás de la rueda, en el eje, hay un agujero. Inserte la llave de abrazadera del lado derecho en la parte posterior del husillo. La llave de abrazadera debe poder encajar en el orificio.
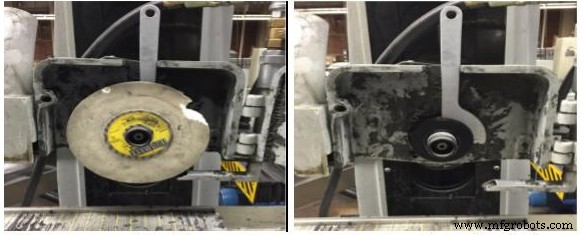
Figura 4. Apriete la llave en el orificio Figura 5. Retire la muela
4. Inserte la llave en los dos orificios en la parte delantera de la rueda. Al aflojar la rueda del eje de la rueda, al girar a la derecha se aflojará y al girar a la izquierda se apretará. 5. Golpee la llave con forma de horquilla con un mazo de goma para aflojar la rueda. 6. Para colocar una muela abrasiva nueva, invierta el procedimiento. Al girar la llave en forma de horquilla hacia la izquierda, se apretará. Al instalar la rueda, asegúrese de que la llave esté en el lado izquierdo, no en el lado derecho. Gire la llave en forma de horquilla con la mano y, cuando ya no sea posible, use el mazo de goma. 7. Retire la llave de la parte posterior del husillo. 8. Vuelva a atornillar la placa en la parte superior de la caja de la rueda. 9. Cierre la caja de la rueda y apriete la perilla.
Procedimiento de pulido
- Ensure the proper wheel for the stock is being used. There are different grinding wheels for aluminum, stainless steel, and titanium.
- Clean the bed before placing the workpiece onto it. This will prevent interference with the magnetic chuck.
- Place magnetic parallels around the workpiece to ensure the workpiece does not shift during grinding.
- Turn the magnetic chuck on to secure the pieces onto the bed.
- Adjust the bed and saddle position to center the stock below the wheel.
- Lower the wheel an inch above the workpiece.
- Take a piece of paper and place it between the wheel and the stock. Move the paper back and forth while simultaneously lowering the wheel until the paper is no longer able to move to zero the z-axis. See figure 1.
- Zero the z-axis of the workpiece by setting the dial on downfeed handwheel to 0 inches. See figure 2.
- Lock the table Longitudinal stoke setting block so that there is about an inch of overtravel at each end of the table stroke.
- Adjust the table position so the wheel sits about an inch to the right of the workpiece.
- Lower the wheel to the desired depth of grinding. There should be a maximum downfeed of 0.001 inch per pass.
- Ensure the wheel is not in contact with the workpiece before turning the main power on. Press the green button to turn the spindle on and turn the coolant switch on.
- Grind the stock by making passes left to right along the x-axis.
- Once the first strip of the workpiece has been sufficiently ground, turn the y-axis handwheel half a turn clockwise.
- Grind another strip of the workpiece from left to right along the x-axis.
- Repeat until the workpiece is fully ground, then repeat all of the previous steps for the other side.

Figure 6. Setting the z axis Figure 7. Setting downfeed
Grinding Wheel
Select the grinding wheel:
Keep in mind that a grinding wheel is a form of cutting tool, and except in the case of wheel for general purpose grinding, the abrasive, grit size, grade and structure, bond type should be selected to fit the particular job on which the wheel is to be used, just as a cutter, drill or tap is selected for its specific job.
To select the grinding wheel, there are eight factors which affect the choice of the grinding wheel specifications. There are:
1. Grinding wheel manufactures instruction.
2. Material to be ground and its hardness.
3. Amount of stock to be removed and finish required.
4. Are of grinding contact.
5. Severity of the grinding operation.
6. Wheel speed.
7. Feed rate
8. Operating technique.
Suggestions:
1. First consider the material to be ground and its hardness. These effect the choice of abrasive, grift size, and grade or hardness of the wheel.
- Aluminum oxide are best for steels, while Silicon carbide abrasives are better suited to grinding cast iron, nonferrous metals and nonmetallic materials.
- A relatively fine grit size works best on taking heavier cuts can be used advantageously on soft and ductile materials that are readily penetrated.
- The hardness of the material to be ground also affects choice of the wheel grade or hardness. A harder grade can be used on soft, easily penetrated materials than on hard materials which naturally tend to dull the wheel faster. The softer grades release the dull grains more readily to present new, sharp grains to the work.
2. Second factor, in selecting a wheel in the amount of stock to be removed and the finish required. These affect the choice of grift size and bond as follows:
- A relatively coarse grit size is selected for rapid stock removal without regard for finish as rough grinding; a fine grift should be used where a high finish is desired.
- Vitrified bonded wheels are generally used where a commercial finish satisfactory. The organic bonds, resinoid, rubber and shellac, produce the highest finish.
3. The area of grinding contact between the wheel and the work affects the choice of grift size and grade.
- A coarse grift is required when the contact area is relatively large, as in surface grinding with cup wheels, cylinders or segments, to provide adequate chip clearance between the abrasive grains. As area of contact becomes smaller and the unite pressure tending to break down the wheel face becomes greater, finer grit wheels should be used.
- As to the grade or hardness, on large area of contact a soft grade will provide normal breakdown of the wheel, insuring continuous, free-cutting action. A harder grade, on the other hand, is needed to stand up under the increasingly higher unit pressure as the area of contact becomes smaller.
4. The severity of the grinding operation affects the choice of abrasive and grade.
- A tough abrasive like 4A Aluminum Oxide should be used for rough, heavy duty grinding of steel.
- The milder abrasives like 32 and 38 Aluminum Oxide are best for lighter precision grinding operations on steels and semisteels, while the intermediate 57 and 19 Aluminum Oxide abrasives are used for precision and semiprecision grinding of both mild and hard steels.
- The severity of the grinding operation also influences the choice of grade. Hard grade provide durable wheels for rough grinding such as snagging, while medium and softer grade wheels can be used for precision type operations which are less severe on the wheel.
5. The speed at which the grinding wheel is to be operated often dictates the type of bond.
- Vitrified bonded wheels should not be used at speeds over 6,500 s.f.p.m. With few exceptions, when the speed exceeds this figure, resinoid, rubber or shellac bonded wheels should be used. Note, the safe operating speed shown on the tag, wheel or blotter must never be exceeded.
6. Feed rate
- The higher the feed rate, the greater the grinding pressure is. If the grinding speed of workpiece must be increased, the feed rate will be increased, then the wear of the wheel will be faster. Therefore a harder grinding wheel is required.
- A standard wheel marking system is used for the identifying five major factors in grinding wheel selection:
- Type of abrasive
- Grit size
- Grade or hardness
- Structure
- Bond
First Symbol:Type of Abrasive
A wheel marked A 60-J8V indicates the following:
A – Fused aluminum oxide
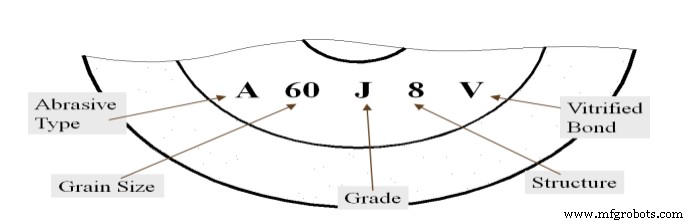
Figure 8:Grinding Wheel Marking
Second Symbol:Grit Size
The following scale can be used to determine grit:

Third Symbol:Grade of Hardness
- Hardness grade is a measure of bond strength of the grinding wheel.
- Bond material holds abrasive grains together in the wheel.
- The stronger the bond, the harder the wheel.
- Hardness grade is a measure of bond strength of the grinding wheel.
A to G are softer.
H to P are more medium grades.
R to Z are harder.
Fourth Symbol:Structure
- Structure, the spacing of the abrasive grains in the wheel is indicated by numbers.
1 is a dense structure.
8 is a more medium structure.
15 is an open structure.
Fifth Symbol:Bond
- Bond is identified by letter according to the following:
- V – Vitrified
- B – Resinoid
- R – Rubber
- E – Shellac
- M – Metal
Standard grinding wheel marking example:
1- A – 305 X 25 X 127 WA 46 K 8 V 7N 2000m/min
FROM(WHEEL TYPE):1(Straight-plain)
FACE:A
SIZE:Dia. (D) X Width(W) X Bore(H)
ABRASIVE TYPE:WA (See Figure 2)
GRAIN SIZE:46 (See Figure 2)
GRADE:K (See Figure 2)
STRUCTURE:8 (See Figure 2)
BONE TYPE:V (See Figure 2)
MAKER CODE:7N
MAX. RPM:2000m/min.
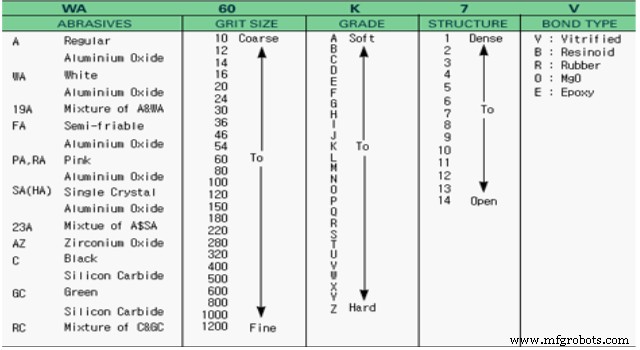
Figure 9:Grinding Wheel Selection Chart
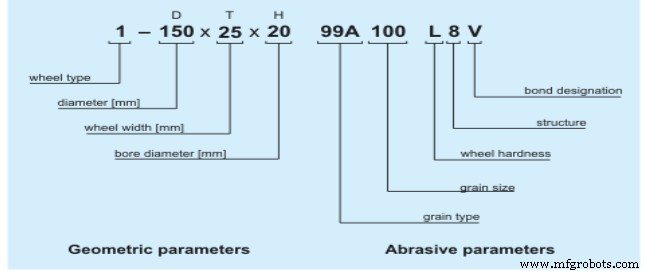
Figure 10:Grinding Wheel Selection Chart
UNITS TEST
1. Please list five Safety Precautions.
2. Please list five main parts of the surface grinders.
3. What is a diamond wheel dresser?
4. When Dressing the Wheel how far Diamond dresser should be located to the left of the center of the wheel?
5. What is a Ring Test?
6. How do you Performing the ring test?
7. When select the grinding wheel, there are eight factors which affect the choice of the grinding wheel specifications. Please list five out of eight factors.
8. Aluminum oxide grinding wheel are best for what?
9. A standard wheel marking system is used for the identifying factors in grinding wheel selection. Please all five major factors?
10. A wheel marked WA 80-L9B, Please indicates the following.
Chapter Attribution Information
This chapter was derived from the following sources.
Grinding and Buffing derived from Mechanical Engineering Tools by the Massachusetts Institute of Technology, CC:BY-NC-SA 4.0.
Tecnología Industrial
- Acabado superficial de microfundición
- 12 Capítulo 3:Taladro de columna
- Rectificadora de superficies rotatorias y calidad de procesamiento
- Rectificado de superficies a la antigua usanza
- Introducción a la amoladora de superficie PLC
- Introducción y guía detalladas de Surface Grinder
- Cuatro tipos de rectificadoras y sus usos
- Cómo aprovechar al máximo su amoladora de superficie de banco
- Una guía rápida para la rectificadora de superficie de columna
- Tolerancia de planitud en GD&T
- Perfil de una Línea vs. Perfil de una Superficie