


13 Capítulo 4:Sierra de cinta
OBJETIVO
Después de completar esta unidad, debería poder:
- Identificar sierra de cinta.
- Comprenda las reglas de seguridad.
- Describa el funcionamiento de la sierra de cinta horizontal.
- Describa el funcionamiento de la sierra de cinta vertical.
- Describe la sierra tronzadora.
- Explicar la selección de hojas de sierra.
- Describa el juego de dientes.
- Explicar la carga de Vise.
- Describa la lubricación.
Sierra de cinta
Hay dos tipos de sierras de cinta disponibles en el mercado:una es la sierra de cinta horizontal y la otra es la sierra de cinta vertical. Las sierras de cinta se han vuelto bastante comunes en cualquier taller mecánico y no requieren habilidades especiales para usarlas. Sin embargo, considerando la naturaleza del trabajo involucrado, es importante que se familiarice con el equipo y siga algunos pasos simples cuando use una sierra de cinta. Aquí hay algunas instrucciones simples sobre cómo usar sierras de cinta verticales de manera segura.
Paso 1:Seguridad
Antes de manipular cualquier tipo de herramienta eléctrica, es importante usar gafas de seguridad, guantes y cualquier otro equipo de seguridad relevante. Trate de minimizar la ropa holgada, ya que podría quedar atrapada en las hojas de la sierra.
Paso 2:Conozca su máquina
La mayoría de las máquinas de sierra de cinta vienen con velocidades variables, pero si la suya es solo una velocidad, eso no es motivo de preocupación. Su interruptor de encendido y los indicadores de velocidad generalmente se encuentran en el lado izquierdo de la máquina si está parado frente a la máquina. La palanca de cambios de la transmisión y el control de velocidad variable estarán ubicados en la parte trasera de la máquina. La mesa basculante en la parte delantera le permite mover el objeto que está cortando con facilidad. El soplador de aire en la parte superior de la hoja se asegura de que cualquier partícula se aleje de usted y no hacia usted.
Paso 3:Medidas
Marque sus medidas en el objeto que necesita cortar. Asegúrese de que los tamaños que está tratando de cortar puedan caber en la máquina. Esto es más importante para cualquier corte de contorno que para el corte en línea recta. Al cortar líneas rectas, asegúrese de que el ancho del objeto no aumente la distancia entre la cuchilla y la columna de la máquina. Si está cortando un contorno, asegúrese de que el objeto pueda pasar a través del espacio entre la columna y la cuchilla en todas las direcciones. Si ese no es el caso, simplemente corte cualquier exceso de objeto que pueda antes de usar la máquina.
Paso 4:establecer la velocidad
Según el tipo de material que esté cortando, la velocidad de la sierra variará en consecuencia. La regla general es utilizar una velocidad rápida para materiales más blandos y una velocidad relativamente más lenta para materiales más duros. Una vez que encienda la máquina, espere unos segundos mientras se enciende y se estabiliza a su velocidad de trabajo.
Paso 5:Alimentación
Una vez que haya marcado el objeto y establecido la velocidad, estará listo para alimentar el objeto a través de la máquina. Según el tipo de máquina que esté utilizando, el objeto se puede alimentar manualmente o mediante el alimentador motorizado. Antes de alimentar el objeto e incluso antes de encender la máquina, verifique de qué lado están orientados los dientes de la cuchilla. Este es el lado desde el que alimentarás el objeto.
Si está alimentando manualmente el objeto, asegúrese de mantener sus manos fuera del camino de la cuchilla y si está utilizando el alimentador motorizado, asegúrese de no estar en posición de quedar atrapado en ninguna de las partes móviles de la máquina. Tome firmemente el objeto, alinee la línea de corte con la hoja, despeje sus manos del camino de la hoja y empuje el objeto hacia la línea de las hojas de la sierra de cinta. Una vez que haya cortado el objeto, retire los artículos de la máquina y apáguela.
Seguridad
- Sepa dónde se encuentran los interruptores de arranque y parada.
2. Asegúrese de que la cuchilla esté correctamente ajustada y que las puertas estén cerradas antes de usar la máquina.
3. Utilice la hoja adecuada para el grosor del material que se va a cortar. Debe haber al menos tres dientes para el grosor del material.
4. Nunca haga funcionar la máquina más rápido que la velocidad recomendada para el material específico.
5. Asegúrese de que la hoja de la sierra esté lo suficientemente afilada para cortar el material.
6. Ajuste todas las protecciones en su lugar antes de la operación. El conjunto de protección/guía superior debe colocarse a ¼ de pulgada de la pieza de trabajo.
7. Asegúrese de que la pieza de trabajo esté plana sobre la mesa antes de comenzar el corte.
8. No comience a cortar hasta que la cuchilla haya alcanzado su máxima velocidad.
9. Mantenga una distancia segura entre sus manos y la cuchilla.
10. Usa la fuerza adecuada al cortar una pieza.
11. Cuando empuje material irregular o pequeño, use una tabla o un palo de empuje.
12. Tenga cuidado con las piezas delgadas que atascan la ranura o golpean el extremo de la ranura en el inserto.
13. Si se atasca la hoja, apague la máquina desenchufando el cable de alimentación y espere hasta que se detenga por completo antes de intentar quitar la hoja de la pieza de trabajo. El atascamiento de la hoja es cuando la hoja de la sierra se atasca en la pieza de trabajo.
14. Nunca haga ajustes hasta que la máquina se haya detenido por completo.
15. En caso de rotura de la banda, desconecte y manténgase alejado de la máquina hasta que se detenga por completo. Comuníquese con el instructor de inmediato.
16. Retire el exceso de virutas con cepillos o trapos después de detener la máquina para evitar que se acumulen grandes cantidades de virutas.
17. Asegúrese de que la máquina esté apagada y limpia antes de abandonar el espacio de trabajo.
Sierra de cinta horizontal
Ajuste del tornillo de banco
Vicio de carga
- Al girar la manija hacia la izquierda se aflojará el tornillo de banco. Girarlo hacia la derecha lo apretará.
2. El tornillo de banco se podrá mover con la mano si no está sujeto. Es posible que se necesite algo de fuerza para mover el tornillo de banco y, si se atasca, aflojar ligeramente el mango debería resolver el problema.
3. La pieza de trabajo debe asegurarse de manera que no se salga durante el proceso de corte.
4. Asegúrese de que la pieza de trabajo se corte con varios dientes de la hoja, no solo con uno.
Vicio giratorio
- Si el corte deseado no es un ángulo de 90 grados, el ángulo del tornillo de banco se puede ajustar hasta 45 grados.
2. Para cambiar el ángulo, levante el cabezal de corte y ajuste los pernos como se muestra en la imagen a continuación.
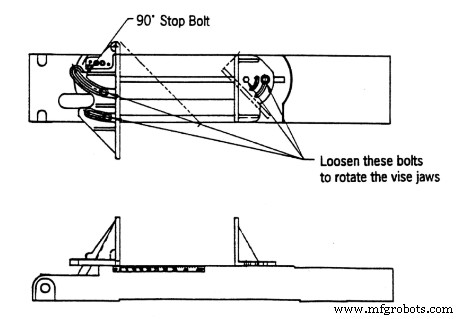
3. Antes de cortar, apriete los tornillos y devuelva las mordazas a su posición original.
4. Cuando el tornillo de banco se gira 45 grados completos, el tamaño máximo para la culata se convierte en 8" redonda y 8" cuadrada.
Procedimiento
- Levante la manija y bloquee la máquina en su lugar.
2. Monte la culata dentro del tornillo de banco y apriétela.
3. No corte piezas finas y verticales, ya que pueden dañar la cuchilla.
4. No corte piezas grandes y planas en la sierra de cinta horizontal. Corta estas piezas con la sierra de cinta vertical.
5. Ajuste los portacuchillas de modo que despejen la culata.
6. Encienda el refrigerante o el aceite de corte si es necesario.
7. Coloque el botón de parada de emergencia en la posición extendida.
8. Apague la máquina presionando el botón verde.
9. Ajusta la velocidad de la hoja para que se adapte a tus necesidades.
10. Gire lentamente la palanca de alimentación vertical y cambie la velocidad según sea necesario. Pregúntele a su instructor sobre la velocidad de la cabeza. Si la velocidad es demasiado baja, la hoja puede desafilarse. Sin embargo, si la velocidad es demasiado alta, puede dañar la hoja. La cuchilla debería hacer todo el trabajo.
11. La máquina se detendrá automáticamente después de cortar la pieza de trabajo.
12. Regrese la velocidad del cabezal a la predeterminada y limpie la máquina.
Sierra de cinta vertical
Configuración
- Asegúrese de que la alimentación esté apagada y ajuste la altura del poste guía a ¼ de pulgada por encima de la cara superior de la culata aflojando el bloqueo del poste guía. Cuando haya terminado, recuerde apretar el candado.
2. Asegúrese de que haya una palanca de empuje disponible.
Procedimiento
- Encienda la máquina y espere a que alcance la velocidad máxima.
2. Corta el material, asegurándote de mantener los dedos a una distancia mínima de 4 pulgadas de la hoja.
3. Cuando corte objetos pequeños, use un palo de empuje.
4. Realice cortes de alivio al cortar curvas o cortes intrincados. Esto reducirá la cantidad de manchas en la cuchilla. También eliminará la necesidad de retroceder para salir de un corte.
5. Use un hombre de cola cuando vuelva a aserrar o cortar piezas largas.
6. Al cortar biseles, mantenga la guía en el lado inferior de la hoja.
7. Si la hoja hace chasquidos, apague la máquina inmediatamente. El sonido significa una cuchilla que se rompe. Notifique al instructor inmediatamente.
8. Apague la máquina y detenga la cuchilla con el freno de pie cuando termine de cortar. No deje la sierra de cinta sin detener la hoja por completo.
Procedimiento posterior al trabajo
- Limpie el aserrín y las piezas con una escoba y un recogedor.
2. Limpie la sierra y compruebe si hay daños. Si ve alguno, infórmele al instructor de inmediato.
Procedimiento de sierra tronzadora1. El material debe colocarse sobre la mesa y al ras contra la valla.
2. Incline la mesa a la orientación deseada y asegure el pivote.
3. No encienda la sierra en este paso. Alinee la hoja con la longitud de corte deseada.
4. Levante la sierra por completo. No sueltes repentinamente la sierra.
5. Sujete con seguridad el material a la mesa y la guía. Asegúrese de que su mano esté al menos a 6 pulgadas de la hoja durante el corte.
6. Mientras la sierra está a la altura máxima, sostenga el mango firmemente y mantenga presionado el interruptor.
7. Una vez que la cuchilla haya alcanzado la velocidad máxima, bájela lentamente a través de la culata.
8. Después de completar el corte, apague la sierra soltando el interruptor.
9. Levante lentamente la sierra a su posición original después de que la hoja se haya detenido por completo.
Hay diferentes tipos de sierras tronzadoras, cada una de las cuales difiere ligeramente de las demás.
Sierras tronzadoras compuestas inclinar y pivotar sobre el eje vertical. Pueden cortar ángulos tanto en el lateral como en la parte superior de la pieza de trabajo.
Sierras tronzadoras compuestas deslizantes también se inclina y pivota sobre el eje vertical, pero también se puede deslizar sobre rieles lineales. Esto permite que la sierra haga cortes más largos.
Selección de hojas de sierra
Elegir la hoja adecuada para el material a cortar juega un papel importante en la rentabilidad
aserrado de cinta. Aquí hay algunas pautas para ayudarlo a tomar la decisión correcta.
Terminología de Blade
Una comprensión clara de la terminología de las palas puede ayudar a evitar confusiones al hablar
problemas de corte.
1. Parte posterior de la hoja:el cuerpo de la hoja sin incluir la parte del diente.
2. Grosor:la dimensión de lado a lado de la hoja.
3. Ancho:la dimensión nominal de una hoja de sierra medida desde la punta del diente hasta la parte posterior de la banda.
4. Ajuste:la flexión de los dientes hacia la derecha o hacia la izquierda para permitir que la parte posterior de la hoja quede libre a través del corte.
Corte:Cantidad de material eliminado por el corte de la hoja.
5. Distancia entre dientes:la distancia desde la punta de un diente hasta la punta del siguiente diente.
6. TPI:El número de dientes por pulgada medidos de garganta a garganta.
7. Garganta:El área curva en la base del diente. La punta del diente hasta el fondo de la garganta es la profundidad de la garganta.
8. Cara del diente:la superficie del diente en la que se forma el chip.
9. Ángulo de inclinación del diente:El ángulo de la cara del diente medido con respecto a una línea perpendicular a la dirección de corte de la sierra.
Forma de diente
La forma del borde cortante del diente afecta la eficiencia con la que la cuchilla puede cortar una pieza de material
teniendo en cuenta factores como la vida útil de la hoja, el nivel de ruido, la suavidad del corte y la capacidad de transporte de virutas.
Variable positiva: El espaciado variable de los dientes y la capacidad de la garganta de este diseño reducen el ruido y la vibración, a la vez que permiten velocidades de corte más rápidas, una vida útil prolongada de la hoja y cortes suaves.

Variable: Un diseño con beneficios similares a la forma positiva variable para uso a velocidades de corte más lentas.

Estándar: Un buen diseño de hoja de uso general para una amplia gama de aplicaciones.
Omitir: El diseño de garganta ancha hace que esta hoja sea adecuada para aplicaciones no metálicas como madera, corcho, plásticos y materiales compuestos.

Gancho: Con un diseño similar a la forma Skip, esta hoja inclinada alta se puede utilizar para materiales que producen una viruta discontinua (como el hierro fundido), así como para materiales no metálicos.

Juego de dientes
El número de dientes y el ángulo en el que se desplazan se denomina "juego de dientes". El juego de dientes afecta la eficiencia de corte y la capacidad de transporte de virutas.
Raker: Secuencia de 3 dientes con ángulo de ajuste uniforme (Izquierda, Derecha, Recta). Inclinación modificada:secuencia de 5 o 7 dientes con un ángulo de ajuste uniforme para una mayor eficiencia de corte y un acabado superficial más suave (izquierda, derecha, izquierda, derecha, recta). El orden de los dientes colocados puede variar según el producto.
Vari-Raker: La secuencia de dientes depende del paso de dientes y de la familia de productos. Por lo general, el juego Vari-Raker proporciona un corte eficiente y silencioso y un acabado suave con menos rebabas.
Suplente: Cada diente se coloca en una secuencia alterna. Se utiliza para la eliminación rápida de material cuando el acabado no es crítico.
Ondulado: Grupos de dientes colocados a cada lado dentro del patrón de colocación general. Los dientes tienen cantidades variables de ajuste en un patrón controlado. El conjunto ondulado generalmente se usa con productos de paso fino para reducir el ruido, la vibración y las rebabas al cortar aplicaciones delgadas e interrumpidas.
Conjunto Variado: El patrón de ajuste/altura del diente varía según la familia de productos y el paso. Los dientes tienen diferentes magnitudes y ángulos de ajuste, lo que permite un funcionamiento más silencioso con vibraciones reducidas. Vari-Set es eficiente para materiales difíciles de cortar y secciones transversales más grandes.
Conjunto de un solo nivel: La geometría de la hoja tiene una única dimensión de altura de diente. Establecer esta geometría requiere doblar cada diente en la misma posición con la misma cantidad de flexión en cada diente.
Conjunto de dos niveles: Esta geometría de hoja tiene dimensiones de altura de dientes variables. El ajuste de este producto requiere doblar cada diente a alturas variables y establecer magnitudes para lograr múltiples planos de corte.
Carga de tornillo de banco
La posición en la que se coloca el material en el tornillo de banco puede tener un impacto significativo en el costo por corte. A menudo, cargar paquetes más pequeños puede significar una mayor eficiencia de aserrado.
Todas las máquinas tienen una capacidad de carga establecida, pero el nivel práctico suele ser más bajo, de 1/2 a 1/3 como mucho, según el material que se corte (los materiales más duros se cortan mejor a 1/3 de la capacidad nominal).
Cuando se trata de cortar materiales con formas irregulares, como ángulos, vigas en I, canales y tuberías, el punto principal es disponer los materiales de tal manera que la hoja corte a través de un ancho lo más uniforme posible a lo largo de toda la distancia. de corte.
Los siguientes diagramas sugieren algunas formas rentables de carga y fijación. Asegúrese, independientemente de la disposición seleccionada, de que el trabajo pueda asegurarse firmemente para evitar daños a la máquina o lesiones al operador.
Lubricación
La lubricación es esencial para una larga vida útil de la hoja y un corte económico. Correctamente aplicado a la zona de corte, el lubricante reduce sustancialmente el calor y produce un buen flujo de virutas hacia arriba por la cara del diente. Sin lubricación, la fricción excesiva puede producir un calor lo suficientemente alto como para soldar la viruta al diente. Esto ralentiza la acción de corte, requiere más energía para cortar el material y puede provocar que los dientes se astillen o se rompan, lo que puede destruir la hoja.Siga las instrucciones del fabricante de lubricantes con respecto a la mezcla y dispensación de lubricante. Tenga a mano un suministro correctamente mezclado de líquido de reposición. Nunca agregue agua solo al sumidero de la máquina. Una mezcla de fluidos con una proporción de agua a fluido demasiado alta no lubricará correctamente y puede provocar un desgaste rápido de los dientes y la falla de la hoja. Use un refractómetro e inspeccione el fluido visualmente para asegurarse de que esté limpio. Además, asegúrese de que el sistema de suministro de lubricación esté correctamente dirigido, de modo que el lubricante fluya exactamente en el punto correcto.
Cómo seleccionar sus hojas de sierra de cinta:
La siguiente información debe especificarse cuando se ordena una hoja de sierra de cinta:
Por ejemplo: Nombre del producto Largo x ancho x grosor Dientes por pulgada
CONTESTOR GT 16' x 1-1/4" x 0,042" ¾TPI
Estos pasos son una guía para seleccionar el producto adecuado para cada aplicación:
Paso 1:Analizar la aplicación de aserrado Máquina:
Para la mayoría de las situaciones, todo lo que se necesita es conocer las dimensiones de la hoja (largo x ancho x grosor).
Materiales :Averigüe las siguientes características del material a cortar.
• Grado • Dureza (si se trata térmicamente o se endurece)
• Forma • Tamaño
• ¿Se va a apilar (agrupar) o cortar el material de uno en uno?
Otras necesidades del cliente: Se deben considerar los detalles de la aplicación.
• ¿Operación de aserrado de producción o de utilidad/propósito general?
• ¿Qué es más importante, el corte rápido o la vida útil de la herramienta?
• ¿Es importante el acabado del material?
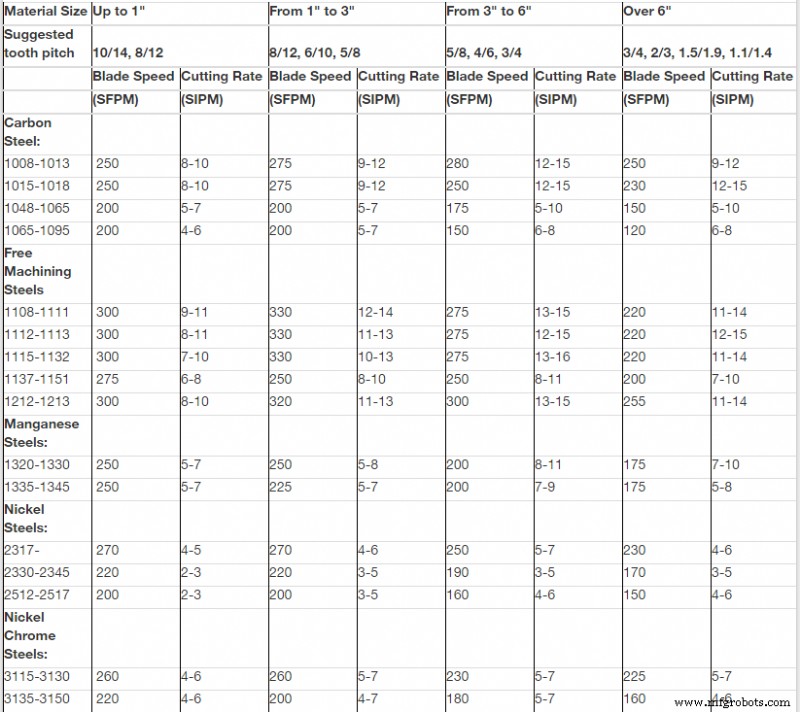
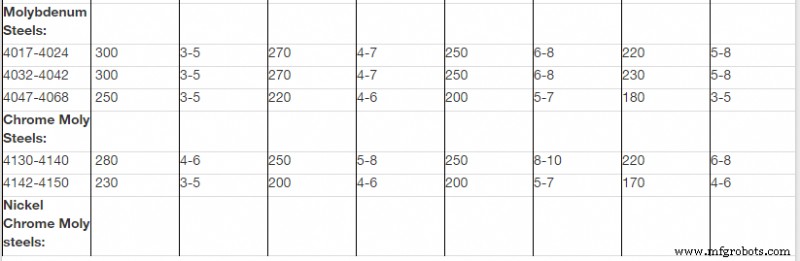
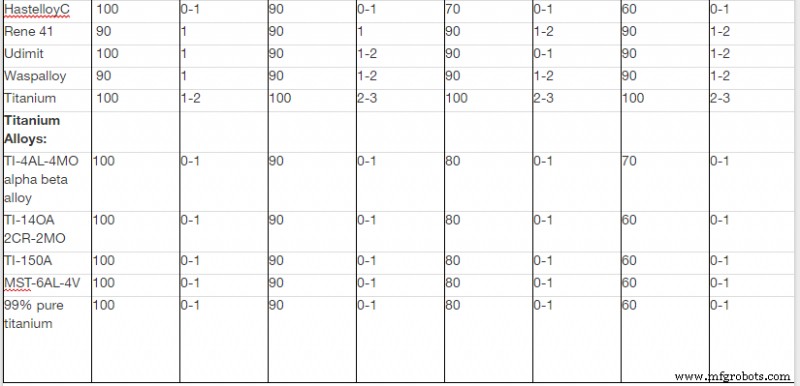
Paso 2:Determine qué producto usar Use las tablas a continuación.
• Encuentre el material a cortar.
• Lea la tabla para saber qué hoja se recomienda.
Paso 3:determine el número adecuado de dientes por pulgada (TPI)
Use la tabla de selección de dientes (vea la tabla a continuación).
• Si tiene dificultades para elegir entre dos tonos, el más fino de los dos generalmente le dará
mejor rendimiento.
• Cuando sea necesario un compromiso, elija primero el TPI correcto.
Paso 4:Solicite líquidos y lubricantes para aserrar para un mejor rendimiento y más tiempo
vida en cualquier hoja.
Paso 5:Instale la cuchilla y el fluido
Paso 6:Rompe la hoja correctamente
Paso 7:Haga funcionar la cuchilla a la velocidad correcta y velocidad de avance.
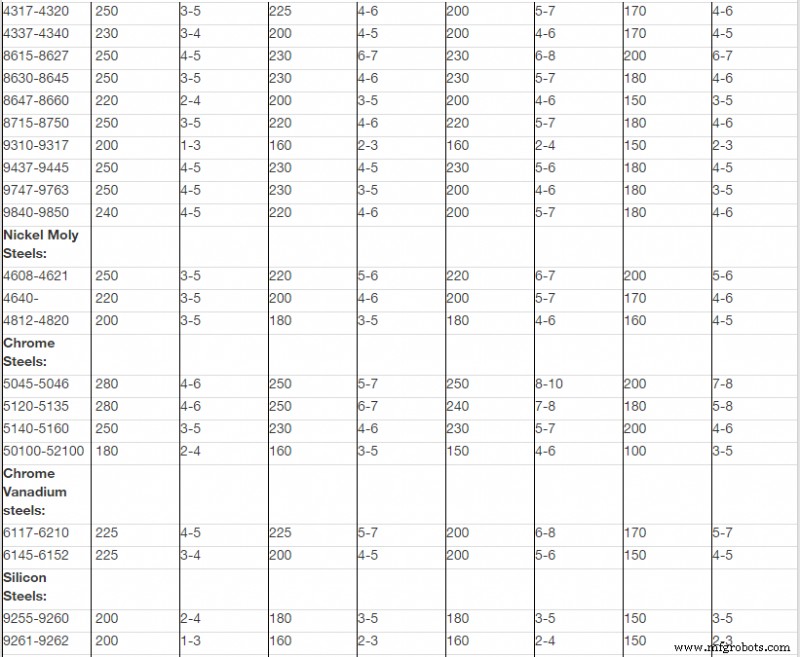
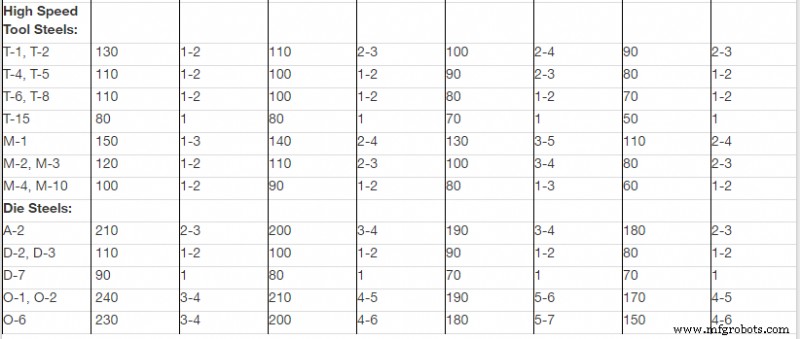
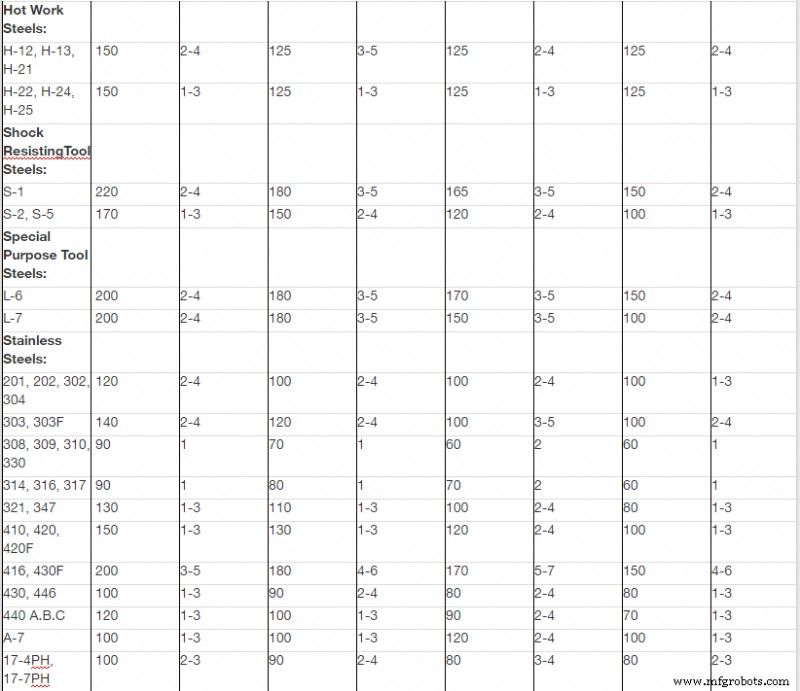
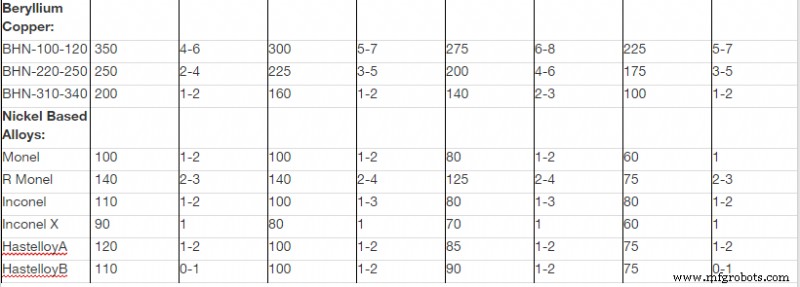
Consulte la tabla a continuación.
VELOCIDAD DE BANDA Y TASA DE CORTE RECOMENDADA PARA APLICACIONES DE SIERRA BIMETÁLICAS
PRUEBA DE UNIDAD:
1. Nombre dos tipos de sierras de cinta.
2. Enumera cinco pasos importantes al usar una sierra de cinta.
3. Explique la ranura.
4. ¿Qué es un paso de dientes?
5. Defina TPI.
6. Explique Variable positiva.
7. ¿Qué es un juego de dientes?
8. Enumere y describa cinco juegos de dientes.
9. Enumera tres razones por las que usamos Lubricación.
10. Cuando se pide una hoja de sierra de cinta, ¿qué información se debe especificar? Información de atribución del capítulo
Este capítulo se derivó de las siguientes fuentes.
- Procedimiento de sierra de cinta horizontal derivado de Horizontal Band Saw Operation de la Universidad de Idaho, CC:BY-SA 3.0
- Procedimiento de sierra de cinta vertical derivado de [en blanco] por [en blanco], CC:BY-SA 3.0
- Procedimiento de sierra tronzadora derivado de Woodshop Red Safety and Basic Usage de novaLABS, CC:BY-SA 3.0.
Tecnología Industrial
- Máquina de coser
- ¿Qué es el torneado mecánico?
- Prevención de objetos extraños (FOD) en un taller de máquinas de precisión
- 5 tecnologías que alteran la fabricación
- 1 Fresadoras
- 12 Capítulo 3:Taladro de columna
- 15 Capítulo 6:Tratamiento térmico
- 18 Capítulo 8:CNC
- 22 Unidad 5:Operación CNC
- Máquina de sierra de cinta y revolución industrial
- Máquina de sierra de cinta y metalurgia