


Ciclo de taladrado Fanuc G81
El ciclo de taladrado G81 se utiliza para operaciones sencillas de taladrado/punteado.
Sintaxis
G81 X... Y... Z... R... K... F...
| Parámetro | Descripción |
|---|---|
| X | Posición del agujero en el eje x. |
| Y | Posición del agujero en el eje y. |
| Z | Profundidad, la herramienta se desplazará con avance hasta la profundidad Z a partir del plano R. |
| R | Posición del plano R. |
| K | Número de repeticiones de ciclo (si es necesario) . |
| F | Velocidad de avance. |
Una vez que se define el ciclo de perforación G81, el ciclo fijo se repite en cada posición X-Y en bloques secuenciales. Por lo tanto, el ciclo de perforación G81 debe cancelarse con G80.
Uso
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 X30 N60 Y30 N70 X90 N80 Y10 N90 G80
En el ejemplo anterior, la perforación comenzará con el ciclo de perforación G81 en X10 Y30, por lo que la primera perforación será en X10 Y30, luego la segunda en Y10, la tercera en X30, la cuarta en Y30, la quinta en X90 y la última en Y10, porque el siguiente bloque tiene el código G80, por lo que el ciclo de perforación ya no se repetirá.
Trabajando
Aquí se describe brevemente cómo funciona el ciclo de perforación G81,
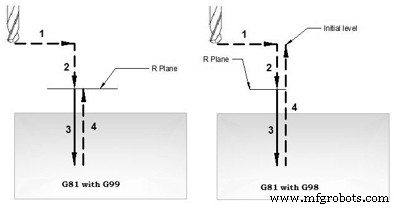
1- Avance rápido a la posición especificada del eje x, y (posición de perforación).
2- Avance rápido a la posición del plano R.
3- Perforación con Avance especificado desde la posición del plano R hasta la profundidad Z posición.
4- Avance rápido al nivel inicial o plano R depende de los modos G98, G99.
Funcionamiento del ciclo de perforación G81
Modos G98 G99
Después de completar la profundidad de perforación, el retorno se realiza con avance rápido, la altura de retorno se puede controlar utilizando G98 o G99.
G98 Drill volverá al nivel inicial
G99 Drill volverá al plano R.
G98, G99 se pueden usar varias veces durante el ciclo de perforación G81.
Ejemplo
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
Repetir perforación
Con el ciclo de perforación G81, la operación de perforación se puede repetir varias veces. El taladrado se repite K veces cuando se da ese parámetro con ciclo de taladrado G81.
La perforación repetida se usa normalmente con el modo incremental G91, y un buen ejemplo de perforación repetida es la perforación de placa de cuadrícula. el ejemplo para repetir la perforación se da a continuación.
Ejemplos de trabajo
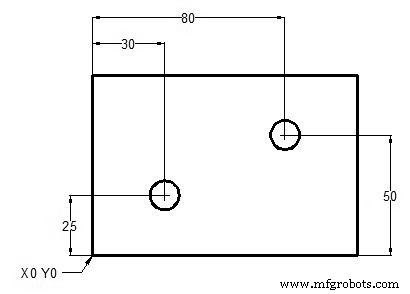
Ejemplo de ciclo de taladrado G81
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 H01 Z5 M08 N50 G81 Z-10 R2 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
Ejemplo G98 G99
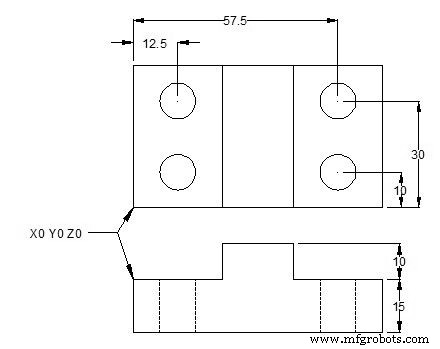
Uso del ciclo de taladrado G81 con G98 G99
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G81 X12.5 Y10 Z-17 R2 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
Ejemplo de perforación repetida
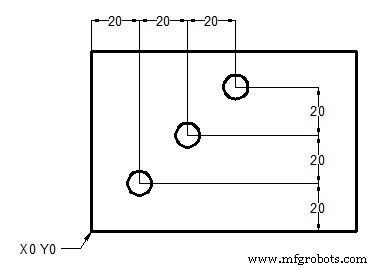
Repita la perforación con G81 Ciclo de perforación
T1 M6 G00 G90 G40 G21 G17 G94 G54 X0 Y0 S1000 M03 G43 H1 Z100 Z3 G81 G99 G91 X20 Y20 R3 Z-20 K3 F100 M08 G80 G00 G90 Z100 M30
O
T1 M6 G00 G90 G40 G21 G17 G94 G54 X20 Y20 S1000 M03 G43 H1 Z100 Z3 G81 G99 R3 Z-20 F100 M08 G91 X20 Y20 K2 G80 G00 G90 Z100 M30
máquina CNC
- Ciclo de roscado CNC Fanuc G76
- Taladrado de torno CNC simple con ciclo de taladrado Peck Fanuc G74
- Ciclo de ranurado CNC Fanuc G75
- Ciclo de taladrado G81:repetición de taladrado en modo incremental G91 Código de ejemplo
- Ejemplo de programa de fresado CNC de ciclo fijo de taladrado G81
- Ejemplo de programa de ciclo de taladrado CNC G81
- Repetir taladrado con ciclo de taladrado G81 y programa de ejemplo G91
- G83 Ciclo de taladrado profundo (agujero profundo) para Fanuc
- Haga su propio ciclo de perforación G81 a través de Fanuc Macro y G66 Modal Call
- ECS G81/3 – Ciclo de taladrado de 3 capas
- Ciclo de taladrado estándar ECS G81