


Ciclo de taladrado profundo G83 (agujero profundo) para Haas CNC
G83 Explicación del ciclo fijo de taladrado profundo de orificio profundo
El código G del ciclo de taladrado de picoteo G83 es modal, por lo que se activa cada movimiento del eje X y/o Y, y se desplazará rápidamente a esa posición y luego hará que este ciclo fijo (taladrado) se ejecute nuevamente, hasta que se cancele (G80) .
Ciclo de taladrado profundo G83 para control CNC de Haas
Ciclo de taladrado profundo G83
El control CNC de Haas nos brinda más flexibilidad cuando nos ocupamos del taladrado profundo (G83).
Haas CNC tiene dos formatos de ciclo de taladrado profundo G83.
El primero y ampliamente utilizado es como el formato de control CNC de Fanuc, como se indica a continuación.
Este formato de ciclo de perforación G83 se describe brevemente aquí. Ciclo de perforación Peck G83 (agujero profundo) para Fanuc
G83 Formato de ciclo de taladrado profundo
G83 X_ Y_ Z_ R_ Q_ F_;
X Y – Datos de posición del agujero
Z – Profundidad Z (avance a la profundidad Z a partir del plano R)
R – Posición del plano R
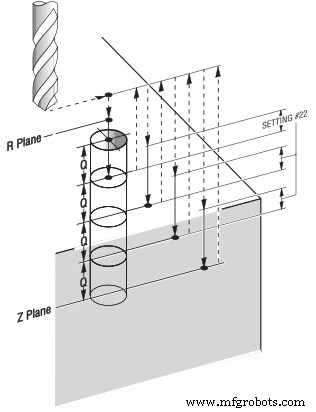
Q:profundidad de corte para cada avance de corte (profundidad de cada paso)
F:velocidad de avance de corte
El segundo formato para el ciclo de taladrado profundo de Haas CNC G83 se encuentra a continuación
G83 Formato de ciclo fijo de taladrado profundo:opciones I J K
Ciclo de taladrado profundo G83 con opciones I J K
G83 X_ Y_ Z_ I_ J_ K_ R_ F_;
X Y – Datos de posición del agujero
Z – Profundidad Z (avance a profundidad Z a partir del plano R)
R – Posición del plano R
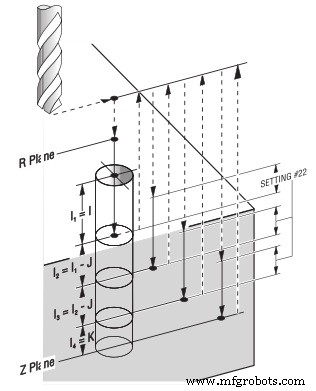
I – Tamaño de la primera profundidad de corte
J – Cantidad para reducir la profundidad de corte en cada pasada
K – Profundidad mínima de corte
F – Velocidad de avance de corte
La primera pasada cortado por I, cada corte sucesivo se reducirá en una cantidad J, y la profundidad mínima de corte es K.
Configuración del ciclo de taladrado profundo de Haas CNC G83
Configuración 22:a medida que la herramienta penetra más profundamente en el orificio, con cada picoteo avanza rápidamente hacia el plano R y luego regresa a una distancia especificada constante por encima del fondo del orificio creado por el picoteo anterior. Esa distancia especificada se define en el Ajuste 22.
máquina CNC
- Perforación de agujeros profundos sin deriva
- Solución de estabilidad de herramientas para taladrado profundo
- Técnicas avanzadas de mecanizado de agujeros de CNC Services
- Taladrado de torno CNC simple con ciclo de taladrado Peck Fanuc G74
- Recorrido intuitivo del sistema de programación para tornos:Haas CNC
- Tutorial de programación CNC de ranurado frontal con ciclo de taladrado profundo G74
- G81 Ciclo de taladrado G83 Taladrado profundo con G98 G99 Programa de ejemplo
- Ejemplo de programa de fresado CNC de ciclo fijo de taladrado G81
- Roscado de agujeros profundos con rotura de viruta o roscado por picoteo en Haas CNC
- ECS G83/r Taladrado profundo con parada para ciclo de rotura de viruta
- ECS G83 Perforación profunda con ciclo de limpieza