


Técnicas avanzadas de mecanizado de agujeros de CNC Services
Publicado en agosto. 12, 2019, | Por el Gerente de Proyecto de WayKen
La fabricación de orificios se subestima en gran medida porque la mayoría de los orificios que hacemos tienen una precisión trivial, poca profundidad y se supone que solo mantienen los pernos. Sin embargo, las industrias modernas de alta tecnología (especialmente la aeroespacial y la automotriz) llegan al mercado de servicios CNC con demandas de fabricación de piezas con orificios extremadamente precisos o profundos, o para que los orificios tengan una posición muy precisa. Además de los servicios avanzados de mecanizado CNC, tales demandas requieren técnicas específicas y una planificación cuidadosa.
Problemas de procesamiento de agujeros
El proceso de fabricación de agujeros es bastante difícil desde el punto de vista de la fabricación. La herramienta y el blanco pueden sobrecalentarse fácilmente porque es difícil aplicar refrigerantes en el agujero, el proceso no es visible para el maquinista, por lo que solo puede confiar en la información de la máquina herramienta y debe cortar a ciegas, realizar mediciones es difícil, especialmente en agujeros con diámetros pequeños. Y esos son solo algunos problemas con la fabricación de agujeros. Entonces, para hacer agujeros precisos, los servicios de CNC siempre desarrollan y mejoran las estrategias de mecanizado, inventan nuevas herramientas y herramientas para cumplir con los requisitos del cliente.
Perforación profunda
 Obtenga una cotización instantánea
Obtenga una cotización instantánea Bueno, la perforación en sí es un proceso común y no hay nada interesante en perforar agujeros cortos, pero cuanto más profundo es el agujero, más difícil es mantener su eje recto mientras se perfora. Esto se debe al hecho de que un taladro más largo es menos rígido mientras que tiene dos filos que no se pueden hacer de la misma longitud. Por lo tanto, la fuerza de corte de los lados de la broca es diferente y, por lo general, la broca se desvía del eje recto y hace que el orificio quede torcido. Esto no es aceptable para piezas CNC de alta precisión.
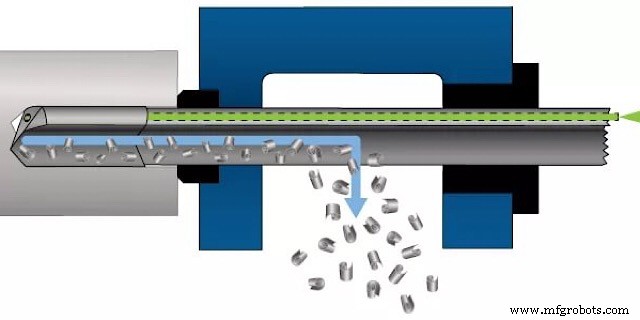
Es por eso que se inventó la perforación con pistola. como sugiere el nombre, se utilizó por primera vez para fabricar armas largas, donde el requisito principal es un orificio largo pero preciso. No obstante, con el desarrollo de tecnologías de fabricación, otras industrias han adoptado la perforación con cañón para sus propios fines. La principal diferencia con esta estrategia es la herramienta. Un taladro de pistola tiene un solo borde de corte, por lo que no se desvía de su curso como lo hace un taladro simple. Tiene una ranura de eliminación de virutas más grande que también sirve como canal de enfriamiento. El refrigerante se bombea a través de la ranura a alta presión y elimina la viruta y enfría mucho mejor la broca. La desventaja de este método es que este taladro no se puede montar en un centro de fresado CNC habitual, requiere herramientas adicionales.

Los talleres de mecanizado CNC utilizan taladros de pistola en los casos más extremos, pero en su mayoría intentan apegarse a las herramientas universales y es por eso que existen ciertas estrategias que permiten perforar agujeros profundos con taladros simples. En primer lugar, la longitud del agujero se divide en segmentos con profundidades de alrededor de 3-4 diámetros de agujero. Cada vez que la broca llega al final de un segmento, se expulsa para permitir que la pieza bruta y la herramienta se enfríen y sacar todas las virutas del agujero.
Procesamiento de agujeros de alta precisión
Para hacer un agujero preciso, el taladrado CNC se suele realizar con múltiples instrumentos, siendo el primero considerablemente más pequeño que el diámetro del agujero y aumentando con la siguiente herramienta. Eso se hace para disminuir la fuerza de corte y, por lo tanto, la desviación del eje debido a la razón mencionada anteriormente. Además, los métodos consecutivos suelen ser diferentes de la perforación simple:
La perforación del núcleo se lleva a cabo inmediatamente después de la perforación. Un taladro de núcleo tiene tres filos de corte en lugar de uno, por lo que es más estable. Las brocas huecas suelen procesar un corte cuya profundidad es de tan solo 0,5 mm, pero sus ventajas absolutas son la capacidad de corregir el eje.
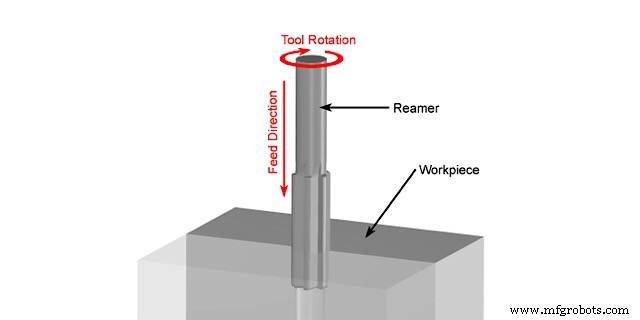
escariado Si su cliente exige un agujero con una tolerancia de hasta IT6 y un acabado superficial muy liso, usted toma un escariador y hace que su avance de mecanizado sea extremadamente bajo. Un escariador es una herramienta con muchos filos de corte largos situados a lo largo de los lados de la herramienta. Tiene cuchillas de corte delanteras, pero son extremadamente pequeñas, por lo que la profundidad de corte durante el escariado es de alrededor de 0,1-0,05 mm. Debido a eso y a la máxima precisión de los filos de corte, el escariado producirá orificios grandes. Para agujeros más pequeños, el escariado se realiza manualmente.
El bruñido es un proceso abrasivo, pero puede llevarse a cabo en una máquina herramienta CNC, sin embargo, las máquinas bruñidoras especiales son definitivamente mejores. Una piedra de afilar es básicamente un escariador con tablones abrasivos en lugar de hojas de corte. Otra diferencia es que los tablones se pueden ajustar al diámetro adecuado. La piedra de afilar se inserta en el agujero y gira alrededor de su eje mientras los tablones muelen el material. Una vez que se expulsa el bruñidor, se invierte la dirección de la revolución. Como resultado, la superficie del orificio tiene surcos microscópicos entrecruzados, lo que hace que la lubricación sea mucho más eficiente.
Estrategias de roscado de agujeros
Muchos orificios requieren roscas, que se componen de superficies delgadas y complejas y, en realidad, son bastante difíciles de mecanizar. Hay una serie de estrategias para el roscado, pero antes de eso, es absolutamente necesario realizar un avellanado o avellanado. Esos dos procesos crean una ranura cónica o cilíndrica en la entrada del agujero. Permite que la herramienta de roscado entre correctamente y más adelante ayuda a ensamblar las piezas reales. Entonces, aquí hay algunas estrategias para enhebrar.
El taladrado con macho utiliza una sola herramienta que recuerda a un perno, pero tiene ranuras para la eliminación de virutas y un área cónica larga en la parte delantera para aumentar gradualmente la profundidad de corte. El avance de mecanizado durante el roscado con un cono (y con cualquier rosca para el caso) es el mismo que el paso del tornillo. El taladro macho se inserta lentamente en el orificio donde cada uno de sus bordes cortantes en espiral corta gradualmente una pieza de material para formar la rosca. Los agujeros pequeños se mecanizan manualmente, en cuyo caso el proceso del agujero recuerda atornillar un perno de ajuste variable. La broca roscadora debe expulsarse con sumo cuidado de la misma forma en que se insertó. Si lo olvida e intenta expulsar el taladro roscado sin desenroscarlo, puede romperlo y tendrá que sacarlo con el mecanizado por descarga eléctrica.
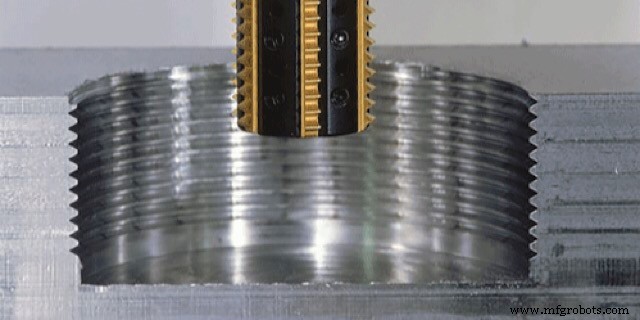
El fresado de roscas produce mejores resultados porque la temperatura del proceso es más baja y es mucho más fácil aplicar refrigerantes. Un molino especial que es un 30-40% más pequeño que el diámetro del agujero se mueve en espiral a lo largo de la trayectoria de las ranuras de perforación y gira alrededor de su eje para un corte eficiente. El diámetro mínimo del agujero depende del diámetro mínimo del molino.
Otra estrategia se llama perforación de hilos. En realidad, es lo mismo que tornear en lo que respecta a la configuración de la pieza y los movimientos principales, pero la herramienta está fabricada para copiar la forma de la ranura de la rosca. Por lo tanto, se alimenta con el paso del tornillo en el orificio de la pieza y corta las superficies en espiral de la rosca. Es importante tener en cuenta que el mandrinado es excelente para orificios grandes, pero no puede procesar orificios de menos de 20 mm.
Contáctenos-Wayken para descubrir cómo mecanizado CNC de precisión para diseñar orificios de piezas para su proyecto.
máquina CNC
- Conozca los diferentes tipos de técnicas de mecanizado CNC
- Mecanizado CNC:las mejores técnicas para usted
- Mecanizado CNC acrílico
- Elegir los servicios de mecanizado CNC adecuados y fiables
- Los servicios de mecanizado CNC garantizan la precisión en piezas más complejas
- ¿Listo para externalizar los servicios de mecanizado CNC a China? Lea esto primero.
- Mejore la eficiencia de fabricación con los servicios de mecanizado CNC
- Mecanizado CNC de polímeros
- Servicios de mecanizado CNC de materiales exóticos
- Una descripción general de las operaciones de creación de orificios en el mecanizado CNC
- Operaciones de fabricación de agujeros en el mecanizado CNC