


Defectos Comunes y Cómo Solucionarlos en Diferentes Procesos de Chapa
La fabricación de láminas de metal es uno de los procesos más populares para crear prototipos y piezas de producción. Ayuda a crear varias piezas duraderas, que van desde prototipos de bajo volumen hasta piezas de producción de gran volumen. Este proceso se usa a menudo en una amplia variedad de industrias, incluidas la automotriz, la aeroespacial y la construcción.
Hay muchos tipos diferentes de procesos de chapa, pero cada uno puede tener su propio conjunto único de defectos. En esta publicación de blog, veremos algunos de los defectos de chapa metálica más comunes y sus soluciones en diferentes procesos.
¿Qué son los procesos de fabricación de chapa metálica?
Los procesos de fabricación de láminas de metal son aquellos que alteran la forma original de una lámina para producir una pieza estirada del espesor deseado. Se pueden dividir en tres categorías principales:
Corte
Los procesos de corte en láminas de metal se pueden dividir en aquellos que utilizan fuerzas de corte (p. ej., cizallamiento, punzonado, troquelado) y los que no (p. ej., corte por rayo láser, corte por plasma, corte por chorro de agua).
Formación
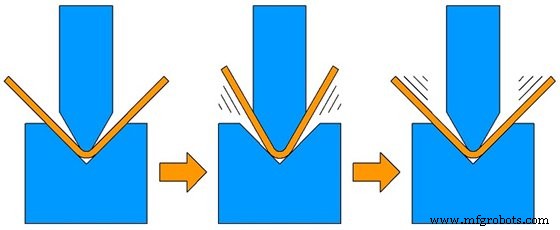
En el proceso de formación, la hoja de metal se dobla en la forma deseada. Los métodos de formado incluyen el doblado con aire, el acuñado y el formado por rodillos.
Unirse
Es el proceso de ensamblar diferentes componentes de chapa para lograr el producto deseado. Los procesos de unión incluyen soldadura, soldadura fuerte, remaches, pernos y el método más común:usar juntas de costura.
Como en cualquier otro proceso de fabricación, pueden surgir varios defectos en los productos resultantes que pueden afectar su productividad, calidad y características. Estos son algunos defectos comunes en el proceso de fabricación de láminas de metal y cómo superarlos.
Corte de chapa metálica/defectos de cizallamiento y soluciones
El corte de láminas de metal se refiere a la aplicación de una fuerza significativa en la lámina que finalmente hace que se rompa en partes. El método más común de corte es por cizallamiento, en el que se aplica una fuerza de cizallamiento mayor que la resistencia máxima al cizallamiento del material, lo que hace que falle y se separe en ese lugar.
Los defectos comunes incluyen:
1. Bordes con rebabas y deformados
Los bordes con rebabas son piezas de metal afiladas y desiguales que permanecen adheridas a una pieza de trabajo de metal cortada. Suelen surgir por cuchillas desafiladas, o mala colocación de las mismas. Una holgura demasiado grande entre las cuchillas hará que se rompan en lugar de cortarse, mientras que una holgura más pequeña evitará que las cuchillas corten el material y produzcan rebabas.
Del mismo modo, se forman bordes deformados debido a presiones de sujeción defectuosas, además del posicionamiento inadecuado de las cuchillas.
Para evitar esto, se puede consultar el manual de la cizalla para obtener la holgura y la presión de sujeción correctas según el tipo y espesor del material.
2. Torciendo
Después de completar un proceso de cizallamiento, el metal puede haber experimentado alguna torsión a lo largo de su eje. Esto se debe a que se cortan tiras demasiado estrechas o se utiliza un ángulo de inclinación incorrecto. Esto se puede evitar ajustando el ángulo de inclinación según las propiedades, la geometría y los parámetros de corte de la lámina de metal.
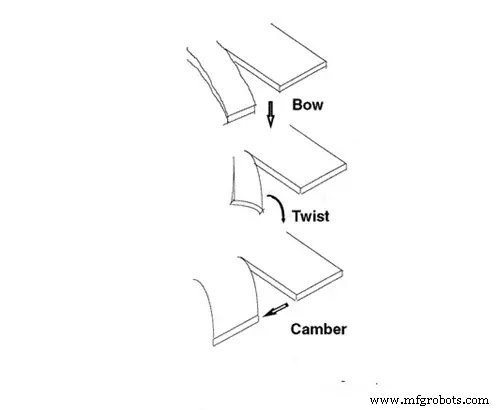
3. peralte
Se observa combadura cuando la pieza de trabajo de chapa tiene un espesor variable a lo largo de su ancho. Esto ocurre cuando se mueve en dirección horizontal, pero sin torcerse o levantarse a lo largo de sus bordes. El resultado es un metal de forma cóncava, convexa y triangular. Este defecto se puede minimizar desde el principio cambiando la dirección de los granos de metal y cambiando el ángulo de inclinación.
4. Inclinándose
El arqueamiento ocurre cuando los bordes se elevan ligeramente del plano debido a un corte inadecuado. Se observa comúnmente en láminas largas, estrechas y delgadas. Para superar esto, el ángulo de inclinación debe reducirse tanto como sea posible y la hoja de metal debe sujetarse con un soporte trasero.
Defectos y soluciones de estampado de chapa metálica
El proceso de estampado de láminas de metal es un proceso de fabricación de formación en frío en el que se utiliza un troquel en una máquina de prensa para perforar una impresión en una forma metálica en blanco, formando así una deformación plástica. Este proceso también puede ir acompañado de otros útiles de conformado para obtener una pieza completa o como paso intermedio.

1. Divisiones
A veces, cuando las capas de metal se empujan más allá de sus límites de trabajabilidad, comienzan a adelgazarse hasta que la capa plana se rasga a lo largo del área más débil. Dichos defectos se conocen como 'estricción' o 'partimiento' en el proceso de estampado de láminas de metal.
Para asegurarse de que esto no ocurra, se debe utilizar un software de simulación de conformado para analizar la hoja antes de iniciar la operación. Además, examinar los ajustes de profundidad y radio de la forma, el tipo y grosor del material y las técnicas de tratamiento térmico también pueden ayudar a evitar estos defectos.
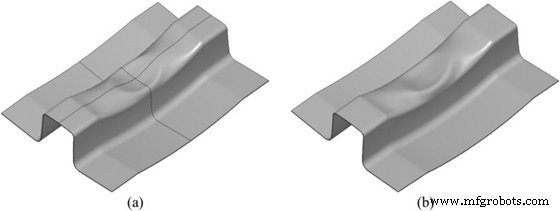
2. Arrugas
Cuando las condiciones de deformación por compresión aplicadas por el equipo de procesamiento empujan la hoja de metal sobre sí misma, la fuerza lineal se aplasta hacia adentro hasta que se obtiene una brida arrugada y se daña la geometría interna.
Dichos defectos se pueden contrarrestar estirando o estirando las hojas en lugar de darles forma. Además, se pueden utilizar cuentas de dibujo, carpetas de dibujo y almohadillas cuando la hoja tiene un perfil geométrico intrincado. Además, los cordones de embutición ayudan a controlar el flujo de metal hacia la cavidad del troquel.
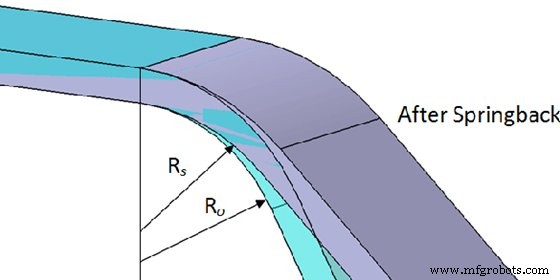
3. Recuperación
Cuando el radio de curvatura cae por debajo del valor establecido impuesto por el equipo de curvado, no se logra la forma deseada. Esto se conoce como retroceso elástico o desviación de la pieza final debido a un proceso incorrecto.
Para corregir estos defectos, incluya un ajuste de overbend o overcompensation. Sin embargo, hacerlo así no elimina el error de deformación elástica, aumentando la rigidez de la pieza mediante un estiramiento positivo.
Defectos de doblado de chapa y soluciones
El plegado de chapas metálicas es un proceso importante de chapas metálicas debido a su capacidad para dibujar una variedad de geometrías de piezas sin herramientas, así como a los plazos de entrega rápidos, la alta repetibilidad y la automatización. También permite que los productos se fabriquen a partir de una sola pieza de metal, utilizando deformación plástica, en lugar de múltiples piezas unidas mediante soldadura o remaches, lo que resulta en costos más bajos, mayor resistencia y ensamblaje simplificado.
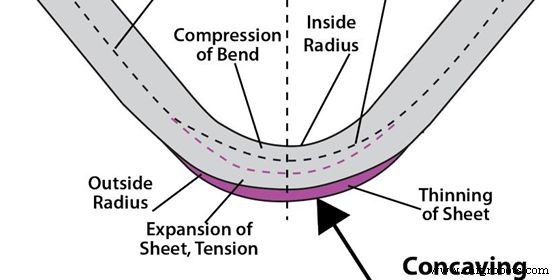
1. Grietas en el ángulo de flexión
Las dos razones principales de las grietas en una pieza trefilada son la mala flexibilidad del metal y el radio de curvatura muy pequeño.
Para evitar la aparición de estos defectos, utilice metales más blandos o aumente su maleabilidad calentándolos y luego enfriándolos lentamente.
2. Ángulo de flexión inestable
Las causas principales de tales defectos son la presión insuficiente del material y la presión de flexión irregular que provoca el pandeo por compresión irregular. El filete de matriz asimétrico convexo-cóncavo también puede contribuir a este problema.
Para resolver esto, aumente la fuerza de elevación y equilibre la holgura en el filete del dado convexo-cóncavo.
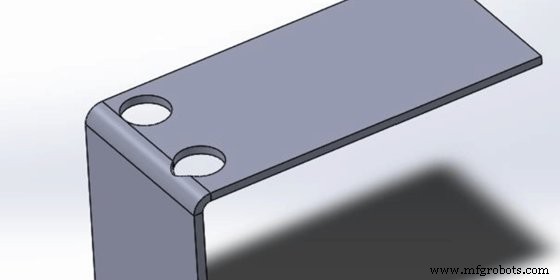
3. Deformación del agujero
La ubicación del orificio puede deformarse por la fricción entre la superficie cóncava del troquel y la superficie exterior durante el proceso de doblado.
Dichos defectos se pueden solucionar aumentando la presión de la placa expulsora o añadiendo un punto duro en esta placa para aumentar la fricción entre las superficies mencionadas para que no se deslicen.
4. Parte inferior de la pieza cóncava desigual
Dichos defectos generalmente son causados por el uso de un dispositivo de eyección, debido a una fuerza insuficiente o material irregular.
Por lo tanto, asegúrese de que el dispositivo de expulsión esté ajustado a la medida de fuerza correcta, o que se haya retirado por completo, y que el material esté nivelado uniformemente antes de comenzar el proceso de doblado.
5. Codo no paralelo al centro de los agujeros
Este defecto se debe a que la altura de flexión es inferior al límite mínimo de altura de flexión, lo que hace que la curva se expanda y se distorsione.
Simplemente elevando la altura de la pieza doblada o del material se solucionan este tipo de defectos.
Defectos y soluciones de soldadura de chapa metálica
La soldadura se usa comúnmente para unir dos o más piezas de chapa. Ya sea soldadura MIG (soldadura por arco de metal con gas), soldadura TIG (soldadura por arco de tungsteno con gas), soldadura por arco de metal protegido (SMAW) o soldadura por arco con núcleo fundente (FCAW), se pueden enfrentar varios defectos si no se utiliza la técnica adecuada.
Los defectos comunes en el proceso de soldadura de láminas de metal incluyen:

1. Salpicaduras
Las salpicaduras se producen cuando se forman gotas de material fundido cerca del arco de soldadura. Por lo general, es causado por corrientes altas, polaridad incorrecta o protección de gas insuficiente.
Para evitarlo, reduzca la corriente y la longitud del arco y aumente el ángulo de la antorcha a la placa. Limpiar la boquilla de gas también puede ayudar.

2. Porosidad
Estos defectos se producen cuando el hidrógeno, el nitrógeno y el oxígeno se absorben en el baño de soldadura fundido. Al solidificarse, quedan atrapados en la soldadura. La grasa, la humedad, la pintura y el óxido también pueden causar porosidad.
Para evitar este problema, asegúrese de que los bordes de la placa estén limpios y secos, use materiales de soldadura nuevos y verifique que no haya fugas en el soplete de soldadura.

3. Rebaje
El socavado ocurre cuando se usan voltajes altos o longitudes de arco largas. El uso de un electrodo incorrecto o demasiado grande en relación con el grosor, así como una alta velocidad de desplazamiento de la antorcha, también pueden causar este problema.
Dichos defectos se pueden evitar utilizando un electrodo del tamaño justo, asegurándose de que la antorcha se mueva lentamente y evitando sostenerla cerca de la placa vertical si se realiza una soldadura de filete horizontal.
4. Grietas
Se pueden formar grietas en la soldadura cuando las tensiones internas son mayores que la resistencia de la soldadura o del metal base (o ambos). Pueden propagarse con el tiempo y, por lo tanto, deben abordarse de inmediato.
Estos defectos se pueden evitar limpiando, limando, esmerilando y desbarbando cuidadosamente los bordes de las placas de metal para que encajen bien entre sí. Asegurarse de que la temperatura sea la correcta mientras se recalientan ambos lados de la junta también ayuda.
Otros defectos comunes en superficies de láminas de metal
Aparte de los procesos de formación de chapa, pueden ocurrir otros defectos comunes durante el proceso de fabricación.

Por ejemplo, algunos de los comunes incluyen rayones en la superficie, contaminación, abolladuras y agujeros. Además, podría producirse falta de uniformidad debido a las altas tensiones de tracción o al pandeo por compresión durante el proceso de fabricación de la chapa.
A veces, controlar estos defectos puede ser difícil y, a menudo, requiere una atención especial durante el proceso.
¿Le preocupan los defectos de chapa? WayKen está aquí para ti
En conclusión, es evidente que la hoja de metal juega un papel vital en la industria manufacturera debido a su capacidad para someterse a una variedad de procesos. Se pueden encontrar varios defectos al trabajar con él, lo que afecta su utilidad. A través de este artículo, si probablemente conoce los conocimientos básicos sobre defectos de chapa, ¡deje que un servicio profesional se encargue del resto!
En WayKen, nos especializamos en la creación rápida de prototipos y una variedad de procesos de fabricación de láminas de metal, que incluyen corte, estampado, doblado y soldadura. También ofrecemos soporte de ingeniería de primer nivel a nuestros clientes. Nuestro equipo de expertos tiene más de 20 años de experiencia en fabricación y control de calidad, por lo que puede estar seguro de que su proyecto se realizará correctamente. ¡Empiece hoy y reciba un presupuesto en 12 horas!
Preguntas frecuentes
¿Cuál es la diferencia entre lámina metálica, hoja y placa?
Si el grosor de una pieza de metal es inferior a 0,2 mm (0,0079”), se conoce como lámina. Si el grosor está entre 0,2 mm y 6 mm (0,25”), entonces se considera que es una lámina. Si el grosor es superior a 6 mm (0,25"), entonces es una placa.
¿Qué son los defectos de chapa?
Los defectos de chapa son imperfecciones que pueden ocurrir durante el proceso de fabricación. Estos defectos pueden ser causados por una variedad de factores, como la elección incorrecta de materiales, herramientas deficientes o procedimientos operativos inadecuados.
¿Es habitual repasar piezas de chapa defectuosas?
La reelaboración de piezas de chapa defectuosas es algo común en muchas industrias. Hay una variedad de razones por las que esto puede suceder, como dimensiones incorrectas, material dañado o control de calidad deficiente. En la mayoría de los casos, es más barato y rápido simplemente volver a trabajar la pieza que reemplazarla por completo.
Proceso de manufactura
- 5 problemas habituales relacionados con la impresión 3D en metal y cómo solucionarlos
- Siete desafíos de entrega de última milla y cómo resolverlos
- 9 problemas comunes de soldadura y cómo solucionarlos
- Proceso de doblado de chapa diferente
- 5 peligros comunes de las grúas y cómo evitarlos
- Errores comunes en la fabricación de PCB y cómo corregirlos
- Cómo evitar estos 5 defectos comunes de corte de metales
- Cinco defectos comunes de corte de metales y formas de evitarlos
- 4 tipos comunes de procesos de fundición de metales
- Diferentes tipos de procesos de conformado de chapa
- Diferentes tipos de trenes de laminación y defectos en el metal laminado