


Rectificado sin centro Introducción, ventajas y aplicación
El rectificado sin centro es el proceso de rectificado del diámetro exterior, a veces lo llamamos rectificado del diámetro exterior. El rectificado sin centros es un proceso que se utiliza para eliminar material de una pieza de trabajo y, por lo general, se utiliza para operaciones que deben procesar muchas piezas en poco tiempo.
¿Qué es el rectificado sin centros?
En el rectificado sin centros, la pieza de trabajo se fija entre dos muelas abrasivas, que giran en la misma dirección y a diferentes velocidades. Una muela abrasiva gira sobre un eje fijo para reducir la fuerza aplicada a la pieza de trabajo. La muela abrasiva generalmente realiza la acción abrasiva al tener una velocidad lineal más alta en el punto de contacto que la pieza de trabajo.
La otra rueda móvil se coloca para aplicar presión lateral a la pieza de trabajo y generalmente tiene un abrasivo áspero o aglomerado con caucho para capturar la pieza de trabajo. La velocidad relativa de las dos ruedas proporciona el efecto de rectificado, y la velocidad de la rueda de rectificado giratoria depende de la velocidad a la que se retira el material de la pieza de trabajo. El rectificado sin centros es el proceso de eliminación de material del diámetro exterior de una pieza de trabajo mediante una muela abrasiva.
La pieza de trabajo está ubicada en su diámetro exterior y sostenida por una cuchilla de trabajo ubicada entre la rueda de ajuste y la rueda abrasiva. La rueda de ajuste impulsa las piezas mecanizadas y la rueda abrasiva elimina el material.
Tipos de procesos de rectificado sin centro
Hay tres tipos de rectificado sin centros. La principal diferencia radica en el método de alimentación de la pieza de trabajo a través de la máquina herramienta.
Molido en alimentación
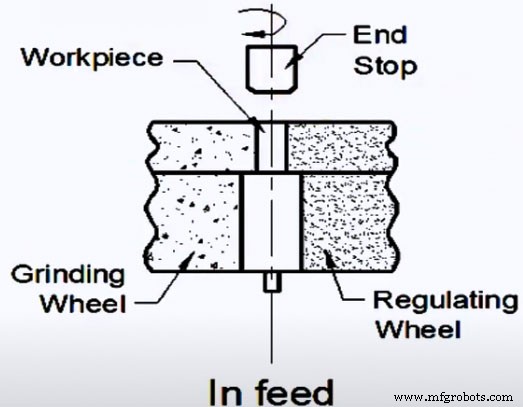
La pieza de trabajo puede tener un diámetro exterior independiente en toda la longitud, y la muela abrasiva mejorada se puede usar para rectificar cada parte de la pieza de trabajo o triturar la pieza de trabajo completa. El avance por inmersión puede hacer un rectificado sin centros de avance, por lo que se puede producir cualquier perfil. Esto es útil si la pieza de trabajo tiene obstáculos que no le permiten pasar a través de la muela abrasiva. Los obstáculos pueden ser hombros, cabezas, círculos, etc.
El rectificado sin centros de alimentación puede rectificar formas relativamente complejas, como formas de reloj de arena. Antes de que comience el proceso, la pieza de trabajo se carga manualmente en la amoladora y la rueda de ajuste se mueve a su posición. La complejidad necesaria para rectificar con precisión la forma de la pieza y la forma de la muela abrasiva impide que la pieza de trabajo avance axialmente a través de la máquina herramienta.
Esmerilado de avance continuo
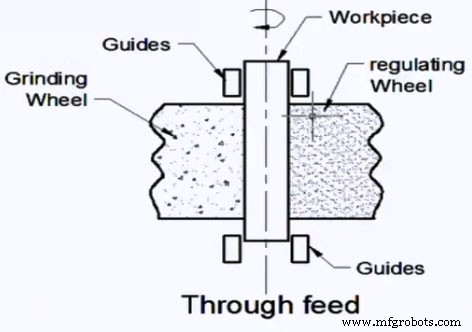
En el rectificado de paso continuo sin centros, la pieza de trabajo se alimenta completamente a través de la muela abrasiva, entrando por un lado y saliendo por el otro lado. La muela de ajuste en el rectificado directo está inclinada hacia afuera del plano de la muela abrasiva para proporcionar un componente de fuerza axial, enviando así la pieza de trabajo entre las dos muelas abrasivas. El rectificado de alimentación directa es muy efectivo porque no requiere un mecanismo de alimentación separado. Sin embargo, solo se puede utilizar para piezas con formas cilíndricas simples.
La pieza de trabajo de rectificado directo puede ser más grande que la muela abrasiva, muchas piezas de trabajo se pueden rectificar al mismo tiempo en el equipo y se puede obtener una mayor producción.
Esmerilado de alimentación final
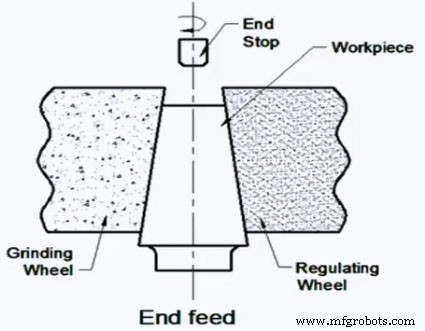
En el avance final del rectificado sin centros, la pieza de trabajo se introduce axialmente en la máquina herramienta a lo largo de un lado y se apoya en el tope final. Realice la operación de esmerilado y luego avance la pieza de trabajo en la dirección opuesta para salir de la máquina herramienta. ) El rectificado de alimentación frontal es más adecuado para piezas de trabajo cónicas.
Beneficios del rectificado sin centros
La carga y descarga de la pieza es fácil
La carga o descarga de piezas de trabajo es simple y fácil de automatizar. Cuando se usa un rectificado directo continuo, no perderá tiempo en reemplazar la pieza de trabajo
El procesamiento rápido ahorra tiempo de fabricación
Las rectificadoras cilíndricas tradicionales necesitan cortar varias veces para procesar la misma pieza debido al ancho limitado. La amoladora sin centro puede procesar de 200 a 300 piezas por minuto a una velocidad asombrosa (el número exacto depende del tamaño de la pieza). El increíble diseño de la rectificadora sin centro le permite procesar cientos de piezas sin intervención manual.
Menos tiempo de carga
Mediante el uso de una amoladora sin centros, su tiempo de carga se puede minimizar a tres segundos por pieza, incluso cuando se ejecuta en modo de alimentación. En comparación con el rectificado centrado, el rectificado sin centro puede acortar significativamente el tiempo de carga para lograr un rectificado casi ininterrumpido.
Puede manejar una gran cantidad de piezas
Si desea procesar una gran cantidad de piezas cilíndricas pequeñas, una rectificadora sin centro es la máquina que necesita. Porque el molinillo no requiere que reinicies cada parte. Incluso si necesita mecanizar piezas con diferentes diámetros, no se preocupe:la rectificadora sin centros puede manejar múltiples diámetros con solo unos pocos cambios.
Una amoladora sin centros se puede configurar rápidamente
Después de configurar la máquina para una pieza específica, el tamaño de OD se puede mantener con una intervención mínima del operador. Después de configurar una rectificadora sin centros, todo el proceso de producción generalmente se puede completar sin reiniciar. Esto no solo ahorra tiempo y costos de mano de obra, sino que también reduce la posibilidad de errores.
Rueda persistente
La mayoría de las amoladoras sin centro tienen un diámetro de 24 pulgadas y un ancho máximo de 24 pulgadas. Una muela abrasiva utilizable con un diámetro de 17 pulgadas puede moler miles de piezas terminadas con un juego de muelas abrasivas. A medida que se elimina el error central, la pieza se encuentra en un estado "flotante", lo que reduce los peajes y prolonga la vida útil de las ruedas.
Tolerancia estricta
El rectificado sin centros puede mantener tolerancias dimensionales más estrictas.
Sin desviación:
Debido a que la pieza de trabajo está completamente apoyada, es posible utilizar un esmerilado más pesado que el esmerilado de centrado.

Amplia gama de procesamiento:
Dado que no hay presión adicional en ambos extremos de la pieza de trabajo, la rectificadora sin centros es muy adecuada para procesar piezas de trabajo frágiles y materiales frágiles.
Al apoyar la pieza de trabajo de forma lineal, también es posible rectificar materiales blandos o frágiles porque estas máquinas funcionan a través de un proceso de baja tensión. No hay necesidad de preparar una pieza de trabajo fija para la amoladora, eliminando así la falla causada por la fijación. Además, las máquinas más pequeñas pueden manejar piezas de trabajo largas.
Aplicación de rectificado sin centros
Las rectificadoras sin centro pueden procesar piezas que incluyen ejes, bolas, cojinetes, pernos, bujes, árboles de levas, varillas de carburo, ejes de compresores, rodillos de perfil, cilindros, taladros, ejes y cubos de engranajes, agujas de inyectores, émbolo de inyector y cuerpo de válvula, aislador, eje de motor, aguja, pasador, pasador de pistón, pivote, rotor, eje, cigüeñal pequeño, carrete, tubo, elevador de válvula, pistón de válvula y vástago de válvula.
El rectificado sin centros se utiliza en muchas industrias, como la automotriz, aeroespacial, aeroespacial, rodamientos, productos de consumo, vidrio, médica y herramientas y moldes.
La molienda de corazón es esencial para la fabricación de muchas piezas de automóviles de alto volumen. Estos incluyen carretes, barras de control, árboles de levas, cigüeñales, pistones, manguitos y rodillos.
Además, el rectificado sin centros puede fabricar piezas para la industria hidráulica y de control de fluidos, médica y aeroespacial, de hecho, cualquier industria que requiera cilindricidad y precisión de superficie cilíndrica.
(Publicación relacionada:Tipos y características del rectificado de superficies ¿Qué es el rectificado de precisión?)
Proceso de manufactura
- Mecanizado por haz de electrones:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Mecanizado por chorro abrasivo:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Mecanizado ultrasónico:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Soldadura por ultrasonidos:principio, funcionamiento, equipos, aplicación, ventajas y desventajas
- Mecanizado Electroquímico:Principio, Funcionamiento, Equipos, Aplicación, Ventajas y Desventajas
- Soldadura por electroescoria:principio, funcionamiento, aplicación, ventajas y desventajas
- Soldadura de forja:principio, funcionamiento, aplicación, ventajas y desventajas
- Unión por difusión:principio, funcionamiento, aplicación, ventajas y desventajas
- Máquina de moldeo por inyección:construcción, funcionamiento, aplicación, ventajas y desventajas
- ¿Cuáles son las diferencias entre el rectificado sin centros y el rectificado cilíndrico?
- Introducción:diferentes ventajas entre sierras de cinta y sierras circulares