


Quitar el bloque viejo:cómo controlar el caos que es la "formación de chips"

Con la llegada de la automatización industrial avanzada y la Industria 4.0, los sistemas de fabricación autónomos están ganando importancia. La eliminación adecuada de las virutas es un factor esencial para lograr un mecanizado verdaderamente autónomo. Siga leyendo para conocer los factores que afectan la formación de virutas y las técnicas para su control.
En las últimas décadas, las máquinas-herramienta siguieron mejorando continuamente y los sistemas de mecanizado autónomos se establecieron como componentes insustituibles de la automatización industrial. Los problemas del proceso de mecanizado, como la eliminación de virutas, se interponen en el camino de los sistemas de mecanizado autónomos eficientes. Por lo tanto, el control eficaz de las virutas es una característica fundamental de todos los sistemas de mecanizado modernos.
Las características de las virutas formadas dependen del tipo de material a mecanizar, dúctil o frágil. Por otro lado, los parámetros del proceso de mecanizado también juegan un papel importante en la formación de virutas, a saber, la velocidad de avance, el ángulo de inclinación, la velocidad de corte, la profundidad de corte y las fuerzas de fricción (uso de lubricantes y refrigerantes).
Los operadores de máquinas generalmente ajustan los parámetros del proceso para obtener piezas de alta calidad y una operación eficiente de la máquina, mientras confían en los rompevirutas para ayudarlos con la eliminación de las virutas.
Formación de Fichas
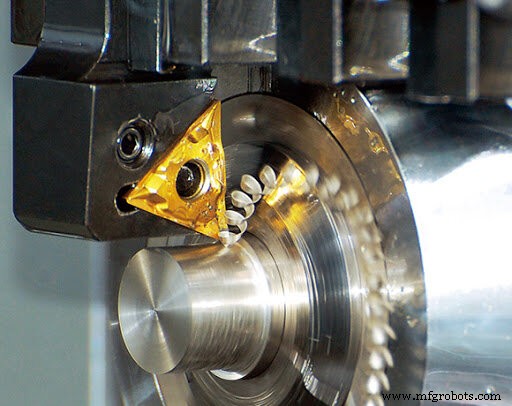
Durante el mecanizado, a medida que la herramienta avanza hacia la pieza de trabajo, el metal frente a ella se comprime. Cuando la compresión supera el límite de compresión, el metal se separa de la pieza de trabajo y fluye plásticamente en forma de viruta (deformación por corte).
El flujo de metal ocurre en el plano de corte debido al corte primario. El plano de corte se extiende formando un ángulo hacia arriba desde la superficie sin cortar frente a la herramienta. El valor del ángulo de corte depende del tipo de material y de las condiciones de corte (ángulo de la herramienta, velocidad de corte, etc.). Cuando el ángulo de corte es pequeño, la trayectoria del corte será larga, las virutas serán gruesas y la fuerza de corte será alta, y viceversa.
A medida que la viruta se desliza a lo largo de la cara de la punta de la herramienta, se produce un corte secundario debido a la fricción. La fricción aumenta la temperatura del proceso de mecanizado, provocando un calentamiento excesivo de las virutas.
Tipos de fichas
Los tipos de virutas que se forman durante el mecanizado de metales son;
-
Fichas segmentadas
-
Fichas continuas
-
Virutas continuas con filo incorporado (BUE)
Chips segmentados (discontinuos)

Las virutas segmentadas generalmente ocurren cuando se mecanizan metales frágiles como el latón, el bronce o el hierro fundido. En general, las virutas segmentadas son el resultado de las siguientes condiciones de mecanizado:
-
Velocidad de avance baja;
-
Ángulo de ataque bajo;
-
Alta velocidad de corte;
-
Alta fricción herramienta-viruta;
-
Profundidad de corte significativa.
Las virutas segmentadas brindan un acabado superficial limpio en metales quebradizos, fácil eliminación de virutas, mayor vida útil de la herramienta y menor consumo de energía. En el caso de los metales dúctiles, las virutas segmentadas suelen dar como resultado un acabado superficial deficiente y una menor vida útil de la herramienta.
Fichas continuas
Las virutas continuas suelen ocurrir durante el mecanizado de metales maleables como el acero, el cobre o el aluminio a altas velocidades de corte. Durante el mecanizado, la temperatura entre la punta de la herramienta y la pieza de trabajo dúctil aumenta. Cada capa del metal extraído se suelda a la capa anterior, formando un flujo de virutas largo y continuo. En general, las virutas continuas se producen en las siguientes condiciones de mecanizado:
-
Pequeña profundidad de corte;
-
Gran ángulo de ataque;
-
Alta velocidad de corte;
-
Baja fricción herramienta-viruta (uso de lubricantes o refrigerantes);
-
Filo afilado.
Las virutas continuas brindan un acabado superficial limpio, una vida útil más larga de la herramienta y un consumo de energía reducido. Por otro lado, la eliminación de este tipo de chips es un desafío. Es necesario utilizar rompevirutas para mejorar las condiciones de eliminación.
Chips continuos con borde incorporado (BUE)
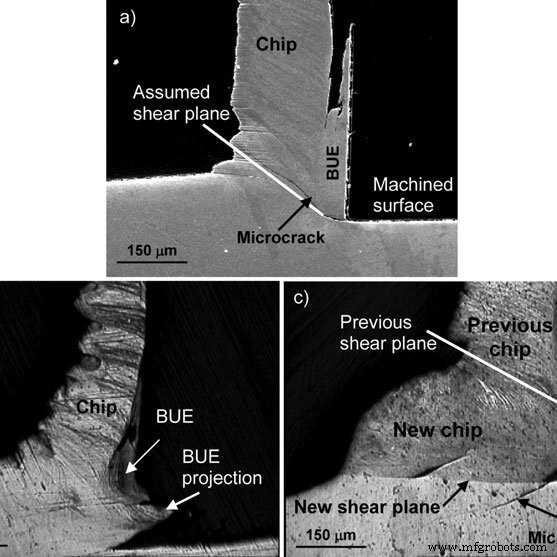
La formación de virutas continuas con el BUE se debe a la alta fricción entre la herramienta y la viruta durante el mecanizado de metales dúctiles. En estas condiciones, algunas partículas de viruta tienden a adherirse a la punta de la herramienta. A medida que el material adherido forma el nuevo borde de corte, continúa acumulándose hasta que se desprende de la punta de la herramienta. Durante la rotura, el material acumulado se adhiere tanto a la viruta como a la superficie de la pieza de trabajo, lo que da como resultado un acabado superficial deficiente. Un nombre diferente para la formación de BUE es "soldadura de chip". En general, los chips continuos con BUE ocurren bajo las siguientes condiciones:
-
Ángulo de ataque bajo;
-
Baja velocidad de corte;
-
Altas fuerzas de fricción;
-
Alto avance.
Dado que las virutas continuas con BUE afectan pobremente la vida útil de la herramienta, aumentan el consumo de energía y causan un acabado superficial deficiente, su prevención es crucial. Medidas como la reducción de la fricción mediante el uso de lubricantes, la prevención del contacto metal con metal mediante el recubrimiento de herramientas y la reducción de la temperatura mediante el uso de refrigerantes tienen un efecto positivo en la prevención de la soldadura de virutas.
Control de virutas
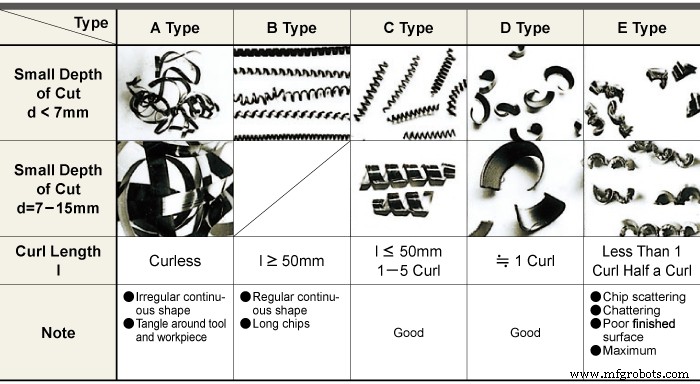
El mecanizado de metales maleables como el acero a alta velocidad de corte y grandes ángulos de inclinación conduce a la formación de virutas largas y fibrosas. Estas virutas afiladas, calientes y continuas que salen a gran velocidad pueden poner en peligro la seguridad de los operadores de la máquina, dañar el producto al enredarse con la herramienta y complicar su eliminación. Es imperativo dividir las virutas en una geometría manejable.
Las virutas se pueden desprender por rotura automática o por rotura forzada. Cuando se mecanizan materiales dúctiles, debido a la diferencia de temperatura y velocidad de flujo, las virutas tienden a curvarse. Las virutas rizadas pueden romperse por sí solas de tres maneras diferentes:
-
Por fracturamiento natural debido a la deformación inducida por enfriamiento;
-
Al golpear contra la pieza de trabajo;
-
Golpeando contra la herramienta.
El método más común para la rotura forzada es el uso de un rompevirutas.
Rompevirutas

La función más básica de los rompevirutas es obligar a las virutas a enrollarse con más fuerza de lo que lo harían naturalmente. El rizado forzado hace que la viruta se rompa al golpear contra la pieza de trabajo o la herramienta. Los rompevirutas mejoran la eficiencia del mecanizado mejorando el control de la viruta y reduciendo las fuerzas de corte.
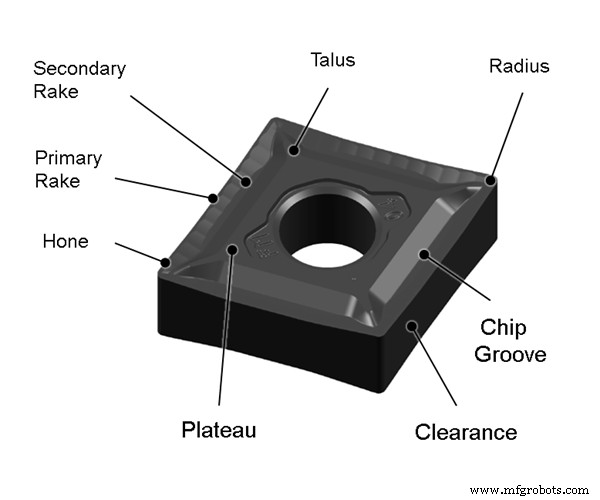
La mayoría de los rompevirutas modernos vienen en forma de ranuras u obstrucciones en la herramienta de corte. El diseño de los rompevirutas gira en torno a encontrar la mejor geometría para un escenario de mecanizado dado, lo que creará tensión en la viruta y hará que se rompa fácilmente.
Los rompevirutas de ranura incorporan una pequeña ranura detrás del filo de ataque. La geometría de la curva determina el radio de la curvatura de la viruta.
El rompevirutas de tipo obstrucción presenta una geometría distintiva que se asemeja a un escalón. La obstrucción puede ser integral o adjunta a la herramienta de corte. En el caso del tipo "adosado", es posible ajustarlos para varias condiciones de mecanizado.
Conclusión
El proceso de mecanizado es una interacción sutil de la física, la ciencia de los materiales y la mecatrónica. Durante el mecanizado, la eliminación de material es el resultado de las fuerzas de interacción entre la pieza de trabajo y la herramienta de mecanizado. La naturaleza de estas fuerzas de interacción define el color y el tamaño de las fichas. Los chips son valiosos datos de investigación y diagnóstico para los ingenieros de corte. Sin embargo, cuando no se manejan adecuadamente, las virutas tienden a disminuir la productividad de las máquinas.

Pueden ocurrir tres tipos distintivos de virutas durante el mecanizado, segmentadas, continuas y continuas con BUE. La formación de virutas depende de la selección del material y los parámetros del proceso de mecanizado.
La eliminación de virutas es un factor vital a tener en cuenta al mejorar la eficiencia general del mecanizado y la planificación para el funcionamiento autónomo de las máquinas. Aunque las virutas segmentadas y las virutas continuas se rompen automáticamente en determinadas condiciones de mecanizado, es una regla general utilizar rompevirutas en las configuraciones de mecanizado.
Romper las virutas en longitudes adecuadas mediante un rompevirutas evita que las virutas se enreden con la herramienta, disminuye la vibración y evita que se dañe la herramienta. El rompevirutas también reduce la resistencia al corte, lo que a su vez evita el astillado y la fractura del filo de corte.
Cuando se utiliza un rompevirutas, es necesario elegir el adecuado para el trabajo. Para operaciones de torneado como acabado, medio y desbaste, tenemos que elegir los rompevirutas correctos para cada uno. Es fundamental utilizar un rompevirutas adecuado en función de la profundidad de corte deseada, la velocidad de avance, la velocidad del husillo y el acabado superficial deseado.
Proceso de manufactura
- Patatas fritas
- Cómo la evacuación de virutas en el mecanizado es como cortar el césped
- Gestión de chips CNC. ¿Qué pasa con las fichas?
- Sepa cómo maximizar la eficiencia del mecanizado CNC
- ¿Cómo se utiliza el mecanizado CNC en la industria electrónica?
- ¿Cómo elegir el servicio de mecanizado CNC adecuado?
- ¿Cómo está cambiando el mecanizado CNC la industria manufacturera moderna?
- La historia del centro de mecanizado CNC:¿por qué y cómo se desarrolla?
- ¿Cómo puede una máquina expendedora de chips proporcionar chips frescos y calientes?
- Introducción a los transportadores de virutas
- ¿Cómo se controla la velocidad de un motor hidráulico?