


Control de deformación CNC para aluminio de pared delgada en la fabricación aeroespacial
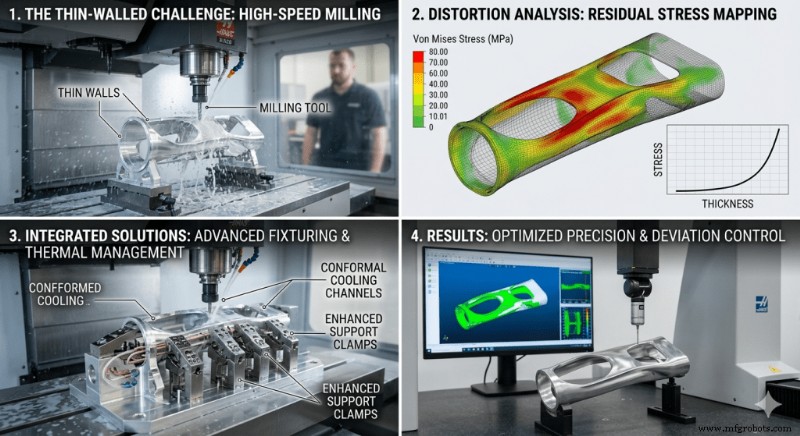
Los mercados aeroespacial, espacial comercial y eVTOL exigen componentes cada vez más delgados y de alta relación de aspecto. Los ingenieros trabajan habitualmente con piezas de aluminio de paredes delgadas (a menudo de <1,0 mm de espesor y>100 mm de profundidad) fabricadas con aleaciones 6061-T651 o 7075. El mecanizado convencional de 3 ejes lucha por mantener la precisión dimensional dentro de la tolerancia de 0,01 mm requerida para las piezas aeroespaciales, al mismo tiempo que gestiona la inevitable deformación ondulada que puede surgir.

Análisis mecánico de la deformación en aleaciones de aluminio
Tres fuerzas principales impulsan la deformación en el aluminio de paredes delgadas:
- Esfuerzos residuales introducido durante el laminado, el enfriamiento y el estiramiento. La eliminación de material durante el mecanizado CNC altera el equilibrio, provocando deformaciones o torsiones a medida que la pieza busca un nuevo estado estable.
- Fuerzas de corte se vuelven problemáticos al mecanizar paredes de alta relación de aspecto. La baja rigidez de las secciones delgadas puede provocar deflexiones que exceden los límites de tolerancia, y la vibración regenerativa (vibración autoexcitante) produce irregularidades en la superficie y un espesor de pared insuficiente.
- Expansión térmica es significativo para el aluminio. El fresado a alta velocidad en la zona de corte genera calor; Si el aumento de temperatura no se disipa, la pieza se encoge una vez que se enfría, lo que compromete aún más la precisión dimensional.
Comparación técnica:metodologías estándar versus avanzadas
Es esencial realizar la transición de un flujo de trabajo de 3 ejes a un flujo de trabajo sistemático y de alta precisión de 5 ejes. La siguiente tabla contrasta las prácticas convencionales con el estándar de fabricación aeroespacial de 2026:
Parámetro técnico | Proceso estándar de 3 ejes | Proceso de 5 ejes de alta precisión (estándar 2026)
Configuración de la pieza de trabajo | Tornillo de banco/sujeción convencional | Sujeción de punto cero y fijación por vacío
Estrategia de mecanizado | Fresado lateral secuencial | Fresado simétrico simultáneo
Gestión de tensión del material | Ninguno (stock en bruto) | Estabilización criogénica/envejecimiento multietapa
Velocidad de corte (Vc) | 180 m/min | 350 m/min (Siemens 840D SL de alta dinámica)
Velocidad de avance (Fz) | 0,05 mm/diente | 0,12 mm/diente (carga optimizada por IA)
Interfaz de herramientas | Pinzas estándar ER | Amortiguación hidráulica/ajuste termocontraíble
Desviación dimensional | 0,15–0,30 mm | <0,008 mm
Acabado superficial (Ra) | 1,6–3,2 µm | <0,4 µm (directo a acabado)
Rutas tecnológicas centrales para el mecanizado de alta relación de aspecto
Lograr una precisión inferior a 0,01 mm depende de un trío de estrategias entrelazadas:técnicas de corte avanzadas, innovación en herramientas de corte y control de procesos impulsado por IA.
1. Fresado simétrico simultáneo
El mecanizado tradicional elimina material de un lado de la pared antes que del otro, concentrando la tensión en una sola superficie y activando el retorno elástico. El fresado simétrico corta ambos lados en tándem (o alternativamente), equilibrando las fuerzas y manteniendo la pared estable durante todo el ciclo.
2. Tecnología de amortiguación y geometría de herramientas
La supresión del chatter comienza con la herramienta adecuada. Las fresas de extremo de hélice y paso variable interrumpen la frecuencia de vibración periódica que impulsa la vibración regenerativa en el aluminio 6061. Junto con amortiguadores hidráulicos rígidos (amortiguadores integrados en el portaherramientas), estos sistemas permiten cortes más profundos sin comprometer el acabado de la superficie.
3. Compensación predictiva impulsada por IA
Los sistemas de control modernos de FANUC o Siemens incorporan algoritmos de IA que monitorean continuamente las temperaturas del husillo y la base. El controlador calcula la expansión térmica sobre la marcha y ajusta las compensaciones de la herramienta, asegurando que el filo permanezca en el objetivo independientemente de la acumulación de calor.

Lista de verificación de implementación para la optimización de procesos
- Pretratamiento del material: Enfríe criogénicamente la aleación a –196 °C para estabilizar la microestructura y redistribuir las tensiones residuales.
- Desbaste estratégico: Ejecute pasadas rugosas de alta velocidad y poca profundidad para eliminar material a granel y al mismo tiempo preservar la integridad de la pared. Reserve un margen de entre 0,3 y 0,5 mm para la pasada final.
- Ciclos de alivio del estrés: Para piezas críticas, inserte un ciclo de recocido entre el desbaste y el acabado para fijar un estado de tensión estable.
- Entorno de mecanizado de acabado: Realizar pases finales en una cámara climática de ±1°C. Prefiera la cantidad mínima de lubricación (MQL) al refrigerante de inundación para evitar el choque térmico en las paredes delicadas.
- Inspección en línea: Monte sondas táctiles de alta precisión en la máquina. Mida las dimensiones críticas inmediatamente después del último corte y corrija automáticamente las compensaciones de la herramienta antes de soltarlas.
Al pasar de una gestión de procesos reactiva a una proactiva (equilibrando las fuerzas de corte, amortiguando las vibraciones y compensando los efectos térmicos), los ingenieros pueden entregar de manera confiable piezas de aluminio de paredes delgadas que cumplen o superan la tolerancia de 0,01 mm exigida por las aplicaciones aeroespaciales.
Guías relacionadas
Tecnología Industrial
- Comparativa de la Industria 4.0 entre España y el resto de países
- Los portaherramientas proporcionan el vínculo vital para la productividad del mecanizado
- 9 ventajas de la fabricación de PCB asistida por DFM
- Fabricación basada en datos:beneficios, desafíos y estrategias
- Gerber File Ultimate Guide:una guía para principiantes de Gerber
- El mejor software de contabilidad para Shopify en 2022
- Atmega328p frente a Atmega328:características, diferencias y similitudes
- IoT y big data reunidos en casos de uso comercial
- Fabricación de piezas mecanizadas:¿Cuáles son las ventajas del mecanizado de alta velocidad?
- Mejores prácticas de seguimiento de equipos:etiquetas de activos y software, programación de mantenimiento y más
- Baterías especiales