


Dominar la producción de Blisk con el mecanizado compuesto de torno-fresado de 5 ejes
El blisk, un compuesto de álabes y disco de turbina, es fundamental para las turbinas de gas y los motores de avión modernos. Su geometría intrincada y sus estrictas tolerancias dimensionales lo convierten en uno de los componentes más difíciles de mecanizar con métodos convencionales, lo que genera altas tasas de rechazo, desgaste acelerado de las herramientas y costosos retrasos en la producción.
El mecanizado compuesto de torno-fresado de 5 ejes combina el mecanizado simultáneo de 5 ejes con capacidades integradas de torno-fresado, lo que permite a los fabricantes abordar las dificultades principales de la deformación de paredes delgadas, la dureza del material, los riesgos de interferencia y los errores de sujeción acumulativos.
En este artículo examinamos los principales obstáculos en la fabricación de blisks de precisión, ilustramos cómo la tecnología CNC de 5 ejes los supera y presentamos un estudio de caso del mundo real de JTR Machine. Ya sea ingeniero aeroespacial o gerente de producción, esta guía le mostrará cómo producir eficientemente blisks ultraprecisos y de gran volumen.

Qué es un Blisk y por qué es importante en el sector aeroespacial
Un blisk (disco de palas) fusiona las palas de la turbina y el disco en una sola pieza, eliminando las colas de milano o los pernos convencionales. Esta integración reduce el peso, mejora la eficiencia aerodinámica y reduce el riesgo de fallas mecánicas, lo que hace que los blisks sean esenciales para motores civiles y militares, plantas de energía de helicópteros y turbinas de gas para generación de energía.
A medida que aumentan las demandas de rendimiento del motor, aumenta la necesidad de componentes blisk precisos. Sin embargo, las mismas características que confieren beneficios (hojas torcidas, canales estrechos y paredes ultrafinas) también hacen que sean difíciles de mecanizar con herramientas estándar.

Antes de proponer soluciones, es crucial comprender los cuatro principales puntos débiles en la fabricación de discos de paletas:estructura, material, precisión e ineficiencia del proceso.
1. Canales estrechos y alto riesgo de interferencia
Los blisks tienen pasajes estrechos entre las palas retorcidas. Las colisiones de herramientas son comunes y exigen una planificación avanzada de trayectorias y la capacidad RTCP (seguimiento de información sobre herramientas) de la máquina. Sin control de 5 ejes, los portaherramientas pueden golpear las superficies de las hojas y producir desechos o daños.
La interferencia durante el mecanizado es una de las principales causas de rechazo de programas CNC. Por lo tanto, son obligatorias una simulación precisa y estrategias para evitar colisiones.
2. Deformación de pared delgada
Las paredes de las aspas suelen oscilar entre 0,5 mm y 2 mm. Bajo fuerzas de corte, se desvían, vibran y rebotan, comprometiendo el control de tolerancia y acabado. La deformación de las paredes delgadas es especialmente grave cuando se trabaja con aleaciones de titanio o superaleaciones a base de níquel, donde las fuerzas de corte son elevadas.
La vibración no sólo degrada la calidad de la superficie sino que también acelera el desgaste de la herramienta.
3. Materiales difíciles de cortar
Los materiales blisk comunes (superaleaciones a base de níquel (Inconel718, Waspaloy) y aleaciones de titanio (TC4, Ti6Al4V) son excepcionalmente fuertes, tienen una conductividad térmica deficiente y generan altas temperaturas de corte. Esto provoca un rápido desgaste de la herramienta, quemaduras y atascamientos.
Se requieren parámetros de corte, recubrimientos de herramientas y gestión térmica especializados. En los procesos tradicionales, el desgaste de las herramientas se convierte en un importante factor de costes.
4. Requisitos de precisión ultraalta
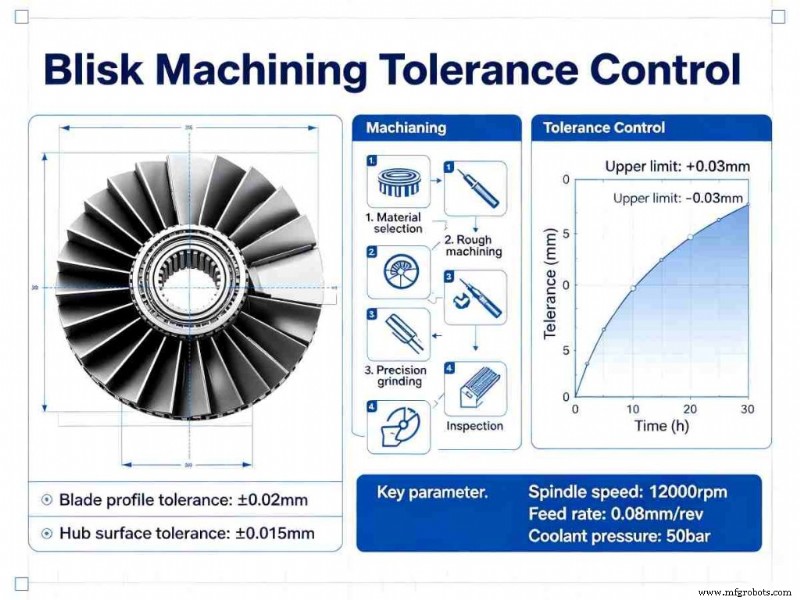
Las tolerancias típicas del perfil de la hoja son ±0,003 mm, mientras que la rugosidad de la superficie debe permanecer por debajo de Ra≤0,8 µm. Lograr estas especificaciones exige un acoplamiento continuo y fluido de la herramienta, algo imposible con máquinas de 3 ejes o configuraciones múltiples.
El mecanizado de alta precisión pone a prueba la estabilidad dinámica y el control de una máquina.
5. Errores acumulativos por sujeción múltiple
Los flujos de trabajo tradicionales implican cinco o más sujeciones:girar la pieza en bruto, fresar la hoja, taladrar, esmerilar y pulir. Cada reposicionamiento introduce errores de posicionamiento, socavando la tolerancia geométrica final.
Incluso con fijaciones de precisión, los errores acumulativos hacen que el control de tolerancia no sea confiable cuando las piezas se mueven entre máquinas.
6. Desafíos adicionales
- Vibración y vibración de herramientas de cuello largo en el mecanizado de cavidades profundas
- Dificultad para limpiar rincones y zonas de transición
- Gran deformación térmica durante el procesamiento prolongado
Estas cuestiones explican por qué los métodos convencionales no satisfacen las necesidades aeroespaciales modernas. La industria requiere un cambio fundamental:el mecanizado compuesto de torneado y fresado de 5 ejes ofrece ese cambio.
Cómo el mecanizado compuesto de torno-fresado de 5 ejes resuelve los desafíos de Blisk
El mecanizado compuesto de torno-fresado de 5 ejes fusiona el mecanizado simultáneo de 5 ejes con la tecnología de torno-fresado, abordando cada punto problemático con distintas ventajas.
1. La sujeción única elimina errores acumulativos
Al integrar operaciones de torneado, fresado, taladrado y otras en una sola máquina, todo el procesamiento se realiza con una sola sujeción. Esto elimina los errores de posicionamiento inherentes a múltiples configuraciones, lo que garantiza una precisión constante.
2. El varillaje de 5 ejes supera las interferencias y la geometría compleja
Los ejes de rotación duales A/B combinados con RTCP permiten que la herramienta se incline y gire libremente, accediendo a canales estrechos y superficies curvas complejas sin colisiones. La programación CAM adecuada automatiza la prevención de interferencias.
3. El control de precisión cumple con tolerancias ultraaltas
Los centros modernos cuentan con reglas de rejilla de circuito cerrado completo y compensación térmica impulsada por IA. El ajuste en tiempo real de la deriva térmica y el desgaste de la herramienta garantiza una tolerancia del perfil de ±0,003 mm y una rugosidad de la superficie Ra≤0,8 µm, incluso en talleres sin temperatura controlada.
4. El corte optimizado reduce el desgaste y la deformación de la herramienta
Los parámetros de corte personalizados y las estrategias de trayectoria de herramientas, como el desbaste trocoidal y el acabado con carga de viruta constante, minimizan las fuerzas de corte y la temperatura. La lubricación seca o microlubricación protege aún más las herramientas y reduce la deformación de las paredes delgadas.
5. Ganancias de eficiencia y reducción de costos
En comparación con los métodos tradicionales, los tiempos de ciclo se reducen en un 60% o más. Menos máquinas, menos manipulación y un mayor rendimiento en la primera pasada se traducen en un menor coste por pieza y permiten una producción en masa económicamente viable.

Estudio de caso:Solución de torno-fresado de 5 ejes de JTR Machine para la producción de Blisk de aleación de titanio
El centro de torno-fresado de 5 ejes de JTR Machine demuestra los beneficios prácticos de esta tecnología.
Antecedentes del proyecto
Un fabricante nacional de motores aeroespaciales necesitaba producir en masa blisks de aleación de titanio (Φ320 mm, 12 palas). Los requisitos incluían una tolerancia del perfil ≤±0,003 mm, rugosidad de la superficie Ra≤0,6 µm y un lote de 120 piezas por año. El flujo de trabajo tradicional de 3 ejes más torneado implicaba cinco sujeciones, lo que provocaba baja eficiencia, errores acumulativos y plazos de entrega incumplidos.
Descripción general de la solución
JTR Machine implementó su centro de torno-fresado de 5 ejes equipado con ejes de rotación duales A/B, reglas de rejilla de circuito cerrado y compensación térmica AI. Un dispositivo hidráulico proporcionó sujeción única con posicionamiento en el orificio interior.
Flujo de proceso:
- Mecanizado en desbaste: Torneado del círculo exterior y la cara final, seguido de desbaste de los canales de la hoja con herramientas de carburo de alto rendimiento.
- Finalización: Fresado de varillaje de 5 ejes del perfil completo de la hoja, incluida la limpieza de las esquinas del filete de raíz con cortadores de paletas especializados.
- Procesamiento auxiliar: Indexación del eje C para fresar orificios de enfriamiento radiales y características secundarias.
La optimización de la trayectoria de la herramienta y los parámetros se centró en la aleación de titanio, empleando desbaste trocoidal y acabado con carga de viruta constante para eliminar la vibración. Todo el proceso se desarrolló las 24 horas seguidas sin supervisión.
Resultados
- Precisión: Tolerancia del perfil de la hoja ±0,0025 mm, rugosidad de la superficie Ra≤0,6 µm, tolerancia de la posición del orificio ±0,003 mm, todas excediendo las especificaciones del cliente.
- Eficiencia: El tiempo del ciclo se redujo de 72 horas por pieza a 22 horas:una mejora del 227 %.
- Costo y calidad: El costo de una sola pieza cayó un 35%; La tasa de calificación de lotes alcanzó el 99,5 %, lo que respalda el objetivo de entrega anual.
Comentarios de clientes
"El mecanizado compuesto de torno-fresa de 5 ejes de JTR resolvió nuestros grandes desafíos, brindó precisión y velocidad y se convirtió en nuestro socio confiable a largo plazo".

¿Por qué elegir la máquina JTR para el mecanizado de torno-fresado Blisk de 5 ejes?
1. Experiencia técnica demostrada
Con más de 70 unidades CNC de precisión, incluida una flota de avanzados centros de torneado y fresado de 5 ejes, JTR Machine aporta décadas de conocimiento institucional a geometrías complejas de blisk.
2. Riguroso control de calidad
El cumplimiento de las normas ISO9001:2008, TS16949 e IATF respalda cada proceso. La inspección utiliza CMM de Hexagon, proyectores ópticos y probadores de rugosidad de superficies para garantizar que las piezas cumplan o superen las especificaciones de impresión.
3. Soluciones a medida
No hay dos blisks idénticos. JTR ofrece soluciones de torno-fresado de 5 ejes personalizadas según los requisitos de material, precisión y volumen de cada cliente.
4. Entrega rápida y soporte 24 horas al día, 7 días a la semana
Las cotizaciones rápidas, la entrega el mismo día y la consultoría las 24 horas reducen el tiempo de inactividad y aceleran el tiempo de comercialización.
Preguntas frecuentes
P1:¿Qué materiales puede procesar JTR Machine con la tecnología de torno-fresado de 5 ejes?
R:Se admiten aleaciones de titanio (TC4, Ti6Al4V), superaleaciones a base de níquel (Inconel718, Waspaloy), acero inoxidable y aleaciones de aluminio.
P2:¿Cuál es el tiempo de ciclo típico para un solo blisk?
R:Varía según el tamaño y la complejidad. Para el blisk de aleación de titanio de Φ320 mm de nuestro caso de estudio, el ciclo fue de 22 horas, un 60 % más rápido que los métodos tradicionales. Contáctenos con su CAD para obtener un presupuesto personalizado.
P3:¿JTR cumple con los estándares aeroespaciales de precisión ultraalta?
R:Sí. Nuestros centros logran una tolerancia de perfil de ±0,003 mm y una rugosidad de la superficie Ra≤0,8 µm, totalmente compatibles con las especificaciones aeroespaciales.
P4:¿Cuál es la tasa de calificación de lotes de JTR para la producción de blisks?
R:Constantemente 99,5 % o más, gracias al estricto control del proceso y a la inspección durante el proceso.
Guías relacionadas
Tecnología Industrial
- Cómo prevenir la mala humectación de la soldadura
- 4017:Configuraciones y especificaciones de IC 4017
- Viendo las próximas semanas a través de una bola de cristal, oscuramente
- Cómo el Internet de las cosas aumenta la visibilidad de la cadena de suministro
- Mecanizado por chorro abrasivo:piezas, principio de funcionamiento, aplicación
- Introducción a las funciones lógicas combinacionales
- 6 preguntas que debes responder antes de buscar una plataforma de trabajo
- ¿Diseñando PCB HDI? ¿Qué hay de usar láseres UV?
- Engranajes helicoidales 101:tipos, fabricación, ventajas y aplicaciones
- Canal de tira LED:la guía definitiva
- 7 consejos que debe saber sobre el diseño del amplificador de bajo ruido FR