


¿Qué es el corte por láser?
En un momento, los láseres no eran más que sueños de ciencia ficción. En los últimos 60 años, hemos pasado de pistolas de rayos cósmicos imaginarios a aprovechar el poder de la luz estratégicamente. Hoy en día, los láseres están en todas partes, en equipos quirúrgicos sutiles, lectores de medios ópticos y en la fuerza bruta de los láseres para la fabricación. Lo que todos ellos tienen en común es la capacidad de hacer su trabajo con una precisión increíble, guiados por una mano firme o una aplicación controlada por computadora.
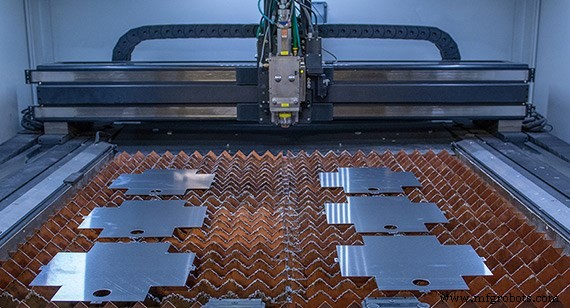 Utilizamos máquinas de corte por láser de fibra y CO2 para producir piezas de chapa metálica. La tecnología juega un papel integral en nuestras capacidades de chapa metálica de giro rápido.
Utilizamos máquinas de corte por láser de fibra y CO2 para producir piezas de chapa metálica. La tecnología juega un papel integral en nuestras capacidades de chapa metálica de giro rápido. ¿Qué es un LÁSER?
LASER significa Amplificación de Luz por Emisión Estimulada de Radiación. Esencialmente, los láseres funcionan excitando átomos de ciertos elementos en un entorno controlado. Los electrones en esos átomos cambian de posición en su órbita alrededor del núcleo a un camino más energético y cuando regresan a su posición de "hogar", liberan una corriente de energía de luz coherente, lo que significa que la luz tiene la misma longitud de onda y es completamente en fase. La energía consiste en fotones, que son guiados a través de una lente. Allí, se concentran en una sola corriente y su poder es sustancial.
Dos cosas afectan la capacidad de corte de un láser:la potencia del láser (medida en kilovatios o kW) y su capacidad para enfocar su haz de la manera más compacta posible. Para los diseñadores, es esencial saber que el láser, como cualquier instrumento de corte, tiene un ancho, llamado corte láser. . Si bien es importante compensarlo, el corte es mucho más pequeño en comparación con otros procesos de corte.
Comparación de láseres para fabricación
Dos tipos de láser dominan el sector manufacturero, el dióxido de carbono (CO2 ) y fibra (también conocido como láser de estado sólido ). Aunque ambos se inventaron en la misma época (1963/64), el CO2 se ha utilizado durante más tiempo en aplicaciones comerciales. La fibra realmente no llegó a la escena de la fabricación hasta principios de la década de 1980.
“Los láseres son una de las razones principales por las que podemos entregar piezas en días, en lugar de semanas”, dijo Phil Dunbar, supervisor de fabricación de Protolabs en New Hampshire. “Los cortes que crean son increíblemente precisos y no necesitan mucho o ningún desbarbado. Aunque las punzonadoras siguen siendo herramientas importantes, simplemente no pueden alcanzar esa precisión”.
Comparando los dos, la fibra generalmente lidera el camino, pero la elección con respecto a cuál usar a menudo se basa en el tipo y grosor del material que está cortando. La fibra es más rápida en metales más delgados. Su haz más enfocado también ayuda a estos láseres a cortar más rápidamente materiales altamente reflectantes. A diferencia del CO2 láseres, los láseres de fibra no tienen partes móviles ni espejos que se desajusten, lo que reduce los costos de mantenimiento. Lo mejor de todo es que los láseres de fibra utilizan menos electricidad con la misma potencia de corte.
Uno pensaría que la decisión de usar fibra sería un golpe, pero hay áreas en las que el CO2 todavía impresiona, como la velocidad de los cortes rectos y, por ahora, material de más de 0,2 pulg. (5 mm). Dicho esto, los láseres de fibra son cada vez más potentes, por lo que incluso estas diferencias son cada vez menos significativas.
 Una punzonadora (en la imagen de arriba), aunque no es tan precisa como el corte por láser, es una solución escalable para tiradas grandes de piezas de chapa.
Una punzonadora (en la imagen de arriba), aunque no es tan precisa como el corte por láser, es una solución escalable para tiradas grandes de piezas de chapa. Alternativas al corte por láser
Con toda su potencia y velocidad, uno pensaría que los láseres son el único camino a seguir, pero hay otros competidores fuertes.
Fresado: Usar una fresa de extremo para cortar parece algo de la vieja escuela, pero tiene una precisión de 0,0003 pulg. (0,00762 mm) y es razonablemente rápido. Lo mejor de esto es que las fresas de extremo de bordes de alta calidad crean y la capacidad de trabajar con medios 3D. Una desventaja del fresado es que la configuración y la programación toman tiempo.
Chorro de agua: Combine agua con un polvo abrasivo, dispárelo con una boquilla con una presión ridículamente alta y tendrá un corte por chorro de agua. Es tan preciso como el fresado, pero la calidad del borde se sacrifica un poco debido a la distorsión del chorro de agua a medida que corta el metal.
erosión por hilo: En el mecanizado por descarga eléctrica con cable (EDM), la electricidad se alimenta a través de un cable delgado y cargado (por lo general, de cobre o latón), lo que hace que se forme una chispa entre este y el material que está cortando. El circuito se completa con otro cable en el lado opuesto de su metal. La chispa penetra el metal, cortándolo con precisión, y ese segundo cable completa el circuito. Todo el proceso se encuentra en agua dieléctrica, un tipo de agua que no conduce la electricidad, por lo que sirve para enfriar la superficie de corte mientras limita la ruta del flujo eléctrico entre el alambre y el metal. Es un proceso lento, pero lo que le falta en velocidad lo compensa con una precisión de 0,0001 pulg. (0,00254 mm). Una limitación importante:la electroerosión por hilo requiere que el metal del que está hecha su pieza sea conductor de electricidad o no lo cortará.
Pulsador: Este proceso hace exactamente lo que piensas. Una prensa perfora el metal para crear la forma deseada. Algunos sacrificios con este proceso son la precisión y la calidad de los bordes. Su parte seguramente necesitará desbarbado. Tampoco puede usarlo si sus metales son quebradizos o endurecidos, ya que la pieza se romperá mientras está en la prensa. En el lado positivo, si bien se necesita tiempo para configurar y programar una prensa punzonadora, una vez que lo tiene bien definido, es fácil hacer varias piezas.
Servicio de Corte por Láser de Piezas de Chapa
Las tecnologías de fabricación analógica y digital se han fusionado en forma de máquinas láser/perforadoras. Estos combinan el corte potente y preciso de un láser de fibra con opciones de herramientas estándar y geometrías que se manejan mejor con una punzonadora. Se pueden crear rápidamente características como persianas, bridas y más con bordes sin rebabas cortados con láser usando una sola herramienta para cortar y formar.
La adición de láseres en la fabricación ha agregado un medio seguro, rápido y preciso para cortar láminas de metal. El poder del láser, combinado con su capacidad para cambiar suavemente de la fuerza bruta de cortar en línea recta a la precisión sutil de crear curvas suaves, lo convierte en una herramienta indispensable en la caja de herramientas de un maquinista y una bendición para los diseñadores de piezas complejas.
En Protolabs, nuestro servicio de fabricación de chapa está diseñado para ser rápido. Dependiendo de la geometría y los materiales de la pieza, las piezas se cortarán con una punzonadora, láser de fibra o CO2 láser. Para piezas más simples, una punzonadora suele ser la solución más eficiente y económica. Los componentes de chapa con características más finas y complejas se cortarán con un láser CNC. Se utiliza un láser de fibra para cortar materiales más finos y reflectantes y un CO2 el láser es más adecuado para materiales de calibre más grueso cuando se necesita más potencia.
Tecnología Industrial
- Corte por plasma vs corte por láser:¿Cuál es la diferencia?
- Corte con láser CO2 vs Nd:¿Cuál es la diferencia?
- Chorro de agua frente a corte por láser:¿Cuál es la diferencia?
- ¿Cuáles son las ventajas clave de las máquinas de corte por láser de fibra?
- ¿Qué es el torneado mecánico?
- ¿Qué factores afectan el costo del corte por láser?
- Ventajas del corte por láser
- Corte por láser, corte por plasma
- El encanto del corte por láser
- ¿Cuáles son las ventajas del corte por láser de fibra?
- ¿Cuáles son los beneficios exclusivos del corte por láser?