


Una guía sencilla para la eficacia general de los equipos en la fabricación
La efectividad general del equipo (OEE) es un indicador clave de rendimiento que revela la productividad general de un activo. ¿La mejor parte? Cuando un activo tiene un bajo rendimiento, OEE lo ayuda a averiguar por qué. Esto se debe a que los datos que usó para calcular el OEE son los mismos datos que usará para encontrar el origen de su problema.
Hay dos formas de calcular este importante KPI de fabricación. Veamos primero la ecuación más básica.
Cómo calcular OEE de forma sencilla
Para este, calcule el OEE como una relación entre el tiempo totalmente productivo y el tiempo de producción planificado. Aquí, la definición de tiempo totalmente productivo es cuando se producen solo piezas buenas, lo más rápido posible, sin ningún tiempo de parada.
¿Qué es el tiempo de parada? Es la suma de tus paradas planificadas y no planificadas. Las paradas planificadas son para cosas como cambios, donde está configurando o ajustando el activo. Las paradas no planificadas son por fallas y mantenimiento no programado. Si un activo está fuera de línea por mantenimiento programado, no lo incluya en el tiempo de parada.
Para calcular el OEE, junte todo usando la siguiente ecuación:
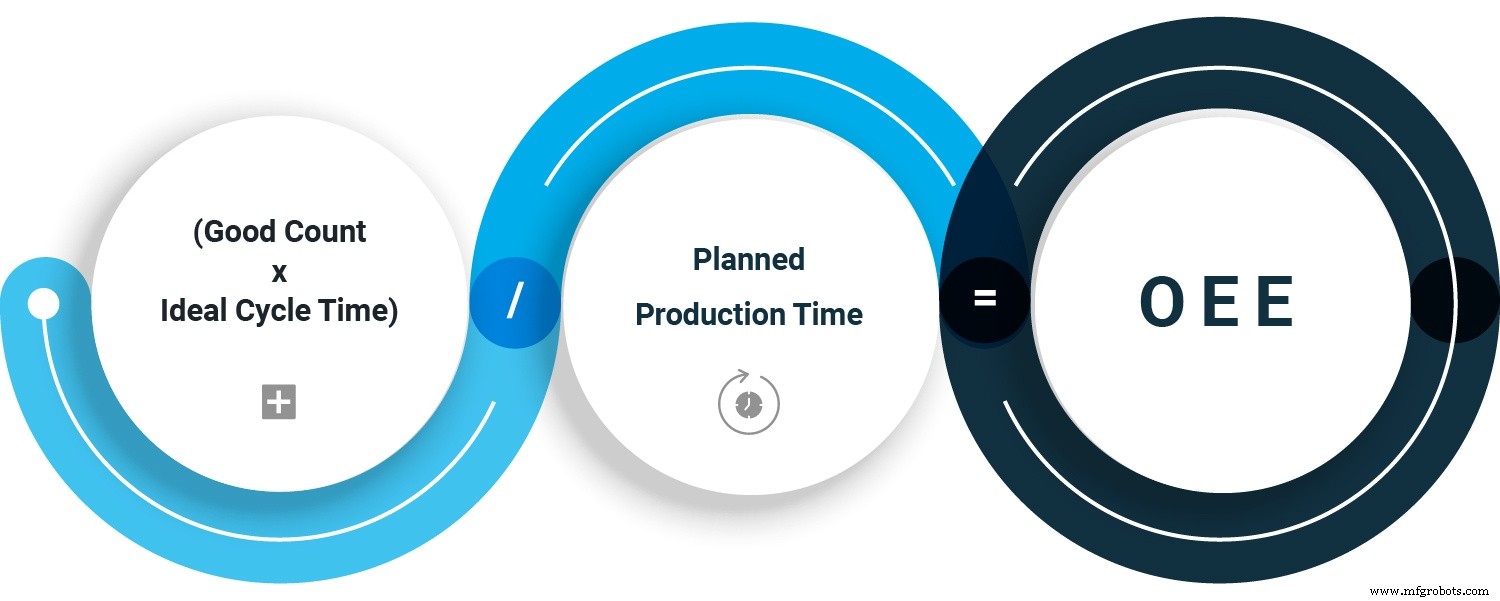
OEE rápido y fácil
Esta es una forma perfectamente aceptable de calcular el OEE, y le brinda un número bastante bueno tanto para la evaluación comparativa como para la línea de base, que cubrimos un poco más abajo. Pero hay una debilidad en esta ecuación, que es que cuando obtienes un OEE bajo, no estás seguro de por qué. Esa es la mala noticia. La buena noticia es que existe una forma mejor de calcular el OEE, y es mejor precisamente porque cuando el OEE es bajo, puede averiguar por qué.
Cómo calcular mejor el OEE
Para este, necesita conocer sus tres factores relacionados con la pérdida:disponibilidad, rendimiento y calidad. Después de eso, las matemáticas son sencillas. OEE es el producto de multiplicar los tres factores.
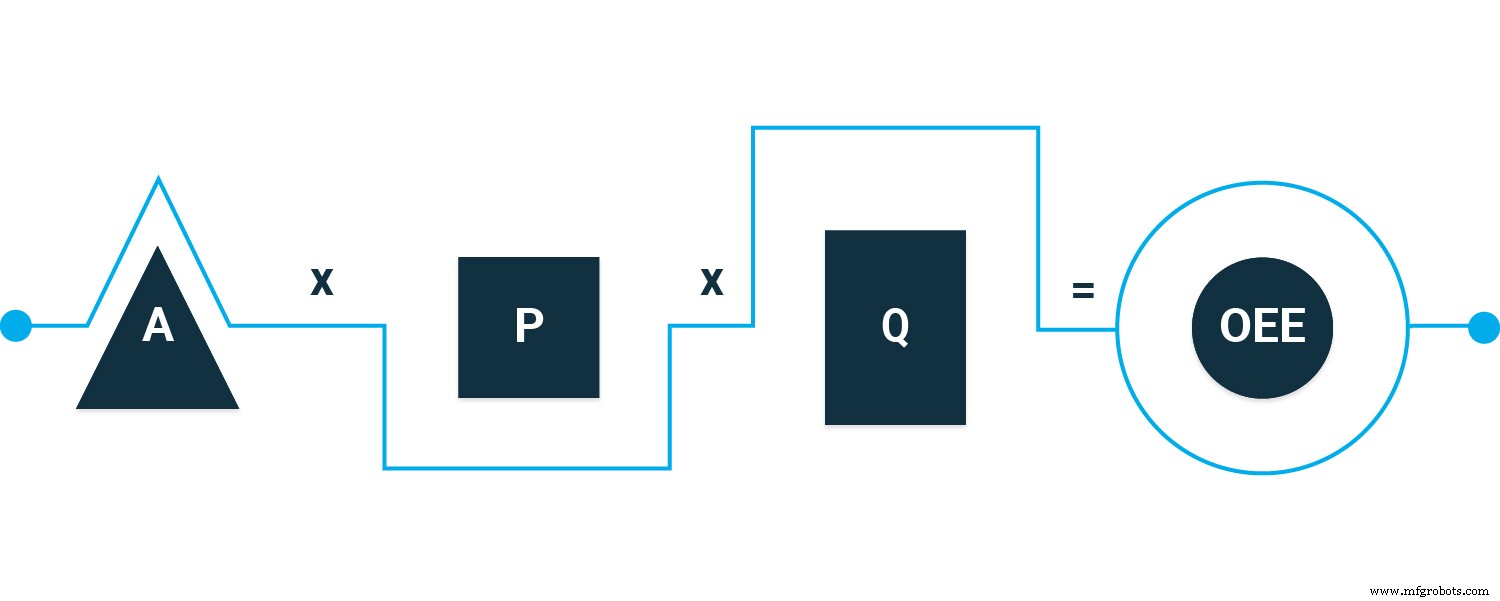
factores de pérdida y OEE
Pero nos estamos adelantando. Antes de que podamos introducirlos en la ecuación, necesitamos saber cuáles son estos factores y cómo encontrarlos.
Disponibilidad
Relación entre el tiempo de ejecución y el tiempo de producción planificado. Tome el tiempo que ejecutó el activo y compárelo con el tiempo que planeó ejecutarlo.
Por ejemplo, un activo estaba programado para ejecutarse durante ocho horas. Ese es su tiempo de producción planificado. Al final del turno, solo había funcionado durante siete horas y media. Ese es el tiempo de ejecución. ¿De dónde sacamos las siete horas y media? Tomamos el tiempo de producción planificado (ocho horas) y restamos el tiempo de parada (en este ejemplo completamente inventado, 30 minutos).
Disponibilidad =tiempo de ejecución / tiempo de producción planificado
Rendimiento
Relación entre el recuento total y la tasa de ejecución ideal. Tome la cantidad de widgets que hizo el activo y compárelo con la cantidad máxima de widgets que podría haber hecho.
Por ejemplo, cuando todo funciona de la mejor manera posible, su activo produce 1000 widgets cada ocho horas. Pero cuando ejecutó ese activo durante ocho horas, solo produjo 950. Puede que no haya sido por una falla importante. El rendimiento se ve afectado por ciclos lentos, cuando algunos widgets tardan más de lo esperado en completarse. Y también se ve afectado por pequeñas paradas, pausas tan cortas que no se cuentan en el tiempo de parada. Pero las paradas pequeñas se suman y afectan el rendimiento.
Rendimiento =recuento total/tasa de ejecución ideal
Calidad
Proporción de piezas buenas al conteo total. Tome la cantidad de piezas que pasan el control de calidad y compárela con la cantidad total de piezas producidas. Es un poco más específico que eso. Las piezas buenas pasan la primera vez que se inspeccionan y no requieren reelaboración adicional. Es posible que otras piezas pasen con el tiempo, pero no se incluyen en el recuento de piezas buenas.
Por ejemplo, y nuevamente usaremos el widget clásico, de los 950 widgets que produjo en ocho horas, 945 de ellos fueron buenos.
Calidad =buenas piezas / recuento total
Una vez que tenemos nuestros tres factores relacionados con la pérdida, podemos calcular rápidamente el OEE. Pero, ¿por qué esta segunda ecuación es mejor que la primera? Tiene que ver con la forma en que usa OEE, que se trata en las siguientes secciones.
Cómo aprovechar OEE
La efectividad general del equipo es un indicador de la eficiencia de un proceso de fabricación. Una vez que lo haya calculado, puede usarlo como punto de referencia o línea de base.
OEE como punto de referencia
Al comparar OEE, siempre habrá alguna variación según el tipo de fabricación, pero aquí hay algunos números generales.
100% perfecto. Estás produciendo lo más rápido posible, sin paradas, sin errores.
85% de clase mundial. Para muchos fabricantes, este es el objetivo a largo plazo.
65% típico. La buena noticia es que hay mucho margen de mejora.
40% No es inaudito. A menudo, cuando las empresas comienzan a rastrear el OEE por primera vez, aquí es donde se encuentran. Una vez más, la buena noticia es que hay mucho margen de mejora.
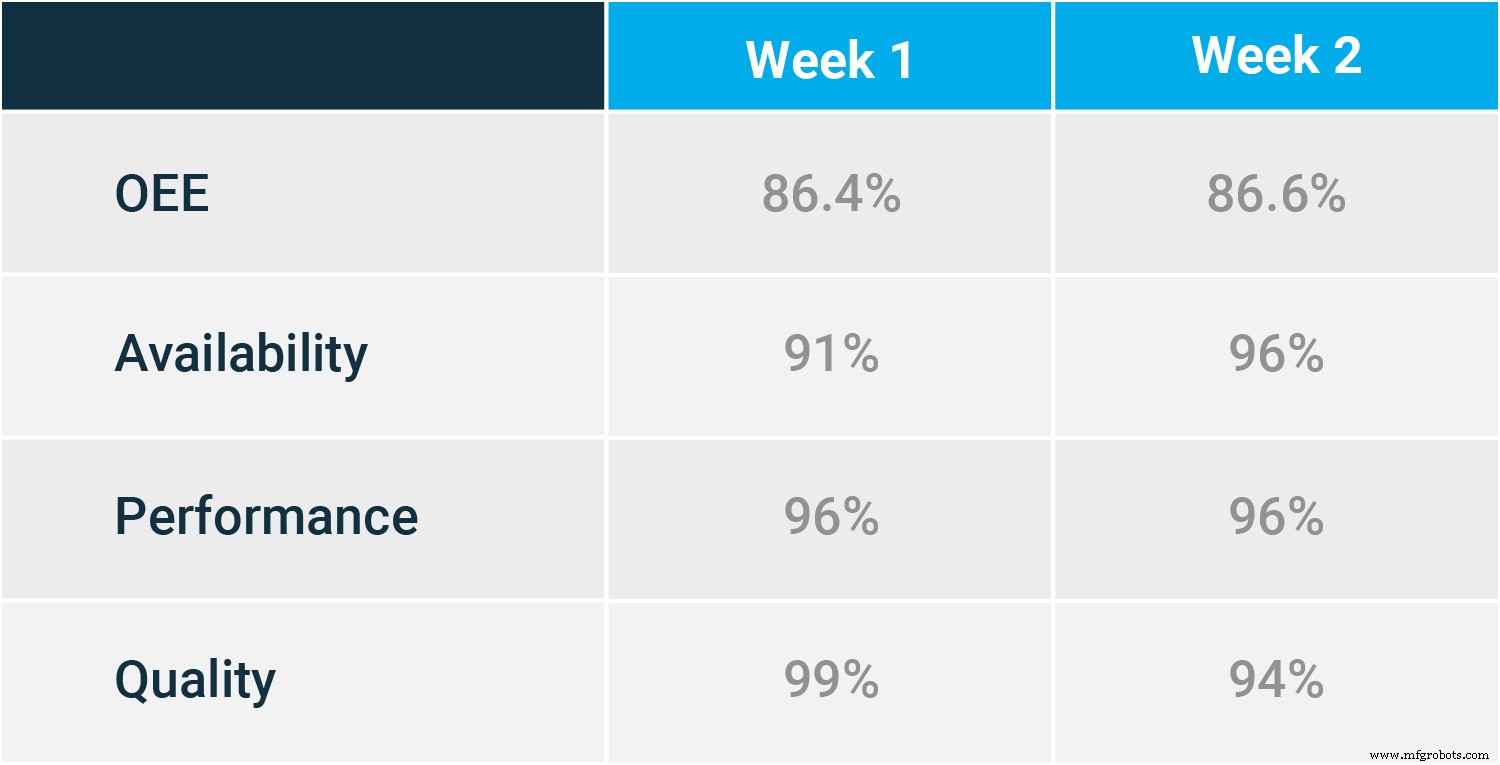
También puede usarlo para la evaluación comparativa interna. Por ejemplo, puede comparar los OEE de dos activos similares. O bien, puede ver los OEE de un activo de diferentes turnos.
OEE como referencia
También puede utilizar OEE para realizar un seguimiento de los activos a lo largo del tiempo. A medida que ajusta sus procesos, el OEE debería aumentar. Si no es así, los números que usó para calcular el OEE pueden darle algunas pistas sólidas sobre por qué. Una vez más, he aquí por qué es mejor usar la segunda forma de calcular el OEE. Para obtener el OEE, necesita sus factores relacionados con la pérdida. Y son esos factores los que te ayudan a descubrir qué es lo que va mal.
cuando conoce los factores de pérdida, puede ver lo que lo detiene
Si la disponibilidad está reduciendo el OEE, podría deberse a que el activo no está en el programa de mantenimiento preventivo correcto. Está fallando con demasiada frecuencia, lo que significa que sus órdenes de trabajo de mantenimiento preventivo están demasiado separadas. Un tiempo de inactividad más largo también puede estar relacionado con el control de inventario. Si los técnicos tienen que esperar piezas críticas antes de poder hacer reparaciones, debe establecer los niveles de par de inventario más altos para asegurarse de que tengan las piezas que necesitan cuando las necesitan. Un software de órdenes de trabajo garantiza que sus órdenes de trabajo de PM se programen de manera oportuna con la frecuencia adecuada.
Si OEE tiene problemas de rendimiento, es posible que esté realizando el tipo de mantenimiento incorrecto o el tipo correcto, pero de forma incorrecta. Por ejemplo, es posible que esté inspeccionando y realineando las correas en el horario correcto basado en el tiempo o en el medidor, pero no las está realineando correctamente. Es como si estuvieras desayunando todas las mañanas a la misma hora, y es el momento adecuado, las siete y media de la mañana, pero en lugar de café y tostadas, estás comiendo helado. Horario correcto, tarea incorrecta.
Los problemas de calidad también reducen el OEE, pero generalmente no son algo que el departamento de mantenimiento pueda solucionar. Es posible que el activo no esté configurado correctamente o que haya un error del operador. El problema podría ser incluso de la materia prima.
OEE es solo uno de los KPI importantes para el mantenimiento. Hay un montón más, pero no es un caso de más, mejor. Necesita encontrar los que funcionen mejor para usted, que lo ayuden a alcanzar sus metas brindándole información que pueda usar. Imagina que estás en un viaje por carretera. Es útil saber cosas como la velocidad promedio y el kilometraje. También podría realizar un seguimiento del número de revoluciones de los neumáticos, pero ¿cuál sería el punto? No todos los tipos de datos tienen valor. Para obtener una buena introducción a algunos de los más comunes para la fabricación, consulte ¿Qué son las métricas MTTR, MTBF y MTTF?
Tecnología Industrial
- Cuellos de botella en la fabricación:una guía definitiva
- Rendimiento de fabricación:una guía completa sobre métricas clave de fabricación
- Guía de fabricación rápida
- Drew Troyer:eficacia general del equipo
- El nuevo libro es Introducción a la eficacia general de los equipos
- Entender las métricas de mantenimiento:eficacia general del equipo
- La importancia del mantenimiento de equipos en la fabricación
- Equipo de trabajo:¿Es hora de actualizarlo?
- Una guía para crear un programa de mantenimiento de equipos
- Una guía definitiva para la fabricación sin iluminación
- Una guía definitiva sobre frenos electromagnéticos y su uso en equipos de fabricación