


Retractaciones:configuración y optimización
Durante la impresión, la extrusora empuja el filamento hacia el hotend, donde se funde y se extruye a través del orificio de la boquilla. Durante este proceso, se crea presión dentro de la boquilla que fuerza el plástico a salir a través de la boquilla.
Sin embargo, una vez que la extrusora deja de tirar del filamento, la presión en la boquilla se mantiene, lo que provoca que una pequeña cantidad de plástico fundido continúe saliendo hasta que se iguale la presión dentro y fuera de la boquilla.
Este fenómeno hace que siga saliendo una pequeña cantidad de material durante los movimientos de desplazamiento en los que no se debe extruir ningún material . Esto hace que aparezcan pequeñas gotas y hilos finos en la superficie de la pieza.
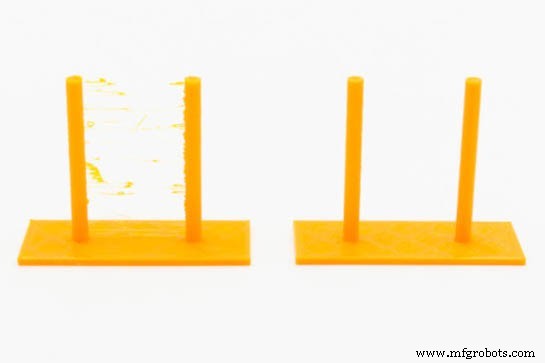
Imagen 1:Efecto de una mala configuración de contracción (izquierda) y una correcta (derecha) Fuente:Filament2print
Para evitar esto, las impresoras 3D FFF emplean un mecanismo conocido como retracción. Antes de realizar un movimiento de desplazamiento, el extrusor retrae una pequeña cantidad de filamento, liberando la presión en el interior de la boquilla. Cuando finaliza el movimiento de desplazamiento y comienza un movimiento de extrusión, el extrusor empuja hacia atrás otra pequeña cantidad de filamento hasta que la boquilla se ceba y se restablece la presión dentro de la boquilla.
Para optimizar al máximo la calidad de impresión, es muy importante establecer los parámetros de retracción de cada material.
Parámetros de contracción
Los parámetros básicos de contracción son:
- Distancia de retracción :Esta es la longitud del filamento que retraerá el extrusor. Su valor, además del tipo de material, dependerá de la longitud entre el extrusor y el hotend. En extrusoras directas su valor estará en el rango de 0,4 mm a 1,2 mm, mientras que en sistemas bowden el rango será de 2 mm a 10 mm. Una regla general para calcular un valor inicial de la distancia de contracción en un sistema Bowden es usar el 1% de la longitud del tubo Bowden. Por ejemplo, para un sistema Bowden con un tubo de 40 cm, se utilizará una distancia de contracción de 4 mm. Es importante consultar las especificaciones del hotend, ya que muchos fabricantes indican una distancia máxima de retracción para su hotend. Si se supera este valor, lo más probable es que se obstruya.
- Velocidad de retracción :Esta es la velocidad a la que el motor del extrusor retraerá el filamento. Las velocidades muy bajas no evitarán la formación de gotas en la superficie de la pieza, mientras que las velocidades muy altas pueden causar mordeduras en el filamento. El valor de esta velocidad, en general, estará entre 25 mm/s y 45 mm/s, siendo 30 mm/s el valor más habitual en sistemas directos y 40 mm/s en sistemas Bowden.
- Distancia de desretracción :Esta es la cantidad de filamento que la extrusora extruirá después de la retracción del filamento. Normalmente se utiliza el mismo valor que la distancia de retracción del filamento. A veces puede ser necesario utilizar un valor diferente, especialmente en los sistemas Bowden. Si tras una retracción se observa una pequeña caída en la superficie de la pieza, se deberá reducir este valor, mientras que si se observa un pequeño hueco será necesario aumentarlo. En general, debe aumentarse o disminuirse en un 5-10 % aproximadamente. Algunos programas utilizan el término distancia de reinicio, donde este valor es el aumento o disminución del valor de contracción. Por ejemplo, una distancia de reinicio de 0 usaría la misma distancia de contracción y retracción, mientras que un valor de -0,2 tomaría la distancia de contracción menos 0,2 mm como la distancia de contracción.
- Velocidad de retracción :Esta es la velocidad a la que se extruye el filamento durante el movimiento. En general se tomará el mismo valor que la velocidad de retracción o un valor ligeramente inferior.
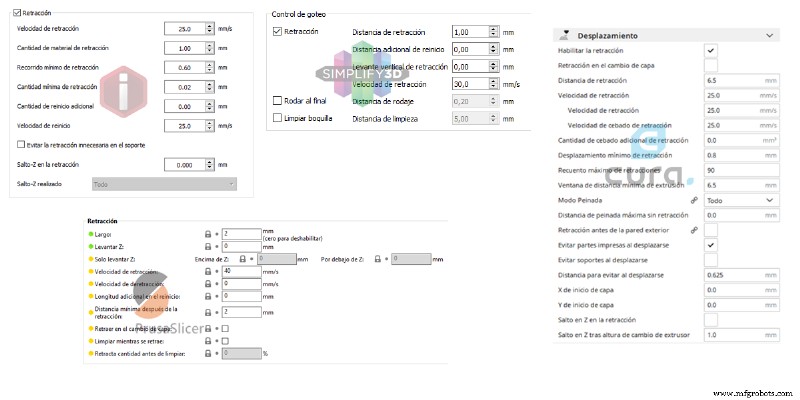
Imagen 2:Sección de configuración de contracción en diferentes programas de laminación. Fuente:Filament2print
Además de estos parámetros básicos, existen otros que influyen en la calidad de la pieza:
- Distancia mínima después de la retracción :Es la distancia mínima de desplazamiento antes de la cual se realizará una retracción. Evita retracciones innecesarias cuando el desplazamiento es muy pequeño.
- Lift, Z-Lift o Z-Hop :Si se configura un valor diferente a 0, el hotend subirá la distancia indicada mientras realiza la retracción y luego volverá a bajar después del desplazamiento. Esta función ayuda a evitar marcas en la superficie de la pieza de trabajo y previene la aparición de hilos. Un valor entre el 100 % y el 200 % de la altura de la capa suele ser suficiente.
- Limpiar durante la retracción, rodaje, limpieza de boquillas :Realiza un pequeño movimiento del hotend durante la retracción para limpiar la boquilla y ocultar la costura. En algunos programas, esta es una casilla de verificación activable, en otros, se puede establecer el valor.
No todo el software incluye todos estos parámetros, y algunos de estos parámetros pueden comportarse de manera diferente de un software a otro. Antes de modificar los valores de los parámetros de retracción, se debe consultar el manual del software para comprender cómo se comporta cada uno de ellos.
Calibrar los parámetros de contracción
Debido a que hay múltiples parámetros, es complejo obtener una combinación adecuada de una manera sencilla. Para ello, será necesario realizar múltiples pruebas por etapas hasta obtener los valores adecuados. Será necesario ajustar los parámetros de contracción de forma independiente para cada material, y para ello debemos haber determinado previamente la temperatura de impresión adecuada para cada material.
En primer lugar se debe obtener la distancia de retracción y la velocidad de retracción adecuadas, por lo que el resto de parámetros se deben dejar desactivados o con sus valores preestablecidos.
Los valores óptimos de velocidad de retracción y distancia de retracción son los valores más bajos que evitan la aparición de hilos durante los movimientos de desplazamiento. Se seguirán los siguientes pasos para determinar estos valores:
- Se debe establecer una velocidad de retracción baja, preferiblemente 25 mm/s.
- Se debe establecer un valor de distancia de contracción intermedio:0,8 mm para extrusoras directas, 0,75 % de la longitud de la tubería para extrusoras Bowden.
- Luego se imprimirá una prueba de contracción. Es posible encontrar varios creados en repositorios de archivos conocidos.
- Se comprobará el resultado:
- Si no aparecen hilos, la distancia de contracción se reducirá a la mitad.
- Si aparecen hilos, aumente la distancia de retracción en un 50%.
- Repetir el proceso tantas veces como sea necesario hasta obtener un resultado satisfactorio.
En cualquier caso, se deben utilizar distancias no superiores a 3 mm para extrusoras directas y no superiores al 5% de la longitud de la tubería para sistemas bowden. Si no es posible obtener un resultado aceptable dentro de este rango, se debe aumentar la tasa de contracción en 5 mm/s y repetir el proceso . No se recomienda utilizar velocidades de contracción superiores a 40 mm/s, por lo que si aún no se consigue un resultado satisfactorio una vez alcanzado este, se debe seleccionar la combinación que dé mejores resultados.
Con algunas impresoras y filamentos, puede que no sea posible eliminar completamente los hilos, incluso con la mejor combinación de velocidad y distancia de contracción . En estos casos es recomendable activar otras funciones como "Z-lift", "Limpiar mientras se retrae", "Run-in" o "Limpieza de boquillas" , que ayudará a minimizar o eliminar los hilos.
Problemas asociados con malas configuraciones de retracción
Las consecuencias de valores excesivamente altos o bajos de los parámetros de contracción son muy diferentes. Si bien los valores demasiado bajos de la velocidad de retracción y la distancia de retracción tienen consecuencias puramente estéticas (aparición de hilos y gotitas en las piezas), establecer valores demasiado altos a menudo provoca atascos dentro de la barrera térmica. Esto se debe a que si la retracción es demasiado larga, la punta fundida del filamento llegará a la zona fría del heatbreak, expandiéndose y bloqueándolo.
Si, después de configurar las retracciones, se produce un atasco, especialmente en impresiones largas, la distancia de retracción debe reducirse ligeramente.
Impresión 3d
- Variables, constantes y literales de Python
- Costo y valor de reemplazo estimado
- Tendencias de fallas y el valor de la actualización selectiva
- Fiel a la forma:el valor de la hilatura y el hidroformado de metales
- Premium cumple con la practicidad y el valor:Serie Accupro HS
- Proceso de Valuación de Maquinaria y Equipo
- SIGRABOND® Chemical CFRP para componentes y conjuntos
- SIGRABOND® Chemical CFRC para componentes y conjuntos
- DIN 1.5217 templado y revenido
- SEW 395 Grade G-X120Mn13 solución tratada térmicamente y apagada
- UGI® HT286 recocido y estirado en frío