


¿Qué es la retracción en la impresión 3D? Definición y ajustes

Este artículo trata de aclarar el concepto de retracción en la impresión 3D ya que es un parámetro muy importante para conseguir estampados de calidad, sin deposiciones de material en la cara exterior del modelo, ni hilos entre piezas que se imprimen a la vez.
La retracción es el movimiento de retroceso del filamento necesario para evitar el goteo del material durante los movimientos y desplazamientos que realiza la extrusora de vacío durante la impresión 3D.
Los parámetros que configuran la retractación son:
- Distancia de retracción
: Longitud de material que retrocede en el proceso de retracción. Varía según el tipo de material, el tipo de sistema de extrusión (Directo o Bowden) y el tipo de HotEnd. Para materiales flexibles, especialmente para el tipo TPE (Filaflex), se debe desactivar la retracción para evitar que el filamento se enrolle en el piñón del extrusor. - Velocidad de retracción: Velocidad a la que el motor del extrusor hace retroceder el filamento. Con este parámetro hay que tener mucho cuidado si se utilizan velocidades altas (superiores a 70mm/s) porque puede marcar el filamento de tal forma que quede inservible para continuar con la impresión 3D.
- Desplazamiento mínimo
: Longitud mínima a partir de la cual desea que se produzca la retracción. - Habilitar combinación: Activando este parámetro, que se encuentra en el apartado de opciones avanzadas de retracción del programa de laminación que se utilice (Cura, Simplify3D, Slicer, etc), además de realizar la retracción, se evita que el HotEnd se desplace sobre agujeros. Con este material se evitan restos en las caras vistas desde el interior de las piezas.
- Elevación del eje Z cuando está retraído (Levantar z): Al mismo tiempo que se produce la retracción, el HotEnd se desplaza sobre el eje z la distancia indicada. Esta elevación sólo es necesaria en el caso de realizar piezas con muchos detalles y con pequeñas zonas de mucho detalle para evitar dejar restos de material justo en esa zona. Si necesita usar este parámetro, le recomendamos que use la misma distancia que la altura de la capa.
Con el ajuste adecuado de los parámetros anteriores, obtendrá la retracción ideal para su impresora 3D.
Desafortunadamente no existe una fórmula para encontrar el valor exacto, pero cada impresora 3D y cada extrusora necesita un valor particular. La siguiente tabla contiene valores recomendados de longitud y velocidad de retracción para la impresora 3D dependiendo del tipo de extrusor utilizado, que son un buen punto de partida para ajustarlos a tu caso particular:

Imagen 1: Parámetros de retracción
Los valores de la tabla se ingresan en la sección de retracción del software de laminación que se utiliza , en nuestro caso, Cura 3D, está dentro de la categoría de material.
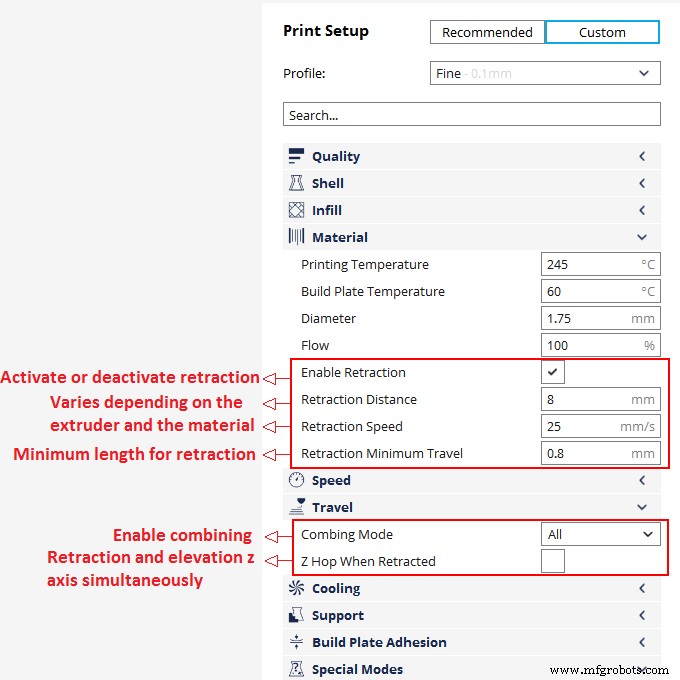
Imagen 2: Configuración de retracción en Cura 3
Se debe tener cuidado al variar el parámetro de longitud , ya que si se aumenta demasiado (20 mm en un extrusor directo), provocará un flujo discontinuo y por tanto huecos en la pieza que se está imprimiendo.
Una vez entendidos todos los parámetros que configuran la retracción y en base a los valores que le hemos proporcionado, cada usuario obtendrá su configuración ideal simplemente realizando pequeños ajustes.
Impresión 3d
- ¿Qué es el fresado?- Definición, proceso y operaciones
- ¿Qué es tornear?- Definición y tipos de operaciones
- ¿Qué es la perforación? Definición, proceso y consejos
- ¿Qué es la pulvimetalurgia? Definición y proceso
- ¿Qué es un torno? Definición, tipos y operaciones
- ¿Qué es la máquina de pulir? - Definición y tipos
- ¿Qué es la tolerancia de ingeniería? - Definición y tipos
- ¿Qué es el mecanizado NC? - Definición y guía básica
- ¿Qué es el bruñido? - Definición, proceso y herramientas
- ¿Qué es la corrosión? – Definición y Prevención
- Terotecnología:¿qué es? Definición y objetivos