


Deformación de impresión 3D. ¡Soluciones fáciles y formas de prevenirlo!
Si ha utilizado una impresora 3D, lo más probable es que haya experimentado deformaciones en la impresión 3D.
La deformación es uno de los problemas más comunes que puede encontrar en la impresión 3D y es muy frustrante. Afortunadamente, algunas medidas ayudarán a solucionar y evadir el problema, lo que conducirá a modelos más exitosos.
Las impresiones fallidas son inevitables en la impresión 3D, pero con el dominio de la configuración correcta para su impresora 3D, puede eliminar la deformación mediante varias técnicas.
La configuración de su impresora 3D depende completamente del material que esté utilizando como material de impresión y su condición.
Tener el conocimiento para hacer malabarismos con la configuración, teniendo en cuenta todos los factores que pueden conducir a la deformación 3D, sin duda conducirá a resultados de impresión impresionantes y corregirá la deformación en el proceso.
¿Qué es la deformación de impresión 3D?
La deformación se puede considerar como una ligera alteración del diseño original previsto después de la impresión. En algunos casos, puede ser extremo que toda la impresión se inutilice y se destruya. Para obtener los mejores resultados, debe comprobar las impresiones.
Dado que la deformación se detecta después del proceso de impresión, se pueden perder muchos materiales, lo que aumenta los costos de producción.
No hay forma de volver a la deformación una vez que ha ocurrido; descartar es la única opción. En esta guía, hablaremos sobre las causas de la distorsión y varias formas de evitarla.
¿Por qué ocurre la deformación?
Los materiales utilizados durante los procesos de producción 3D son termoplásticos, lo que significa que cambian de propiedades en rangos de temperatura específicos.
El proceso implica calentar los filamentos más allá de su punto de fusión, donde cambian a una forma líquida que se puede fijar fácilmente en una placa de construcción.
Durante el calentamiento, los termoplásticos se expanden y luego, cuando se enfrían, se contraen para formar un sólido.
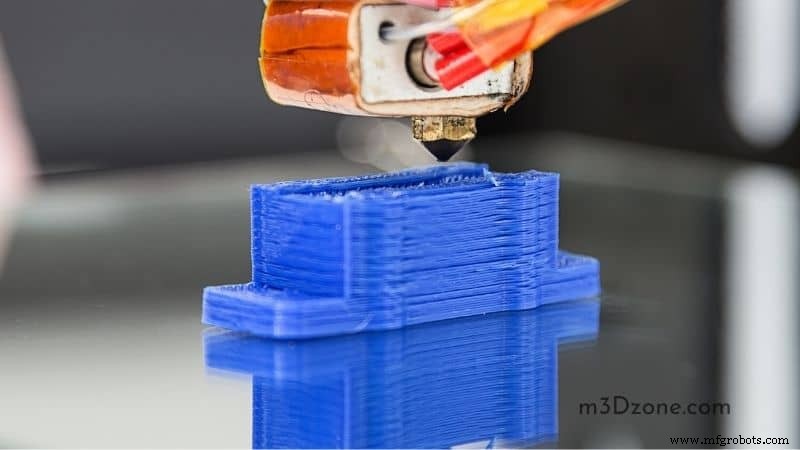
Si esto ocurre cuando las capas inferiores aún están calientes y las superiores frías, la impresión perderá su agarre en la placa de construcción y, a cambio, se enrollará hacia arriba; por lo tanto, se produce deformación.
Desafortunadamente, el rizado puede incluso aparecer al terminar lo que de otro modo sería una letra pequeña excelente. Si solo las temperaturas de toda la imagen 3D pudieran mantenerse en un rango establecido, la deformación se evitaría por completo. Sin embargo, esto es casi imposible.
En su lugar, puede tratar de mantener exactamente la misma temperatura tanto como sea posible en un rango específico. Esto garantiza que el modelo de impresión pueda adherirse a la superficie de construcción durante todo el proceso de producción.
Fijación de la impresión fuera de la plataforma de impresión a través de la temperatura de transición vítrea
En la mayoría de los casos, las impresiones deformadas no se pueden configurar y todo el modelo termina siendo destruido. Alternativamente, si el modelo de impresión es ligero y no tiene un volumen demasiado grueso, hay una manera de remodelarlo.
Esto se puede lograr calentando la impresión moderadamente casi hasta su temperatura de transición vítrea lo suficiente como para que sea lo suficientemente blanda como para remodelarla.
Tendrá que improvisar para la cama de impresión utilizando una superficie de metal grande, preferiblemente una sartén, suficiente para sostener la impresión sembrada de la forma en que estaba en la cama de impresión.
Un secador de pelo normal funcionaría bien en el proceso de calentamiento. La secadora debe estar a plena potencia e incluso moverla para calentar la impresión.
Después de calentar, puede remodelar la impresión ahora a la forma y curva deseada. Antes de enfriar, deberá mantenerlo presionado para evitar deformaciones una vez más.
Puede repetir el proceso hasta que la impresión asuma la forma que busca. La secadora es útil porque llevar la impresión de vuelta a la cama de impresión o calentar la bandeja solo calentará la parte inferior de la impresión. Esto significará que está calentando toda la impresión nuevamente para obtener resultados.
Formas de evitar la deformación
a) Use una placa de construcción calentada
Antes de la construcción con calor, era raro encontrar placas y las impresiones 3D impresas tendían a enfriarse rápidamente incluso antes de que se completara la producción. Debido a esto, la deformación y el rizado eran casi estándar en todas las impresiones. Por ahora, la mayoría de las máquinas ya están equipadas con camas calientes.
Una de las formas más recomendadas de evitar la deformación es usar una placa de construcción calentada. La placa de construcción busca mantener el material a una temperatura justo por debajo de cuando se solidifica. Esto garantiza que su impresión 3D se mantenga plana y aún esté conectada a la placa de construcción.
Con la impresión 3D enfriándose más lentamente, se reducen las posibilidades de deformar el estrés causado por las contracciones.
Sin embargo, debe asegurarse de que la temperatura utilizada sea la correcta según el material en uso. Las propiedades difieren para los diferentes materiales y filamentos a pesar de que todos son materiales de alta temperatura.
Las camas calientes no son una garantía total de que se evitará la deformación, combinando la técnica con otros métodos para reducir las posibilidades.
Aún así, en esa nota, las partes de calentamiento no comprenden toda la cama, lo que significa que no es toda la cama la que calienta; es posible que los bordes no reciban suficiente calor y terminen deformándose. Vale la pena señalar que las impresiones más grandes pueden deformarse, a diferencia de las más pequeñas.
b) Uso de adhesivos en la primera capa
La adhesión entre la capa inferior de su impresión y la cama de impresión tiene un papel en la prevención de deformaciones. Esto generalmente se logra cubriendo la cama con un adhesivo o sustancia pegajosa antes de comenzar la impresión real.
Antes de usar el adhesivo, se recomienda hacer una prueba de impresión de una pequeña parte para asegurarse de que funciona bien. Con la impresión atascada en la cama de impresión, esto puede provocar daños al retirarla.
Para que la técnica adhesiva funcione bien, debes asegurarte de que la impresión sea suave y limpia. Los rastros de aceite y grasa solo empeorarán y debilitarán las fuerzas de adhesión.
El adhesivo debe aplicarse a la placa de vidrio. Además, los métodos de adhesión difieren de un material a otro, de ahí la necesidad de comprender el material utilizado.
Hay muchos productos que ayudarán a que su impresión se adhiera a la base de impresión. Aquí hay algunos de ellos, puede experimentar primero o incluso combinarlos para obtener resultados efectivos:
1) 3DLac
3DLac es un formato en spray que consiste en una formulación química específica para impresión 3D para solidificar las piezas. Su aplicación es bastante sencilla ya que solo es necesario pulverizar el producto sobre la base de impresión antes del proceso de impresión.
No es necesario inundar el lecho, pero rociarlo a la distancia de una mano asegura que el producto químico se distribuya de manera efectiva. Una alternativa al 3DLac son las lacas Nelly, ya que la misma empresa las fabrica.
La única diferencia es que la concentración en 3DLac es una formulación más mejorada y carece del olor como en las lacas Nely.
2) Mordedura de lobo
Wolfbite es un químico 3D comercial producido específicamente para el adhesivo y el agarre de sus piezas de impresión 3D. Una variante del producto de su sitio web oficial; por lo tanto, es necesario probar su producto y material preferidos en uso.
3) Fichas PEI
Las hojas (consultar en Amazon) vienen ya plastificados y son fáciles de colocar en la cama de impresión. Vienen en varios tamaños y marcas; por lo tanto, es más fácil detectar el que funcionará para usted y el tamaño adecuado para su impresora. Incluso los gruesos son fáciles de recortar según tus preferencias.
Algunos vienen como adhesivos y son fáciles de instalar colocándolos en la plataforma de impresión. A diferencia de las cintas, las burbujas no son un problema aquí ya que se adhieren a casi todos los materiales.
4) Cinta Kapton
La cinta Kapton se usa comúnmente en soldadura y electrónica porque puede soportar temperaturas extremas.

Se puede utilizar en la impresión 3D para dar la unión adhesiva que necesita la impresión. La cinta Kapton se puede usar con otros métodos, como los aerosoles 3DLac, para mejorar el agarre.
La cinta Kapton también funciona en impresiones con anchos más amplios y es más fácil de aplicar en la superficie de impresión.
Sin embargo, pueden quedar algunos residuos después del proceso de producción, pero el alcohol tiende a eliminarlos de manera efectiva.
5) Cinta adhesiva
En algún momento, todos hemos usado cinta de enmascarar (consultar en Amazon) para arreglos y reparaciones rápidas, ya sea en casa o en la oficina. Es relativamente económica en comparación con la cinta Kapton y ofrece una buena adherencia.
6) Barra de pegamento
Barra de pegamento (consultar en Amazon) es una alternativa favorita, y algunas empresas de impresión ofrecen la barra como parte de sus productos comprados. La aplicación es simplemente aplicar pegamento a la placa de construcción, y eso es todo.
Alternativamente, la dilución con agua es aceptable y se usa un cepillo para untar el pegamento de manera más uniforme en la cama de impresión. Esto facilita la limpieza del vidrio ya que solo se utilizará una pequeña fracción del pegamento.
7) Solución ABS
Unos cuantos trozos pequeños de ABS pueden diluirse en acetona en un recipiente para formar una solución de ABS (jugo de ABS). La acetona asegura que el ABS se disuelva por completo y forme un material similar a una pasta.
Mediante el uso de un pincel, (ver en Amazon) puede aplicar el jugo de ABS a la cama de impresión. La impresión en otros materiales requiere que busque los productos químicos apropiados y la aplicación adecuada en la superficie de impresión.
c) Regular la temperatura durante el proceso de producción
El control de las temperaturas debe estar en la máquina de impresión, y la temperatura del aire circundante es esencial en la deformación. Esto se puede lograr a través de:
Ajuste el enfriamiento:se debe tener especial cuidado aquí, ya que los filamentos deben enfriarse para permitir que el plástico derretido se solidifique para lograr un puente preciso.
Los ventiladores de enfriamiento se pueden apagar o bajar las velocidades solo para las primeras capas para ayudar a nivelar las temperaturas.
Uso de una cámara de impresión cerrada:trabajar con una impresora cerrada ayuda a mantener un proceso de impresión constante. También puede construir su gabinete si la impresora no tiene uno.
d) Elija la configuración adecuada para las primeras capas
Las calibraciones son esenciales para evitar la deformación. Una buena distancia entre la boquilla de la impresora y la placa es importante en las primeras capas de su impresión, lo que también, a su vez, afecta a todo el modelo.
La plataforma debe estar lo más cerca posible de la boquilla para evitar que el material se enfríe y pierda su capacidad de adherirse a la plataforma. Todas las capas siguientes deben observar la regla para que se adhieran entre sí.
La deformación es menos común en impresiones pequeñas en comparación con impresiones más grandes donde es evidente. Al imprimir impresiones más grandes, es recomendable utilizar filamentos con menor encogimiento, preferiblemente a base de PLA.
El modelo de impresión se puede ajustar con materiales ABS (consultar en Amazon) que las paredes son más delgadas, reduciendo el material de relleno. Cuanto menor sea el material de relleno, menores serán las posibilidades de deformación después de enfriar el material.
e) Controlar las coordenadas Z
Las primeras capas en la placa de construcción son clave para un modelo de impresión exitoso. La impresión de la primera capa de impresión perfecta se puede lograr comprobando correctamente la coordinación de salida de la coordenada z antes de que comience la impresión.
Si el eje Z comienza en un punto más alto, el material tendrá que viajar más antes de entrar en contacto con la plataforma de impresión. El material se enfría más y no se pega bien al cristal.
Con el ajuste del eje Z, la boquilla de la impresora no debe acercarse demasiado al modelo, ya que puede generar más complicaciones.
Si su impresión tiene una superficie de impresión pequeña, la adherencia será difícil, por lo que se pueden agregar bordes y balsas para una mayor adherencia.
Para el ajuste correcto de las coordenadas, los sensores de nivel serán útiles. Todavía puede hacer las correcciones manualmente, pero los sensores le proporcionarán la ayuda adicional necesaria.
Algunas impresoras ya tienen sensores de ajuste automático, y puede comprar uno e instalarlo en la impresora para obtener una buena capa inicial en su modelo.
Conclusión
Hacer modelos de impresión de alta calidad no es solo obtener la impresora 3D, llenarla con filamento e imprimir el modelo deseado. Durante el proceso, se sentirá frustrado porque muchas cosas pueden salir mal.
Perfeccionar la impresión del modelo 3D deseado requiere una comprensión más profunda de cómo reacciona el material de filamento en uso a los cambios de temperatura y la diferencia de temperatura de los filamentos.
Las habilidades son fáciles de aprender pero técnicas de dominar ya que requieren esfuerzo.
Resolver los problemas que pueden surgir durante la impresión requiere jugar y experimentar con la configuración de la impresora.
La deformación es uno de los problemas comunes que encontrará en la impresión 3D. Con los filamentos de PLA, es raro, pero aún puede ocurrir.
Si observa los pasos y medidas descritos anteriormente, podrá producir impresiones perfectas desde la base y las capas. Reducir la velocidad de la capa inicial también ayuda mucho a frenar la deformación.
Impresión 3d
- 4 formas en que la impresión 3D mejora las operaciones de mantenimiento y reparación
- Entrada, salida e importación de Python
- 5 Beneficios de las máquinas de impresión y aplicación
- Los codificadores láser de 3 formas evitan la falsificación de productos
- 8 formas de evitar el tiempo de inactividad y aún así ahorrar dinero
- 6 formas fáciles de optimizar el programa CNC
- 5 tecnologías para detectar y prevenir la cavitación de la bomba
- 3 formas en que la IA y el IoT mejoran la fabricación
- Corriente de irrupción alta en la conmutación de capacitores y formas de prevenirla.
- Las mejores formas de prevenir y reparar las marcas de hundimiento en el moldeo por inyección
- 7 formas de prevenir accidentes con equipos