


Causas y efectos del borde incorporado (BUE) en aplicaciones de torneado
En las operaciones de torneado, la herramienta permanece estacionaria mientras la pieza de trabajo gira en un mandril de sujeción o en un portapinzas. Muchas operaciones se realizan en un torno, como aplicaciones de refrentado, taladrado, ranurado, roscado y corte. es imperativo utilizar la geometría de la herramienta y los parámetros de corte adecuados para el tipo de material que se está mecanizando. Si estos parámetros no se aplican correctamente en sus operaciones de torneado, pueden ocurrir filos de acumulación (BUE) o muchos otros modos de falla. Estos modos de falla afectan negativamente el rendimiento de la herramienta de corte y pueden dar lugar a una pieza desechada en general.
Al inspeccionar una herramienta de corte bajo un microscopio o una lupa, hay varios tipos diferentes de modos de falla de la herramienta de torneado que pueden ser evidentes. Algunos de los modos más comunes son:
- Desgaste de flanco normal: La única forma aceptable de desgaste de la herramienta, causada por el envejecimiento normal de una herramienta de corte usada y que se encuentra en los filos de corte.
- Este desgaste abrasivo, causado por componentes duros en el material de la pieza de trabajo, es el único método preferido de desgaste de la herramienta, ya que es predecible y continuará proporcionando una vida útil estable de la herramienta, lo que permitirá una mayor optimización y una mayor productividad.
- Cráteres: Deformaciones encontradas en la cara de corte de una herramienta.
- Este modo de herramienta es una falla química y térmica, localizada en el área de la cara de desprendimiento de la herramienta de torneado o inserto. Esta falla resulta de la reacción química entre el material de la pieza de trabajo y la herramienta de corte y se amplifica con la velocidad de corte. El desgaste excesivo del cráter debilita el borde de corte de una herramienta de torneado y puede ocasionar fallas en el borde de corte.
- Astillamiento: Rotura de la herramienta de torneado a lo largo de su cara de corte, lo que da como resultado un borde de corte áspero e impreciso.
- Esta es una falla mecánica, común en configuraciones de corte interrumpido o mecanizado no rígido. Muchos culpables pueden ser los culpables del astillado, incluidos los percances de la máquina y la seguridad del portaherramientas.
- Fallo mecánico térmico (agrietamiento térmico): El agrietamiento de una herramienta de corte debido a cambios significativos en la temperatura de mecanizado.
- Al girar, la gestión del calor es clave. Demasiado o muy poco calor puede crear problemas, al igual que cambios significativos y rápidos de temperatura (calentamiento y enfriamiento repetidos en el borde de corte). La falla mecánica térmica generalmente se muestra en forma de grietas espaciadas uniformemente, perpendiculares al borde de corte de la herramienta de torneado.
- Borde construido (BUE): Cuando las virutas se adhieren a la herramienta de corte debido al alto calor, la presión y la fricción.
Efectos del borde integrado en la aplicación de torneado
Un borde acumulado es quizás el modo de desgaste de la herramienta más fácil de identificar, ya que puede ser visible sin necesidad de un microscopio o una lupa. El término borde acumulado significa que el material que está mecanizando se está soldando a presión a la herramienta de corte. Al inspeccionar su herramienta, la evidencia de un problema BUE es material en la cara de desprendimiento o la cara lateral de la herramienta de corte.
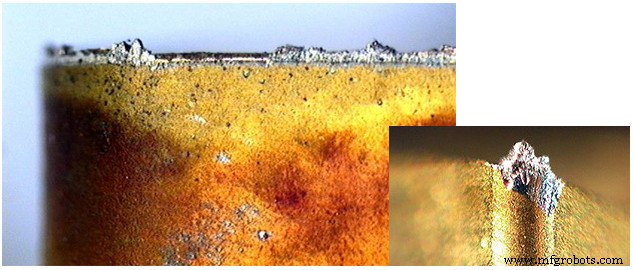
Esta condición puede crear muchos problemas con sus operaciones de mecanizado, como una vida útil deficiente de la herramienta, un acabado superficial deficiente, variaciones de tamaño y muchos otros problemas de calidad. El motivo de estos problemas es que la distancia de la línea central y la geometría de la herramienta del borde de corte se ven alteradas por el material que se ha soldado a la inclinación o al flanco de la herramienta. A medida que empeora la condición BUE, puede experimentar otros tipos de fallas o incluso fallas catastróficas.
Causas de acumulación de borde en aplicaciones de torneado
Elección de herramientas incorrecta
El borde acumulado a menudo es causado por el uso de una herramienta de torneado que no tiene la geometría correcta para el material que se está maquinando. En particular, al mecanizar un material gomoso como el aluminio o el titanio, lo mejor que puede hacer es utilizar herramientas con filos de corte extremadamente afilados, geometría de corte libre y un flanco pulido y una cara de desprendimiento. Esto no solo le ayudará a cortar el material con rapidez, sino también a evitar que se pegue a la herramienta de corte.

Uso de herramientas envejecidas
Incluso cuando utilice una herramienta de torneado con la geometría correcta, es posible que aún experimente BUE. A medida que la herramienta comienza a desgastarse y su borde comienza a degradarse, el material comenzará a acumularse en la superficie de la herramienta. Por esta razón, es muy importante inspeccionar el filo de una herramienta después de haber maquinado algunas piezas y luego aleatoriamente a lo largo de la vida útil de la herramienta. Esto lo ayudará a identificar la causa raíz de cualquiera de los modos de falla identificándolos desde el principio.
Elimine BUE con Micro 100 Speeds and Feeds Charts
Generación de calor insuficiente
El borde acumulado puede deberse a la ejecución de una herramienta con parámetros de corte incorrectos. Por lo general, cuando BUE es un problema, se debe a que la velocidad o las tasas de avance son demasiado bajas. La generación de calor es clave durante cualquier aplicación de mecanizado:mientras que demasiado calor puede afectar el material de una pieza, muy poco puede hacer que la herramienta sea menos eficaz para eliminar las virutas de manera eficiente.
Cuatro formas sencillas de mitigar el borde acumulado en las aplicaciones de torneado
- Al seleccionar una herramienta, opte por el corte libre, hasta geometrías nítidas con superficies muy pulidas. Seleccionar una herramienta con geometría de rompevirutas también ayudará a dividir las virutas, lo que ayudará a eliminarlas de la pieza y la superficie de corte.
- Tenga confianza en el enfoque de su aplicación y sus parámetros de ejecución. Siempre es importante verificar dos veces que sus parámetros de ejecución sean apropiados para su aplicación de torneado.
- Asegúrese de que el refrigerante esté concentrado en el filo y aumente la cantidad de concentración de refrigerante.
- Opte por un inserto revestido, ya que los revestimientos están diseñados específicamente para un conjunto determinado de materiales de piezas y están diseñados para evitar problemas comunes de mecanizado.
máquina CNC
- ¿Cuál es la mejor herramienta para cortar chapa metálica?
- Glosario 2 de bits de fresado CNC
- Aplicaciones de la cortadora de cuchilla oscilante CNC
- Definición de parámetros para tornos CNC
- ¿Qué es el torneado mecánico?
- Una comparación rápida de máquinas herramienta CNC
- Centro de torneado vertical para corte pesado
- Dominar los desafíos del giro brusco
- Qué hacen los talleres mecánicos de precisión:Torneado
- Explicación de las piezas de torneado CNC
- ¿Torno giratorio o simplemente un torno?